
 商标分类
商标分类  商标转让
商标转让 
一种高温抗腐蚀管道用钢及其生产工艺的制作方法
 2021-01-30 02:01:14|
2021-01-30 02:01:14| 283|
283| 起点商标网
起点商标网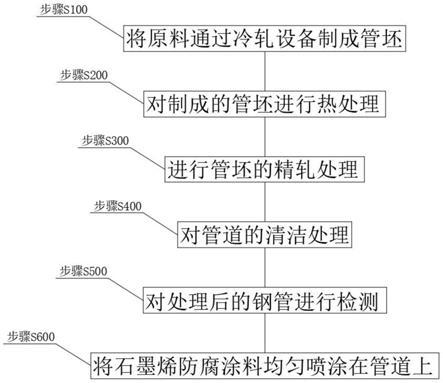
[0001]
本发明属于钢管制造技术领域,尤其涉及一种高温抗腐蚀管道用钢及其生产工艺。
背景技术:
[0002]
钢管具有空心截面,其长度远大于直径或周长的钢材。按截面形状分为圆形、方形、矩形和异形钢管;按材质分为碳素结构钢钢管、低合金结构钢钢管、合金钢钢管和复合钢管;按用途分为输送管道用、工程结构用、热工设备用、石油化工工业用、机械制造用、地质钻探用、高压设备用钢管等;按生产工艺分为无缝钢管和焊接钢管,其中无缝钢管又分热轧和冷轧两种,焊接钢管又分直缝焊接钢管和螺旋缝焊接钢管。
[0003]
目前的钢管的耐腐蚀度低下,导致钢管在长时间的时候过后便会出现外壁以及整体的腐蚀情况,进而应会想到钢管的使用寿命。
技术实现要素:
[0004]
本发明提供一种高温抗腐蚀管道用钢及其生产工艺,旨在解决目前的钢管的耐腐蚀度低下,导致钢管在长时间的时候过后便会出现外壁以及整体的腐蚀情况,进而应会想到钢管的使用寿命问题。
[0005]
本发明是这样实现的,一种高温抗腐蚀管道用钢,包括以下重量百分比的元素:c:0.002-0.015%、si:0.2-0.5%、mn:0.2-2%、ni:4.0-6.0%,cr:14-18.2%,mo:1.5-3.0%、n:0.02-0.05%,w:0.2-1.0%、s:0-0.005%、p:0-0.02%、nd:7.0-8.5%、gd:3.5-8.0%和y:2.5-4.5%,余量为铁。
[0006]
优选的,包括以下重量百分比的元素:c:0.008%、si:0.2%、mn:0.5%、ni:4.5%,cr:14.5%,mo:1.5%、n:0.02%,w:0.3%、s:0.001%、p:0.01%、nd:7.0%、gd:3.5%和y:2.5%,余量为铁。
[0007]
优选的,包括以下重量百分比的元素:c:0.01%、si:0.3%、mn:1.1%、ni:5.0%,cr:15.2%,mo:2.1%、n:0.03%,w:0.5%、s:0.001%、p:0.01%、nd:7.2%、gd:3.7%和y:2.7%,余量为铁。
[0008]
优选的,包括以下重量百分比的元素:c:0.002%、si:0.2%、mn:0.2%、ni:4.3%,cr:15.2%,mo:2.1%、n:0.02%,w:0.4%、s:0.002%、p:0.01%、nd:7.5%、gd:3.5%和y:2.6%,余量为铁。
[0009]
优选的,包括以下重量百分比的元素:c:0.011%、si:0.4%、mn:1.6%、ni:4.3%,cr:16.3%,mo:2.2%、n:0.03%,w:0.4%、s:0.003%、p:0.001%、nd:7.6%、gd:3.6%和y:2.5%,余量为铁。
[0010]
一种高温抗腐蚀管道生产工艺,包括如下步骤:
[0011]
步骤s100:将原料通过冷轧设备制成管坯;
[0012]
步骤s200:对制成的管坯进行热处理;
[0013]
步骤s300:进行管坯的精轧处理;
[0014]
步骤s400:对管道的清洁处理;
[0015]
步骤s500:对处理后的钢管进行检测;
[0016]
步骤s600:将石墨烯防腐涂料均匀喷涂在管道上。
[0017]
优选的,所述步骤s200中,热处理时温度为850-1000℃,时间为15-35min。
[0018]
优选的,所述步骤s400中,需要沾湿丙酮的棉布对钢管进行去油清洁。
[0019]
优选的,所述步骤s400中,还包括对钢管的矫正处理。
[0020]
优选的,所述步骤s500中,对钢管的检测包括刚度、拉伸以及弯曲的试验检测。
[0021]
与现有技术相比,本发明的有益效果是:本发明的一种高温抗腐蚀管道用钢及其生产工艺,利用新的原料配方,增加了稀土元素nd、gd和y,三种元素充分利用稀土元素在钢中的物理和化学特性,有利于增强制得后钢管的耐蚀性,并且,最后还会对钢管的外部喷涂石墨烯防腐涂料,进一步极大制得后钢管的耐腐蚀性。
附图说明
[0022]
图1为本发明的流程步骤图;
具体实施方式
[0023]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0024]
实施例1
[0025]
本实施例的高温抗腐蚀管道用钢,包括以下重量百分比的元素:c:0.008%、si:0.2%、mn:0.5%、ni:4.5%,cr:14.5%,mo:1.5%、n:0.02%,w:0.3%、s:0.001%、p:0.01%、nd:7.0%、gd:3.5%和y:2.5%,余量为铁。
[0026]
本实施方式中,将选取的材料投入到冷轧设备中,经过冷轧设备将原料制成管坯,随后,便可对制得的管坯进行热处理,加热的温度至880℃,并持续35min,当管坯进行该时间段的热处理之后,便可对处理后的管坯进行冷却,冷却至室温即可,随后再次将管坯投入到精轧设备中,进行对管坯的精轧处理,随后对管材进行矫正处理,之后便可使用沾湿丙酮的棉布对管坯进行清洁处理,利用棉布对精轧后的管材进行内外的去油以及清洁,进行清洁处理之后,便可对管材进行全方面的检测,该检测包括刚度、拉伸以及弯曲的试验检测,当检测不符合标准时,便可根据检测标准对管材进行后续处理或回炉,当检测的钢材达到标准时,便可将石墨烯防腐涂料均匀喷涂在管道上,在石墨烯防腐材料的作用下,进一步加强制得后管材的耐腐蚀度。
[0027]
实施例2
[0028]
本实施例的高温抗腐蚀管道用钢,包括以下重量百分比的元素:c:0.01%、si:0.3%、mn:1.1%、ni:5.0%,cr:15.2%,mo:2.1%、n:0.03%,w:0.5%、s:0.001%、p:0.01%、nd:7.2%、gd:3.7%和y:2.7%,余量为铁。
[0029]
本实施方式中,将选取的材料投入到冷轧设备中,经过冷轧设备将原料制成管坯,随后,便可对制得的管坯进行热处理,加热的温度至900℃,并持续30min,当管坯进行该时
间段的热处理之后,便可对处理后的管坯进行冷却,冷却至室温即可,随后再次将管坯投入到精轧设备中,进行对管坯的精轧处理,随后对管材进行矫正处理,之后便可使用沾湿丙酮的棉布对管坯进行清洁处理,利用棉布对精轧后的管材进行内外的去油以及清洁,进行清洁处理之后,便可对管材进行全方面的检测,该检测包括刚度、拉伸以及弯曲的试验检测,当检测不符合标准时,便可根据检测标准对管材进行后续处理或回炉,当检测的钢材达到标准时,便可将石墨烯防腐涂料均匀喷涂在管道上,在石墨烯防腐材料的作用下,进一步加强制得后管材的耐腐蚀度。
[0030]
实施例3
[0031]
本实施例的高温抗腐蚀管道用钢,包括以下重量百分比的元素:c:0.002%、si:0.2%、mn:0.2%、ni:4.3%,cr:15.2%,mo:2.1%、n:0.02%,w:0.4%、s:0.002%、p:0.01%、nd:7.5%、gd:3.5%和y:2.6%,余量为铁。
[0032]
本实施方式中,将选取的材料投入到冷轧设备中,经过冷轧设备将原料制成管坯,随后,便可对制得的管坯进行热处理,加热的温度至950℃,并持续15min,当管坯进行该时间段的热处理之后,便可对处理后的管坯进行冷却,冷却至室温即可,随后再次将管坯投入到精轧设备中,进行对管坯的精轧处理,随后对管材进行矫正处理,之后便可使用沾湿丙酮的棉布对管坯进行清洁处理,利用棉布对精轧后的管材进行内外的去油以及清洁,进行清洁处理之后,便可对管材进行全方面的检测,该检测包括刚度、拉伸以及弯曲的试验检测,当检测不符合标准时,便可根据检测标准对管材进行后续处理或回炉,当检测的钢材达到标准时,便可将石墨烯防腐涂料均匀喷涂在管道上,在石墨烯防腐材料的作用下,进一步加强制得后管材的耐腐蚀度。
[0033]
实施例4
[0034]
本实施例的高温抗腐蚀管道用钢,包括以下重量百分比的元素:c:0.011%、si:0.4%、mn:1.6%、ni:4.3%,cr:16.3%,mo:2.2%、n:0.03%,w:0.4%、s:0.003%、p:0.001%、nd:7.6%、gd:3.6%和y:2.5%,余量为铁。
[0035]
本实施方式中,将选取的材料投入到冷轧设备中,经过冷轧设备将原料制成管坯,随后,便可对制得的管坯进行热处理,加热的温度至950℃,并持续25min,当管坯进行该时间段的热处理之后,便可对处理后的管坯进行冷却,冷却至室温即可,随后再次将管坯投入到精轧设备中,进行对管坯的精轧处理,随后对管材进行矫正处理,之后便可使用沾湿丙酮的棉布对管坯进行清洁处理,利用棉布对精轧后的管材进行内外的去油以及清洁,进行清洁处理之后,便可对管材进行全方面的检测,该检测包括刚度、拉伸以及弯曲的试验检测,当检测不符合标准时,便可根据检测标准对管材进行后续处理或回炉,当检测的钢材达到标准时,便可将石墨烯防腐涂料均匀喷涂在管道上,在石墨烯防腐材料的作用下,进一步加强制得后管材的耐腐蚀度。
[0036]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips