
 商标分类
商标分类  商标转让
商标转让 
宽钢带铁铬铝合金热卷连续退火酸洗的制造方法与流程
 2021-01-30 02:01:31|
2021-01-30 02:01:31| 429|
429| 起点商标网
起点商标网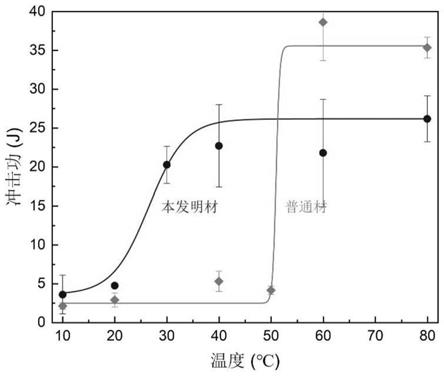
[0001]
本发明涉及铁铬铝合金钢卷热处理技术领域,更具体地,本发明涉及一种宽钢带铁铬铝合金热卷连续退火酸洗方法。
背景技术:
[0002]
铁铬铝合金是一种低碳氮铁素体组织的电热合金材料,具有性价比高、发热效率高、易于加工发热元件等特点,广泛应用工业炉窑、食品机械、家用电器等领域。铁铬铝主要牌号有:1cr13al4、0cr15al5、0cr18al4和0cr21al6等钢种。
[0003]
铁铬铝合金中由于铝的加入,合金固溶体的晶格畸变增大,急剧降低合金的韧性。再者,铁素体不锈钢的韧性与材料的截面尺寸相关,随着材料截面尺寸的增大,其韧脆转变温度升高,韧性下降。
[0004]
基于铁铬铝合金成分、材料脆性严重及尺寸效应等特点,国内外基本采用“感应炉+电渣重熔”小规模熔炼方式进行冶炼,锻造开坯,热轧成卷,井式炉进行退火,散卷酸洗,只能生产宽度不超过300mm、卷重在5吨以内的带材产品。由于热卷重量小,该工艺生产的铁铬铝带材产品宽度有限,成材率很低,产品成分、性能波动大,而连续退火酸洗方式可以避免这些问题。
[0005]
连续退火酸洗生产线具有活套弯曲多、张力大、生产窗口窄等特点。采用连续线生产宽度1000-1300mm、厚度2.5-4.5mm、重量大于10吨的热卷,国内尚无应用实例。铁铬铝热卷,由于宽度和厚度上的尺寸效应,整体脆性很大,采用连续生产线处理铁铬铝热卷,容易出现断带,造成生产事故。铁铬铝合金热轧卷的韧性,主要靠热连轧轧制工艺保证,目前已攻克,韧脆转变温度基本降至室温,这里不再赘述;而铁铬铝合金热轧退火卷,在卷取时断带屡有发生,生产尚不稳定,亟需攻克。
技术实现要素:
[0006]
为了解决现有技术中存在的上述问题,本发明提出一种宽钢带铁铬铝合金热卷连续退火酸洗的制造方法,其可以生产宽度1000-1300mm、厚度2.5-4.5mm、重量大于10吨的热轧钢卷,同时将退火卷韧脆转变温度降低到小于30℃,解决铁铬铝合金退火卷断带问题,拓展了铁铬铝合金板带材的应用范围。
[0007]
本发明的技术方案具体如下:
[0008]
一种宽钢带铁铬铝合金热轧钢卷连续退火酸洗方法,包括:
[0009]
(1)焊接连接热轧钢卷;
[0010]
(2)炉温为900-1000℃,张力为25-40kn,按照7-15m/min运行速度对钢卷进行退火处理;
[0011]
(3)在1.5-4min将退火处理后的钢卷冷却至50-80℃;
[0012]
(4)对冷却后的钢卷进行酸洗和卷取。
[0013]
可选地,在步骤(1)中,钢卷的开卷张力是30-50kn。
[0014]
可选地,在步骤(1)中,钢卷的开卷速度以7m/min开始,运行5-10s之后,按照每次“增加1-2m/min,运行2-5s”阶梯式提升至最高运行速度比炉子段速度快3m/min。
[0015]
可选地,在步骤(3)中,采用“空冷+雾冷+水冷”渐进式冷却方式对钢卷进行冷却。
[0016]
可选地,在步骤(4)中,采用盐酸和混酸对钢卷进行酸洗;其中,盐酸温度是50-80℃,混酸温度是40-55℃,酸洗之后的烘干段温度不低于90℃。
[0017]
可选地,在步骤(4)中,卷取张力是20-40kn。
[0018]
可选地,在步骤(4)中,在卷取时,以5m/min点动卷取3-5圈后,以7m/min起步运行,运行5-10s之后,卷取速度按照每次“增加1-2m/min,运行2-5s”阶梯式提升,最高运行速度比炉子段速度快3m/min。
[0019]
可选地,铁铬铝合金热轧钢卷的牌号是1cr13al4、0cr15al5、0cr18al4和0cr21al6。
[0020]
可选地,铁铬铝合金热轧钢卷的规格是厚度2.5-4.5mm,宽度1000-1300mm,重量大于10吨。
[0021]
利用本发明的宽钢带铁铬铝合金热卷连续退火酸洗的制造方法,通过设计热轧钢卷的热处理制度,冷却方式,加上全线控制速度、张力和温度等措施,实现了连续退火酸洗线稳定生产宽钢带和大吨位铁铬铝热轧钢卷。相比于现有技术,本发明的技术方案具有如下有益效果:
[0022]
(1)大幅提高热轧退火铁铬铝钢卷韧性,脆韧转变温度降低到30℃以下,消除了铁铬铝钢卷退火后断带问题。
[0023]
(2)在不改造现有连续线装备的条件下,能够使带钢温度达到韧脆转变温度以上,节约了设备改造成本。
[0024]
(3)使得连续退火酸洗线稳定生产宽度1000-1300mm、厚度2.5~4.5mm、重量大于10吨的铁铬铝热轧钢卷成为可能。
[0025]
(4)降低了生产成本,提高了成材率,产品性能稳定性大幅提高。
附图说明
[0026]
图1显示了实施例3和对比例1生产的铁铬铝合金热轧退火卷的冲击功和钢卷韧脆转变温度。
具体实施方式
[0027]
为了充分了解本发明的目的、特征及功效,通过下述具体实施方式,对本发明作详细说明。本发明的工艺方法除下述内容外,其余均采用本领域的常规方法或装置。下述名词术语除非另有说明,否则均具有本领域技术人员通常理解的含义。
[0028]
铁铬铝合金热轧钢卷,厚度为2.5-4.5mm,截面厚度的增加降低了材料的韧性;而且,钢卷宽度较大(1000-1300mm)时,容易在横向上产生应力不均,增加断带风险。因此在生产时要严格控制过线速度和全线张力,防止速度过快或张力不稳,对铁铬铝板材造成巨大冲击力,引起断带。再者,一般铁铬铝合金板材的韧脆转变温度较高,高达50-60℃,而生产线没有专门的加热或保温装置,铁铬铝合金板材退火的生产操作多数处于室温环境,有必要提高铁铬铝合金板材的室温韧性,降低铁铬铝合金板材的韧脆转变温度至30℃以下。最
后,通过改善现有的装备条件,提升全线过钢温度至30℃以上,进一步降低铁铬铝合金板材的断带风险。
[0029]
基于以上思路,本发明提供的宽钢带铁铬铝合金热轧钢卷连续退火酸洗方法包括:(1)焊接连接热轧钢卷;(2)炉温为900-1000℃,张力为25-40kn,按照7-15m/min运行速度对钢卷进行退火处理;(3)在1.5-4min将退火处理后的钢卷冷却至50-80℃;(4)对冷却后的钢卷进行酸洗和卷取。
[0030]
在一种优选的实施方案中,本发明提供的宽钢带铁铬铝合金热轧钢卷连续退火酸洗方法包括:
[0031]
(1)焊接连接热轧钢卷
[0032]
铆接好引带的热轧钢卷通过焊接连接生产。防止速度提升过快对铁铬铝合金热轧钢卷铆接处造成巨大冲击,开卷速度需慢慢提升,起步为7m/min,运行5-10s,之后速度按照每次“增加1-2m/min,运行2-5s”(其中,m/min为速度单位,每次速度增加1或2,停留2-5s,然后再提升)阶梯式提升,最高运行速度只能比炉子段速度快3m/min;若前活套(暂时在线储存带钢的装置,用来衔接前后工序,缓冲生产节奏)套量将满或下一卷上线时需要降速,采取同样的方式降速。开卷张力控制在30-50kn。
[0033]
在本发明中,铁铬铝合金热轧钢卷的牌号是1cr13al4、0cr15al5、0cr18al4和0cr21al6;规格是厚度2.5-4.5mm,宽度1000-1300mm,重量大于10吨。
[0034]
(2)对钢卷进行退火处理
[0035]
热处理退火为关键步骤,决定了退火后铁铬铝合金热卷的韧性。若温度过高或处理时间过长,晶粒粗大会促进脆性裂纹的萌生,造成脆性增大。若温度过低或处理时间过短,强度偏高、延伸率偏低,影响后续的冷轧。为了找到合适的工艺参数,发明人进行深入研究,发现炉温控制为“900-1000℃”,炉子段按照7-15m/min运行速度对钢卷进行退火处理,张力控制为25-40kn,退火板具有最优韧性。
[0036]
在本步骤中,优选采用连续退火酸洗生产线对铁铬铝合金热轧钢卷进行热处理。
[0037]
(3)退火处理后的钢卷进行冷却
[0038]
退火后的冷却工艺也较为重要,对于低碳氮铁素体不锈钢而言,八面体间隙较小,缓慢冷却时很容易析出有害的第2相,产生析出强化,降低材料的韧性。另外,铁素体不锈钢在475℃温度附近若停留时间过长,又会产生475℃脆性。但考虑到大生产急冷状态下,板型不良产生的内应力也可能造成板材断带。发明人通过研究发现,采用“空冷+雾冷+水冷”渐进式冷却(其中,“雾冷”指同时吹风和喷水,本领域技术人员可根据实际需要采用合适的操作),1.5-4min冷却到50-80℃,即可以获得最佳组织和内应力匹配。
[0039]
(4)对冷却后的钢卷进行酸洗和卷取
[0040]
退火后的铁铬铝钢卷,需要将带钢温度提高至韧脆转变温度以上,才能保证后续酸洗的顺利进行。酸洗段带钢密封在各个酸槽里,带钢温度主要依靠调整工艺介质的温度得以保证。控制要点为:带钢运行速度和炉子段一致,关闭盐酸段刷洗机冷水,盐酸温度控制在50-80℃,混酸(即hno3和hf)温度控制在40-55℃,最后烘干段温度控制在90℃以上,速度和炉子段一致即可。
[0041]
酸洗后活套带钢温度的控制也尤为重要,活套中带钢完全展开裸露在空中,降温很快。所以,为了减少热量损失,后活套套量(类同于前活套)控制在30%以下,各个通风口
用塑料布遮挡。
[0042]
卷取时,因内圈半径较小(610mm),弯曲较大,穿带时带钢容易受到巨大冲击,存在脆断风险。因此,穿带时要避免带钢弯折,慢慢咬入钳口,然后以5m/min点动卷取3-5圈后,以7m/min起步运行,运行5-10s,之后速度按照每次“增加1-2m/min,运行2-5s”阶梯式提升,最高运行速度只能比炉子段速度快3m/min,若后活套套量拉空或者焊缝达到尾部时需要降速,采取同样的方式降速,卷取张力控制在20-40kn。
[0043]
采用本发明的宽钢带铁铬铝合金热轧钢卷连续退火酸洗方法,通过炉温和热处理速度耦合匹配,扩大了材料韧脆转变温度区间,从而降低了韧脆转变温度;通过渐进式冷却,消除了475℃脆性,减少了析出相和内应力,显著提高带钢韧性。铬铝合金热轧退火卷的韧脆转变温度降至30℃以下,依靠连续线现有的装备条件能够保证退火后带钢温度卷取前不低于30℃,保持带钢良好的韧性。
[0044]
本发明的制造方法专门针对厚度2.5-4.5mm、宽度1000-1300mm、重量大于10吨的宽钢带铁铬铝合金热轧钢卷而设计,在一种优选的实施方案中,厚度2.5-4.5mm、宽度1000-1300mm、重量大于10吨的宽钢带铁铬铝合金热轧钢卷可通过以下方法获得:
[0045]
第一步,制备厚度180-230mm、宽度1000-1300mm、重量不低于10吨的铁铬铝合金板坯,包括以下步骤:
[0046]
①
使用铁水原料,在k-obm-s转炉中进行冶炼,在整个冶炼过程中吹氩以便防止钢液和空气接触,转炉炉后扒净80-90%的炉渣。
[0047]
②
k-obm-s转炉冶炼得到的钢水送入vod炉(真空吹氧脱碳精炼炉)进行冶炼。在vod炉的最高真空度≤5mbar时生产,在vod炉内完成脱碳、还原和加铝操作,出钢温度控制为1535-1600℃。
[0048]
③
vod炉冶炼得到的钢水送入lf炉(钢包精炼炉)进行冶炼。在lf炉中,调整渣况、成分和钢水温度。在钢水离开lf前,进行弱搅拌至少10min,弱搅拌过程保证钢水液面不得裸露,出钢温度控制为1565-1600℃。
[0049]
④
将钢水借助中间包由lf炉送入连铸机的第一炉和第二炉进行浇铸得到连铸板坯。
[0050]
在本步骤中,浇铸前,需要做好中间包的密封,中间包吹ar 4-8min后开浇。覆盖剂成分配比(wt.%)为:c:5.0-8.5、sio2:0.1-4.0、cao:0.1-4.0、al2o3:0.5-2.0、fe2o3:0.1-1.6、na2o:0.1-1.2、mno:0.02-0.10、水分:0.1-1.0、其余全部为mgo。基于铁铬铝合金液相线温度,中间包温度控制为1525-1550℃,第二炉较第一炉低5℃,液面波动控制在
±
5mm之内。
[0051]
根据铁铬铝合金熔液的凝固特性及脆性转变温度,在连铸过程中应采用弱冷工艺。结晶器冷却水强度宽面为2400-3200l/min,窄面为300-400l/min。连铸结晶器保护渣成分配比(wt.%)为:c:6.0-9.0、na2o:8.0-12.0、f-:6.0-12.0、li2o:3.0-7.0、al2o3:1.0-4.0、mgo:0.5-2.0。其余为cao和sio2,碱度r=cao/sio2控制为0.50-0.80。
[0052]
在本步骤中,铸坯拉速控制为0.40-1.20m/min,拉速波动值控制在
±
0.02m/min。
[0053]
电磁搅拌可以打破凝固过程中的温度梯度分布,防止柱状晶的产生;而电磁力打破了树枝晶的生长机制,有助于等轴晶的生成。所以本发明必须投用电磁搅拌,二冷水强度控制在0.5-1.0l/kg,均匀冷却。
[0054]
对得到的连铸坯,进行表面修磨,例如采用16#砂轮对连铸坯表面进行热修磨。修磨前连铸坯表面温度控制在250℃-600℃,修磨后连铸坯表面温度控制在≥200℃。修磨进行2遍,第1遍加重修磨,第2遍轻修磨,重量损失率控制为1.0-4.0%,磨掉铸坯表面卷渣、重皮等,提高板坯表面质量。
[0055]
在连铸机的两个炉中,第一炉的板坯在修磨后直接红送热连轧进行后续生产。第二炉的板坯在修磨后装入退火炉进行保温(装炉前板坯温度≥150℃),装炉前,退火炉先升温到150-250℃,装入板坯后,退火炉按照50℃/h升温到500-700℃,进行保温,防止铸坯放冷横裂。
[0056]
第二步,制备厚度2.5-4.5mm、宽度1000-1300mm、重量大于10吨的宽钢带铁铬铝合金热轧钢卷,包括以下步骤:
[0057]
①
将铁铬铝合金板坯装入加热炉进行加热
[0058]
铁铬铝合金连铸板坯最怕放冷横裂,因此在运转过程中必须红送热装,用保温车红送到热连轧原料库,并且,在装入加热炉之前要求板坯表面温度≥80℃(温度测量点:板坯上宽面中心位置)。
[0059]
铁铬铝合金在高温下具有晶粒快速长达倾向,因此,加热温度和加热时间尽量按照下限控制。板坯装入加热炉,炉温控制为1100-1200℃,驻炉时间为180-280min,从而能够避免出现中心穿孔,影响坯料热塑性,并且控制晶粒长大。
[0060]
在本发明的制造方法中,铁铬铝合金连铸板坯是厚度180-230mm、宽度1000-1300mm、重量不低于10吨的铁铬铝合金板坯,适合用于牌号为1cr13al4、0cr15al5、0cr18al4和0cr21al6的铁铬铝合金连铸板坯。
[0061]
②
对铁铬铝合金板坯进行轧制
[0062]
采用热连轧机对铁铬铝合金连铸板坯进行热轧。铁铬铝合金在较高温度时(1100-1200℃)热塑性较差,轧制时很容易裂边,粗轧温度控制为1000-1100℃。轧制设为5道次或7道次,粗轧终了出口厚度为30-40mm。
[0063]
为了防止热轧时钢卷尾部温降过快,提高铁铬铝整卷性能均匀性,粗轧完成后使用热卷箱保温。
[0064]
铁铬铝合金精轧时,若温度过高,不利于破碎晶粒,轧制形变能储存不足,后续退火时晶粒粗大,材料的韧性较差;温度过低时,氧化皮较薄,发生粘辊影响稳定轧制,同时热塑性较差,带钢延展不足,引起带钢跑偏或板型不良。基于这些,精轧终轧温度控制为840-940℃。
[0065]
作为一种超纯铁素体,铁铬铝热轧钢卷截面厚度越大,韧性越差,所以要尽量减小截面厚度。综合考虑热连轧的设备能力,精轧轧制7道次,首道次变形量控制为30-40%,轧制目标厚度控制为2.5-4.5mm。
[0066]
③
对钢带进行快冷
[0067]
轧后带钢冷却特别重要,对于低碳氮铁素体不锈钢而言,快速冷却能显著减少第2相的析出,促进合金的韧化。另外,铁素体不锈钢在475℃附近温度区间经长时间保温,又会产生475℃脆性。但冷却温度过低,容易造成板型不良,产生内应力降低板材韧性。发明人通过研究发现,轧后对钢带喷水进行快冷,即15-30s之内钢带表面温度冷却到200-400℃之间,生产出来的钢卷韧性最佳。
[0068]
由于al及稀土活性元素的存在,铁铬铝合金钢水容易与耐材、保护渣等反应变性,影响浇铸,特别是连浇的顺行。同时,铸坯表面质量恶化,重皮夹杂较多,需要热修磨后再热轧。铁铬铝合金脆性较大,必须提高等轴晶比例来提高铸坯韧性。铸坯在切割、修磨和吊运过程中,必须保证铸坯温度,否则冷脆性足以造成铸坯产生裂纹甚至横裂。借助于上述铁铬铝合金板坯的制造方法,能够消除连铸断浇、板坯夹杂和铸坯横裂等问题,连铸坯厚度180-230mm、宽度为1000-1300mm、重量大于10吨,显著增大了铁铬铝合金板带材的单卷重量,提高了材料成分和性能的均匀性,有利于铁铬铝合金热轧钢卷制造过程的顺利进行。
[0069]
同样,借助于上述铁铬铝合金热轧钢卷的制造方法,通过控制加热炉温度和终轧温度来控制晶粒长大,并优化板型,减小带钢内应力;通过减小轧制目标厚度降低铁素体尺寸效应,提高铁铬铝带钢韧性;通过快冷,减少第2相析出,避免475℃脆性,降低铁铬铝合金韧脆转变温度。如上,能够大幅提高铁铬铝热轧钢卷韧性,脆韧转变温度降低到室温,消除了铁铬铝热轧钢卷开卷后断带问题,从而有利于宽钢带铁铬铝合金热轧钢卷连续退火酸洗方法的顺利进行。
[0070]
实施例
[0071]
下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。下列实施例中未注明具体条件的实验方法,按照常规方法和条件,或按照商品说明书选择。
[0072]
首先,对下述实施例中涉及的检测方法进行说明如下:
[0073]
冲击功:将铁铬铝板带材加工成u型样品(u型缺口深度为2mm,底部曲率半径为1mm),样品长度方向为垂直于轧制方向。然后按照gb/t 229-2007标准,测定在10-80℃(间隔10或20℃)温度范围冲击载荷试样被折断而消耗的冲击功(单位为焦耳)。
[0074]
钢卷韧脆转变温度:以试验温度为横坐标、冲击功为纵坐标绘制散点图,然后通过拟合得到冲击功-温度曲线。此曲线存在一个转变区域,随着温度升高,冲击功急剧增大,最后趋于稳定,即为上平台。这里,将冲击功降至上平台50%的温度定义为韧脆转变温度。
[0075]
实施例1
[0076]
以牌号为1cr13al4的铁铬铝合金热轧钢卷为原料,其化学成分按质量百分比为:c:0.017%、si:0.14%、mn:0.06%、p:0.011%、s:0.001%、cr:13.8%、al:5.0%、ti:0.26%、n:0.003%,其余为fe及其它不可避免的杂质,该铁铬铝合金热轧钢卷的规格为:厚度4.0mm,宽度1254mm。重量15.2吨。
[0077]
实施例1的铁铬铝合金热轧钢卷退火酸洗方法包括如下步骤:
[0078]
(1)铆接引带的1cr13al4热轧钢卷通过焊接连接生产,开卷起步速度为7m/min,运行7s;升至9m/min,运行2s;升至11m/min,运行2s;升至13m/min。运行速度控制为7-13m/min,降速采取同样的方式。开卷张力为40-50kn。
[0079]
(2)退火时,炉温控制为950-990℃,炉子段带钢运行速度为11m/min,张力为35-40kn。
[0080]
(3)退火后,采用“空冷+雾冷+水冷”渐进式冷却,2-3min冷却到60-65℃。
[0081]
(4)酸洗时,关闭盐酸段刷洗机冷水,盐酸温度控制为50-70℃,混酸温度控制为40-45℃,烘干段温度控制为90-93℃;酸洗后活套套量控制为12-30%,各个通风口用塑料布遮挡;卷取穿带时升起舌板,带钢慢慢咬入钳口,以5m/min点动卷取3圈后,以7m/min起步
运行,升速方式可参照步骤(1),运行速度为7-13m/min,降速采取同样的方式。卷取张力为30-40kn。
[0082]
检测利用实施例1生产的铁铬铝合金热轧退火卷的垂直于轧制方向“u”型10-80℃冲击功,钢卷韧脆转变温度为23℃,卷取时带钢温度为31-35℃,能够使钢卷的连续生产顺利进行,不发生断带现象。
[0083]
实施例2
[0084]
以牌号为0cr15al5的铁铬铝合金热轧钢卷为原料,其化学成分按质量百分比为:c:0.012%、si:0.15%、mn:0.08%、p:0.015%、s:0.001%、cr:15.1%、al:5.2%、ti:0.21%、n:0.004%,其余为fe及其它不可避免的杂质,该铁铬铝合金热轧钢卷的规格为:厚度3.5mm,宽度1287mm。重量15.9吨。
[0085]
实施例2的铁铬铝合金热轧钢卷退火酸洗方法包括如下步骤:
[0086]
(1)铆接引带的0cr15al5热轧钢卷通过焊接连接生产,开卷起步速度为7m/min,运行8s;升至9m/min,运行3s;升至11m/min,运行3s;升至13m/min,运行3s,升至15m/min。运行速度控制为7-15m/min,降速采取同样的方式。开卷张力为35-45kn。
[0087]
(2)退火时,炉温控制为960-1000℃,炉子段带钢运行速度为13m/min,张力为30-35kn。
[0088]
(3)退火后,采用“空冷+雾冷+水冷”渐进式冷却,2-3min冷却到55-60℃。
[0089]
(4)酸洗时,关闭盐酸段刷洗机冷水,盐酸温度控制为55-70℃,混酸温度控制为42-47℃,烘干段温度控制为90-93℃酸洗后活套套量控制为10-25%,各个通风口用塑料布遮挡;卷取穿带时升起舌板,带钢慢慢咬入钳口,以5m/min点动卷取4圈后,以7m/min起步运行,升速方式可参照步骤(1),运行速度为7-15m/min,降速采取同样的方式。卷取张力为25-35kn。
[0090]
检测利用实施例2生产的铁铬铝合金热轧退火卷的垂直于轧制方向“u”型10-80℃冲击功,钢卷韧脆转变温度为24℃,卷取时带钢温度为32-36℃,能够使钢卷的连续生产顺利进行,不发生断带现象。
[0091]
实施例3
[0092]
以牌号为0cr21al6的铁铬铝合金热轧钢卷为原料,其化学成分按质量百分比为:c:0.018%、si:0.19%、mn:0.09%、p:0.016%、s:0.001%、cr:20.2%、al:5.7%、nb:0.08%、ti:0.13%、n:0.004%,其余为fe及其它不可避免的杂质,该铁铬铝合金热轧钢卷的规格为:厚度3.0mm,宽度1230mm,15.8吨。
[0093]
实施例3的宽钢带铁铬铝合金热轧钢卷退火酸洗方法包括如下步骤:
[0094]
(1)铆接引带的0cr21al6热轧钢卷通过焊接连接生产,开卷起步速度为7m/min,运行10s;升至8m/min,运行4s;升至9m/min,运行4s;升至10m/min。运行速度控制为7-10m/min,开卷张力为30-40kn。
[0095]
(2)退火时,炉温控制为900-940℃,炉子段带钢运行速度为7m/min,张力为25-30kn。
[0096]
(3)退火后,采用“空冷+雾冷+水冷”渐进式冷却,3-4min冷却到50-55℃。
[0097]
(4)酸洗时,关闭盐酸段刷洗机冷水,盐酸温度控制为60-75℃,混酸温度控制为45-50℃,烘干段温度控制为90-95℃;酸洗后活套套量控制为8-20%,各个通风口用塑料布
遮挡;卷取穿带时升起舌板,带钢慢慢咬入钳口,以5m/min点动卷取5圈后,以7m/min起步运行,升速方式可参照步骤(1),运行速度为7-10m/min,降速采取同样的方式。卷取张力为20-30kn。
[0098]
检测利用实施例3生产的铁铬铝合金热轧退火卷的垂直于轧制方向“u”型10-80℃冲击功,钢卷韧脆转变温度为25℃,卷取时带钢温度为30-34℃,能够使钢卷的连续生产顺利进行,不发生断带现象。
[0099]
对比例1:
[0100]
以牌号为0cr21al6的铁铬铝合金热轧钢卷为原料,其化学成分按质量百分比为:c:0.020%、si:0.16%、mn:0.10%、p:0.015%、s:0.001%、cr:19.8%、al:5.9%、nb:0.08%、ti:0.12%、n:0.004%,其余为fe及其它不可避免的杂质,该铁铬铝合金热轧钢卷的规格为:厚度3.0mm,宽度1220mm,重量15.3吨。
[0101]
对比例3的宽钢带铁铬铝合金热轧钢卷退火酸洗方法包括如下步骤:
[0102]
(1)铆接引带的0cr21al6热轧钢卷通过焊接连接生产,开卷起步速度为7m/min,运行8s;升至9m/min,运行3s;升至11m/min。运行速度控制为7-11m/min,降速采取同样的方式。开卷张力为45kn。
[0103]
(2)退火时,炉温控制为940-980℃,炉子段运行速度为7m/min,张力为30-35kn。
[0104]
(3)退火后,采用“空冷+水冷”方式冷却,3-4min冷却到45-50℃。
[0105]
(4)酸洗时,关闭盐酸段刷洗机冷水,盐酸温度控制为55-70℃,混酸温度控制为39-43℃,烘干段温度控制为85-90℃;酸洗出口发生断带事故。
[0106]
检测对比例1生产的铁铬铝合金热轧退火卷的垂直于轧制方向“u”型10-80℃冲击功,钢卷韧脆转变温度为50℃,生产时发生母材断带事故。
[0107]
图1显示了实施例3和对比例1生产的铁铬铝合金热轧退火卷的冲击功和钢卷韧脆转变温度。由看图1可以清楚的看出,3.0mm厚的0cr21al6宽钢带铁铬铝退火卷材韧脆转变温度降至30℃以下,室温冲击功为10j以上。而对比例1的普通材韧脆转变温度为50℃以上,室温下不能连续生产。
[0108]
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的替代、修饰、组合、改变、简化等,均应为等效的置换方式,都包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips