
 商标分类
商标分类  商标转让
商标转让 
一种经济型薄规格Q355B钢板及其制备方法与流程
 2021-01-30 02:01:13|
2021-01-30 02:01:13| 328|
328| 起点商标网
起点商标网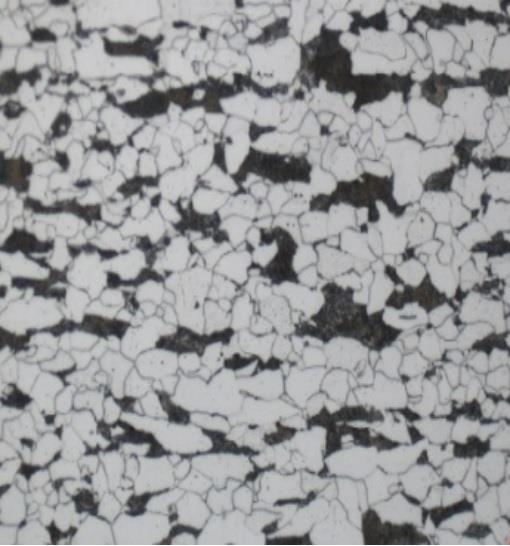
一种经济型薄规格q355b钢板及其制备方法
技术领域
[0001]
本发明属于结构钢冶金技术领域,特别涉及一种经济型薄规格q355b钢板及其制备方法。
背景技术:
[0002]
q355b目前广泛应用于矿山机械、桥梁等承载动荷的结构、机械零件。随着我国及世界各国基础设施建设的不断进行,q355b需求量日益增长,现已成为国内各大钢铁企业普遍批量生产的钢种之一。
[0003]
q355b的需求不断增多,以往类似规格的钢板往往采用c-mn为基础的成分体系,mn含量较高增加了生产成本,另外mn含量较高易产生mns等夹杂物,影响使用性能。
[0004]
目前国内类似性能要求的钢板的生产主要采用的是c-mn成分体系,即mn含量在 1.3%-1.6%,生产成本较高,且生产节奏较慢。
技术实现要素:
[0005]
解决的技术问题:本申请主要是提出一种经济型薄规格q355b钢板及其制备方法,解决现有技术中存在的轧制过程需进行待温控轧,轧制节奏也比较慢等技术问题。
[0006]
技术方案:
[0007]
一种经济型薄规格q355b钢板及其制备方法,所述经济型薄规格q355b钢板包含的组分及重量百分比为:c 0.16~0.19%,si≤0.24%,mn≤0.95%,al 0.020~0.045%,nb0.008~0.015%,cr≤0.10%,p≤0.025%,s≤0.008%,n≤0.080%,其余为铁及不可避免的杂质元素。
[0008]
作为本发明的一种优选技术方案:所述经济型薄规格q355b钢板的碳当量ceq [=c+mn/6+(cr+mo+v)/5+(cu+ni)/15]≤0.45%。
[0009]
作为本发明的一种优选技术方案:所述制备经济型薄规格q355b钢板工艺路线为:铁水 kr预脱硫、转炉冶炼、lf精炼、软搅拌、板坯连铸、板坯再加热、粗轧、精轧、钢板快速冷却、钢板热矫、上冷床冷却、剪切、入库。
[0010]
作为本发明的一种优选技术方案:所述铁水kr预脱硫处理后,铁水s含量≤0.010%;所述在lf精炼炉处理后,钢液s含量≤0.005%。
[0011]
作为本发明的一种优选技术方案:所述正板坯连铸阶段,进行无氧化保护浇注,中间包过热度控制在25
±
5℃,拉速1.15~1.2m/min。
[0012]
作为本发明的一种优选技术方案:所述板坯再加热阶段,温度控制在1180~1200℃,均热段温度控制在1140~1160℃,在炉时间不小于300min。
[0013]
作为本发明的一种优选技术方案:所述粗轧阶段,确保开轧温度低于950℃,不设终轧温度,采用连续轧制,提高轧制效率,另低温轧制,降低烧损,提高产品性能。
[0014]
作为本发明的一种优选技术方案:所述钢板快速冷却阶段,终冷温度620~680℃,冷却速率控制10
±
5℃/s;所述钢板快速冷却后,经热矫上冷床冷却到80℃以下。
[0015]
作为本发明的一种优选技术方案:所述经济型薄规格q355b钢板的制备方法适用厚度 5~30mm。
[0016]
作为本发明的一种优选技术方案:所述钢板的最终组织以铁素体+珠光体组织为主,晶粒度≥8级。
[0017]
有益效果:本申请所述经济型薄规格q355b钢板及其制备方法采用以上技术方案与现有技术相比,具有以下技术效果:
[0018]
1、没有添加其他贵重元素如v、ti、cu等;
[0019]
2、本发明采用了高加热温度、低均热温度的司炉工艺控制要点,高温加热时使合金元素充分固溶,低均热温度抑制奥氏体晶粒形核长大;
[0020]
3、nb溶质在该司炉工艺温度下的拖曳作用对晶粒有进一步的细化作用;
[0021]
4、本发明采用严格控制开轧温度的方式,开轧温度≤950℃,有效保证钢板晶粒细化;
[0022]
5、本发明不设终轧温度,采用连续轧制,提高轧制效率,另低温轧制,降低烧损,提高产品性能;
[0023]
6、本发明生产所述经济型薄规格q355b钢板的制备方法适用厚度5~30mm;
[0024]
7、该经济型薄规格q355b钢板的最终组织以铁素体+珠光体组织为主,晶粒度≥8级;
[0025]
8、本发明的一种经济型薄规格q355b钢板及其制备方法具备性能良好,轧制效率高、生产成本低、适用厚度厚等优点,具备极大的推广应用价值。
附图说明
[0026]
图1为本发明的一种经济型薄规格q355b钢板及其制备方法实施例1组织照片图。
[0027]
图2为本发明的一种经济型薄规格q355b钢板及其制备方法实施例2组织照片图。
[0028]
图3为本发明的一种经济型薄规格q355b钢板及其制备方法实施例3组织照片图。
具体实施方式
[0029]
为进一步说明各实施例,本发明专利提供有附图,这些附图为本发明专利揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理,配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明专利的优点,图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。下面结合说明书附图对本发明的具体实施方式作进一步详细的说明。
[0030]
实施例
[0031]
一种经济型薄规格q355b钢板,所述经济型薄规格q355b钢板包含的组分及重量百分比为:c 0.16~0.19%,si≤0.24%,mn≤0.95%,al 0.020~0.045%,nb 0.008~0.015%,cr≤ 0.10%,p≤0.025%,s≤0.008%,n≤0.080%,其余为铁及不可避免的杂质元素。
[0032]
所述经济型薄规格q355b钢板的碳当量ceq[=c+mn/6+(cr+mo+v)/5+(cu+ni)/15]≤ 0.45%。
[0033]
所述制备经济型薄规格q355b钢板工艺路线为:铁水kr预脱硫、转炉冶炼、lf精炼、
软搅拌、板坯连铸、板坯再加热、粗轧、精轧、钢板快速冷却、钢板热矫、上冷床冷却、剪切、入库。
[0034]
铁水kr预脱硫处理后,铁水s含量≤0.010%,在lf精炼炉处理后,钢液s含量≤ 0.005%。
[0035]
板坯连铸阶段,进行无氧化保护浇注,中间包过热度控制在25
±
5℃,拉速1.15~1.2m/min。
[0036]
板坯再加热阶段,温度控制在1180~1200℃,均热段温度控制在1140~1160℃,在炉时间不小于300min。
[0037]
轧制阶段,确保粗轧开轧温度低于950℃,不设终轧温度,采用连续轧制,提高轧制效率,另低温轧制,降低烧损,提高产品性能。
[0038]
钢板快速冷却阶段,终冷温度620~680℃,冷却速率控制10
±
5℃/s。
[0039]
钢板快速冷却后,经热矫上冷床冷却到80℃以下。
[0040]
经济型薄规格q355b钢板的制备方法适用厚度5~30mm。钢板的最终组织以铁素体+珠光体组织为主,晶粒度≥8级。
[0041]
该实施例冶炼炉次及母板轧制工艺过程控制参数如表1,冶炼炉次熔炼成分如表2,热轧母板的力学性能如表3。
[0042]
表1:实施例冶炼炉次及母板轧制工艺过程控制参数
[0043][0044]
表2:实施例冶炼炉次熔炼成分
[0045][0046]
表3:实施例热轧母板的力学性能:
[0047][0048]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips