
 商标分类
商标分类  商标转让
商标转让 
用于消除钴铬钨合金铸造缺陷的热等静压工艺和钴铬钨合金的制作方法
 2021-01-30 02:01:17|
2021-01-30 02:01:17| 315|
315| 起点商标网
起点商标网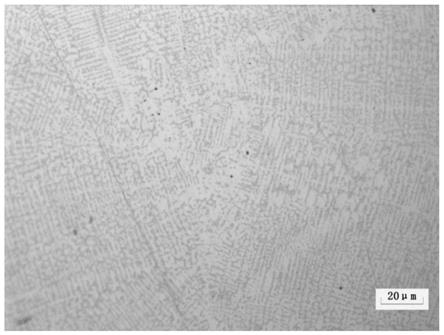
[0001]
本发明涉及钴铬钨合金领域,特别地,涉及一种用于消除钴铬钨合金铸造缺陷的热等静压工艺。此外,本发明还涉及一种包括上述用于消除钴铬钨合金铸造缺陷的热等静压工艺获得的钴铬钨合金。
背景技术:
[0002]
钴铬钨合金在高温下具有良好的耐磨损、耐腐蚀以及抗氧化性能,即使加热到700℃仍能保持较高的硬度。当采用连铸加工制备时,与某些高温合金通过惰性气体雾化成粉末,再烧结成形不同,连铸成型方法具有制备快速、批量生产、成本低等优点,并且,高温条件下具有良好的耐磨损、耐腐蚀以及抗氧化性能,因而,可以加工制成航空发动机零件。但是,因连铸成形后,钴铬钨合金内部易出现缩孔及裂纹缺陷,使得钴铬钨合金加工成航空发动机零件产品时,限制了作为某些特殊用途、特殊功能的零件使用。
技术实现要素:
[0003]
本发明提供了一种用于消除钴铬钨合金铸造缺陷的热等静压工艺和钴铬钨合金,以解决连铸成形后,钴铬钨合金内部易出现缩孔及裂纹缺陷的技术问题。
[0004]
本发明采用的技术方案如下:
[0005]
一种用于消除钴铬钨合金铸造缺陷的热等静压工艺,钴铬钨合金采用连铸成形,包括以下步骤:
[0006]
s1:将钴铬钨合金置于热等静压装置内;
[0007]
s2:对热等静压装置内部进行抽真空,并通入惰性气体,使得热等静压装置内部的压力达到100mpa~500mpa;
[0008]
s3:对热等静压装置内部升温,升温的温度为700℃~1200℃,再保温保压;
[0009]
s4:对热等静压装置内部降温,当热等静压装置内部温度降至300℃~400℃时,释放惰性气体,降低热等静压装置内部的压力至常压;
[0010]
s5:当热等静压装置内部温度到达150℃~200℃时,取出钴铬钨合金,空冷至室温。
[0011]
进一步地,步骤s3中升温采用在1h~4h内升温至700℃~1200℃。
[0012]
进一步地,步骤s3中升温采用在2h~3h内升温至1100℃~1200℃。
[0013]
进一步地,步骤s3中保温保压的时间为1h~6h,优选地,保温保压的时间为3h~4h。
[0014]
进一步地,钴铬钨合金采用钴铬钨合金棒材,钴铬钨合金棒材的直径为φ3.2mm,长度为300mm。
[0015]
进一步地,钴铬钨合金包括以重量百分比计的下列组分:c 1.2%~1.7%,si≤2.0,w 7.0%~9.5%,mo≤1.0%,mn≤1.0%,cr 26%~32%,fe≤3.0,ni≤3.0,其他≤0.5,余量为co。
[0016]
进一步地,步骤s2中热等静压装置压力为300mpa~450mpa。
[0017]
进一步地,惰性气体采用氩气或氦气。
[0018]
根据本发明的另一方面,还提供了一种钴铬钨合金,采用上述用于消除钴铬钨合金铸造缺陷的热等静压工艺加工获得。
[0019]
本发明具有以下有益效果:
[0020]
本发明的用于消除钴铬钨合金铸造缺陷的热等静压工艺,钴铬钨合金在连铸成形过程中,连铸坯在凝固过程中钴铬钨合金液补缩不良产生缩孔。并且,钴铬钨合金液的质量、连铸速度变化形成不均匀的凝固壳、凝固末期凝固通道的不均匀强冷等问题产生内部裂纹。通过将钴铬钨合金进行热等静压处理,使其在真空状态下,通入惰性气体升压至100mp~500mpa,温度为700℃~1200℃,进行保温保压处理,高温高压的同时作用下,材料受到各向均匀的静压力,降低界面能,合金内部的原子相互扩散进行冶金结合,使得铸造缩孔和裂纹缺陷闭合,并析出富cr和w的碳化物相,实现钴铬钨合金致密化、均匀化,综合性能更好。
[0021]
本发明的用于消除钴铬钨合金铸造缺陷的热等静压工艺,工艺简单、可操作,通过对连铸成形的成品钴铬钨合金进行后续处理,以降低裂纹缺陷和孔隙,并提高钴铬钨合金的强度。现有的热等静压工艺通常需要使用模具和包套,尤其是模具价格昂贵,本发明的用于消除钴铬钨合金铸造缺陷的热等静压工艺不需要采用模具和包套,大大节省加工成本,并适合批量生产。
[0022]
除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照附图,对本发明作进一步详细的说明。
附图说明
[0023]
构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
[0024]
图1是本发明优选实施例1的射线图;
[0025]
图2是本发明优选实施例1光学显微镜图;
[0026]
图3本发明优选实施例1扫描电镜图;
[0027]
图4本发明对比例1的射线图;
[0028]
图5本发明对比例1的光学显微镜图;
[0029]
图6本发明对比例1的扫描电镜图;
[0030]
图7本发明实施例4中的方案6的扫描电镜图;以及
[0031]
图8本发明实施例4中的方案5的扫描电镜图。
具体实施方式
[0032]
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
[0033]
图1是本发明优选实施例1的射线图;图2是本发明优选实施例1光学显微镜图;图3本发明优选实施例1扫描电镜图;图4本发明对比例1的射线图;图5本发明对比例1的光学显微镜图;图6本发明对比例1的扫描电镜图;图7本发明实施例4中的方案6的扫描电镜图;图8
本发明实施例4中的方案5的扫描电镜图。
[0034]
本实施例的用于消除钴铬钨合金铸造缺陷的热等静压工艺,钴铬钨合金采用连铸成形,包括以下步骤。
[0035]
s1:将钴铬钨合金置于热等静压装置内;
[0036]
s2:对热等静压装置内部进行抽真空,并通入惰性气体,使得热等静压装置内部的压力达到100mpa~500mpa;
[0037]
s3:对热等静压装置内部升温,升温的温度为700℃~1200℃,再保温保压;
[0038]
s4:对热等静压装置内部降温,当热等静压装置内部温度降至300℃~400℃时,释放惰性气体,降低热等静压装置内部的压力至常压;
[0039]
s5:当热等静压装置内部温度到达150℃~200℃时,取出钴铬钨合金,空冷至室温。
[0040]
本发明的用于消除钴铬钨合金铸造缺陷的热等静压工艺,钴铬钨合金在连铸成形过程中,连铸坯在凝固过程中钴铬钨合金液补缩不良产生缩孔。并且,钴铬钨合金液的质量、连铸速度变化形成不均匀的凝固壳、凝固末期凝固通道的不均匀强冷等问题产生内部裂纹。通过将钴铬钨合金进行热等静压处理,使其在真空状态下,通入惰性气体升压至100mp~500mpa,温度为700℃~1200℃,进行保温保压处理,高温高压的同时作用下,材料受到各向均匀的静压力,降低界面能,合金内部的原子相互扩散进行冶金结合,使得铸造缩孔和裂纹缺陷闭合,并析出富cr和w的碳化物相,实现钴铬钨合金致密化、均匀化,综合性能更好。
[0041]
本发明的用于消除钴铬钨合金铸造缺陷的热等静压工艺,工艺简单、可操作,通过对连铸成形的成品钴铬钨合金进行后续处理,以降低裂纹缺陷和孔隙,并提高钴铬钨合金的强度,钴铬钨合金可以保持放置之前的状态。现有的热等静压工艺通常需要使用模具和包套,尤其是模具价格昂贵,本发明的用于消除钴铬钨合金铸造缺陷的热等静压工艺不需要采用模具和包套,大大节省加工成本,并适合批量生产。
[0042]
连铸成形工艺使得钴铬钨合金内部易出现缩孔及裂纹缺陷,造成缩孔的原因是由于连铸坯在凝固过程中钴铬钨合金液补缩不良。此外,连铸坯在生产过程中因为钴铬钨合金液的质量和工艺问题会不可避免的产生内部裂纹,如因连铸速度变化产生不均匀的凝固壳、凝固末期凝固通道的不均匀强冷等都会造成内部裂纹。
[0043]
本实施例中,步骤s3中升温采用在1h~4h内升温至700℃~1200℃。经过高温、高压处理后,热等静压除消除铸造缺陷之外,使材料组织结构发生变化,析出了富cr碳化物相、富w碳化物相。热等静压使得铸态下的枝晶组织与碳化物特征都发生了一定程度的转变,析出的碳化物相有利于提高材料的耐磨性能。当温度降至300℃~400℃时,再释放气体,主要是为了防止热应力及生产成本控制。温度太高冷却速度会较快容易产生热应力、且容易造成高温氧化;温度太低则冷却时间过长不利于生产成本控制。优选地,步骤s3中升温采用在2h~3h内升温至1100℃~1200℃。
[0044]
本实施例中,步骤s3中保温保压的时间为1h~6h,优选地,保温保压的时间为3h~4h。在保温保压的作用下,合金内部的原子相互扩散,实现冶金结合,达到消除缩孔和裂纹的有益效果,且析出富cr碳化物相和富w碳化物相,硬度较高(hrc为51),有利于零件的耐磨。
[0045]
本实施例中,钴铬钨合金采用钴铬钨合金棒材。钴铬钨合金棒材的直径为φ3.2mm,长度为300mm。钴铬钨合金采用φ3.2mm的钴铬钨合金棒材,棒材的尺寸过厚或过大会影响热等静压效果。
[0046]
本实施例中,钴铬钨合金包括以重量百分比计的下列组分:c 1.2%~1.7%,si≤2.0,w 7.0%~9.5%,mo≤1.0%,mn≤1.0%,cr 26%~32%,fe≤3.0,ni≤3.0,其他≤0.5,余量为co。满足上述钴铬钨合金,经过热等静压工艺处理,消除钴铬钨合金连铸成形后内部出现的缩孔及裂纹缺陷,提高钴铬钨合金的组织致密性。
[0047]
本实施例中,步骤s2中热等静压装置压力为300mpa~450mpa。加热的同时进行加压处理,可以最大限度的减少孔隙和裂纹,提高致密度。
[0048]
本实施例中,惰性气体采用氩气或氦气。采用惰性气体保护以防止钴铬钨合金被氧化。
[0049]
根据本发明的另一方面,还提供了一种钴铬钨合金,采用上述用于消除钴铬钨合金铸造缺陷的热等静压工艺加工获得。本发明的钴铬钨合金,通过用于消除钴铬钨合金铸造缺陷的热等静压工艺加工获得,通过真空、高温和高压处理,消除钴铬钨合金连铸成形后内部出现的缩孔及裂纹缺陷,提高钴铬钨合金的组织致密性。进一步拓宽了钴铬钨合金的应用范围,扩宽了该种铸态钴铬钨合金的应用范围,可以加工成某些特殊用途、特殊功能的航空发动机零件。
[0050]
实施例
[0051]
实施例1
[0052]
s1:将钴铬钨合金棒材置于热等静压装置内,钴铬钨合金包括以重量百分比计的下列组分:c 1.5%,si≤2.0,w 8%,mo≤1.0%,mn≤1.0%,cr 31%,fe≤3.0,ni≤3.0,其他≤0.5,余量为co;
[0053]
s2:对热等静压装置内部进行抽真空,并通入氩气,使得热等静压装置内部的压力达到250mpa;
[0054]
s3:对热等静压装置内部升温,在3h内升温至1150℃,再保温保压3.5h;
[0055]
s4:对热等静压装置内部降温,当热等静压装置内部温度降至350℃时,释放氩气,降低热等静压装置内部的压力至常压;
[0056]
s5:当热等静压装置内部温度到达160℃时,取出钴铬钨合金棒材,空冷至室温。
[0057]
实施例2
[0058]
s1:将钴铬钨合金棒材置于热等静压装置内,钴铬钨合金包括以重量百分比计的下列组分::c 1.6%,si≤2.0,w 8%,mo≤1.0%,mn≤1.0%,cr 29%,fe≤3.0,ni≤3.0,其他≤0.5,余量为co;
[0059]
s2:对热等静压装置内部进行抽真空,并通入氩气,使得热等静压装置内部的压力达到350mpa;
[0060]
s3:对热等静压装置内部升温,在2.5h内升温至1200℃,再保温保压3h;
[0061]
s4:对热等静压装置内部降温,当热等静压装置内部温度降至320℃时,释放氩气,降低热等静压装置内部的压力至常压;
[0062]
s5:当热等静压装置内部温度到达180℃时,取出钴铬钨合金棒材,空冷至室温。
[0063]
实施例3
[0064]
s1:将钴铬钨合金棒材置于热等静压装置内,钴铬钨合金包括以重量百分比计的下列组分::c 1.4%,si≤2.0,w 9%,mo≤1.0%,mn≤1.0%,cr 27%,fe≤3.0,ni≤3.0,其他≤0.5,余量为co;
[0065]
s2:对热等静压装置内部进行抽真空,并通入氩气,使得热等静压装置内部的压力达到450mpa;
[0066]
s3:对热等静压装置内部升温,在3.5h内升温至1100℃,再保温保压4.5h;
[0067]
s4:对热等静压装置内部降温,当热等静压装置内部温度降至380℃时,释放氩气,降低热等静压装置内部的压力至常压;
[0068]
s5:当热等静压装置内部温度到达170℃时,取出钴铬钨合金棒材,空冷至室温。
[0069]
对比例1
[0070]
未经热等静压处理的钴铬钨合金棒材。
[0071]
通过x射线检测、光学显微镜检测和电镜检测,实施例1、2和3内的孔隙和裂纹缺陷已经消失。以实施例1和对比例1为例,检测结果如图1、图2和图3所示,经过热等静压处理后的钴铬钨合金棒材,x射线检测图、光学显微镜图和显微组织电镜图均表明孔隙和裂纹缺陷已经消失。如图4、图5和图6所示,未经热等静压处理的钴铬钨合金棒材,即原钴铬钨合金棒材,存在很多的孔隙和裂纹,以说明等静压处理可以明显降低钴铬钨合金的裂纹缺陷和孔隙。
[0072]
另外,以实施例1和对比例1为例,如图3可知,实施例1的钴铬钨合金棒材经过热等静压除消除铸造缺陷之外,也使其材料组织结构发生变化,参照图3的扫描电镜下观察析出相的分布形态,包含白色颗粒与灰色颗粒,颗粒很细小,分布较为均匀,其中灰色相是富cr碳化物相,白色相是富w碳化物相,并进一步进行能谱分析,能谱分析结果如表1所示。,如图6可知,未经热等静压处理的钴铬钨合金棒材电镜观察析出相存在大量不规则形状的块状相,如a相、b相,并进一步进行能谱分析,能谱分析成分与钴铬钨合金棒材成分基本一致。
[0073]
表1能谱分析结果
[0074][0075]
实施例4
[0076]
不同温度和保压时间的热等静压试验:
[0077]
方案1、热等静压装置内部的压力达到155mpa,热等静压装置内部升温,在3.5h内分别升温至1100℃,再保温保压4h;其他步骤与实施例1相同。
[0078]
方案2、升温至1125℃,其他步骤与方案1相同。
[0079]
方案3、升温至1150℃,其他步骤与方案1相同。
[0080]
方案4、升温至1195℃,其他步骤与方案1相同。
[0081]
方案5、升温至1050℃,其他步骤与方案1相同。
[0082]
方案6、升温至1100℃,再保温保压2h,其他步骤与方案1相同。
[0083]
对实施例4的不同温度和保压时间的热等静压试验进行硬度测定和电镜检测。
[0084]
表2不同温度和保压时间的热等静压试验结果
[0085][0086][0087]
由表2所示,热等静压试验结果,通过不同温度和保压时间的热等静压试验,当温度达到1100℃以上,压力为155mpa,保压时间达到4h,在保温保压的作用下,合金内部的原子相互扩散,实现冶金结合,达到消除缩孔和裂纹的有益效果;且在该参数下硬度较高达到51(hrc),有利于零件的耐磨。参照图7,方案6保压时间太短(1100℃、155mpa、2h),或者参照图8,方案5温度太低(1050℃、155mpa、4h),原子扩散不够充分和到位,铸造缺陷都难以消除。
[0088]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 热等静压

 热门咨询
热门咨询




tips