
 商标分类
商标分类  商标转让
商标转让 
原位激光冲击强化复合增材制造系统及方法、打印件与流程
 2021-01-30 02:01:06|
2021-01-30 02:01:06| 290|
290| 起点商标网
起点商标网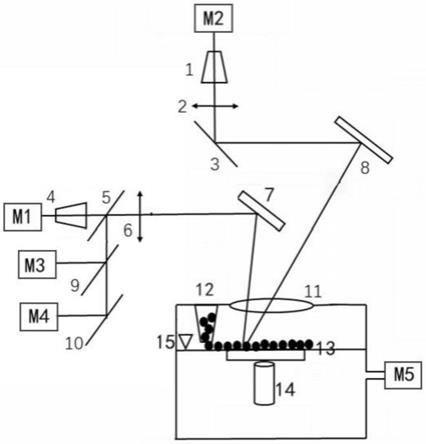
[0001]
本发明属于增材制造技术领域,具体涉及一种原位激光冲击强化复合增材制造系统及方法、打印件。
背景技术:
[0002]
增材制造技术,又称为3d打印技术,对于高熔点、传统难加工材料及复杂形状零部件的加工具有十分明显的优势。目前打印技术普遍存在的问题是打印的快速熔化和快速凝固过程中温度梯度及热应力较大,导致了打印件中存在裂纹等微观缺陷,容易翘曲变形及开裂,对于硬脆性材料如钨及其合金尤为严重;另一方面打印件近表面区域普遍存在残余拉应力。
[0003]
激光冲击强化可以细化材料的晶粒组织,使近表面区域的残余拉应力转变为残余压应力,提高材料的疲劳性能、耐腐蚀以及耐磨损性能,广泛应用于航空航天等高端零件的表面处理。若激光冲击强化只作用于增材制造样件的表面,其对于打印件内部的作用效果有限。复合增材制造技术又称为三维激光冲击强化技术,其通过对每层或者每隔几层增材制造的打印件进行激光冲击强化,区别于只有表面冲击强化的效果,能显著减少打印件中的微裂纹,细化晶粒组织,提高打印件的力学性能。n.kalentics的发明专利涉及一种增材制造过程中进行激光冲击强化的方法与装置,但是由于该装置需要将打印底板在增材和冲击系统中来回移动,降低了打印的效率与精度(us patent20170087670)。
技术实现要素:
[0004]
有鉴于此,本发明的目的之一在于提供一种原位激光冲击强化复合增材制造系统,该系统可在一个系统中实现增材制造及冲击强化过程。
[0005]
为实现上述目的,本发明的技术方案为:一种原位激光冲击强化复合增材制造系统,包括:增材制造模块、原位激光冲击强化模块、成形腔;其中,
[0006]
所述成形腔包括腔体,在所述腔体上方开设的窗口11,设置在腔体内部的送粉装置12、底板13、升降装置14、刮刀15;所述送粉装置12将材料送到底板13平面上,升降装置14固定设置在底板下部,用于控制底板13的高度,所述刮刀设置在所述送粉装置12下面,能够横向移动使所述底板13表面的材料铺散均匀;
[0007]
所述原位激光冲击强化模块包括脉冲激光器m2、第一扩束镜1、第一动态聚焦镜2、反射镜3、第一振镜8,所述脉冲激光器的脉冲能量分别经第一扩束镜1、第一动态聚焦镜2到达反射镜3,再被反射至第一振镜8,所述第一振镜8调整角度将脉冲能量通过窗口11并对整个底板13范围进行扫描;
[0008]
所述增材制造模块包括连续激光器m1、第二扩束镜4、第一二向色镜5、第二动态聚焦镜6、第二振镜7,所述连续激光器发出的能量源分别经第一二向色镜5、第二动态聚焦镜6到达第二振镜7,所述第二振镜7调整角度将能量源通过窗口11并对整个底板13范围进行扫描。
[0009]
优选地,所述第一动态聚焦镜2与所述反射镜3间呈45
°±3°
角;
[0010]
所述第二扩束镜4与所述第一二向色镜5间呈45
°±3°
角。
[0011]
进一步地,还包括用于监测熔池温度与形貌与所述底板(13)上铺粉状态的监测模块;所述监测模块包括监测设备、第二二向色镜9、第二反射镜10、对腔体进行照明的光源m3,熔池表面的温度与形貌与铺粉状态由所述腔体内能量源和脉冲能量输出至第二振镜7,通过所述第二振镜7输出至第一二向色镜5再透过所述第二二向色镜9到达第二反射镜10,通过第二反射镜10反射至所述监测设备m4。
[0012]
进一步地,所述脉冲激光器发出的脉冲能量小于1j,光斑直径小于100μm,脉冲频率大于100hz,脉冲宽度为纳秒量级或皮秒或飞秒量级。
[0013]
进一步地,所述增材制造模块使用激光、电子束、电弧、等离子体、超音速中的一种能量源进行增材制造,所述激光包括高频率的脉冲激光。
[0014]
进一步地,还包括气氛控制模块m5,所述气氛控制模块用于在样件打印过程中向所述腔体内释放保护气体和/或反应气体。
[0015]
有鉴于此,本发明的目的之二在于提供一种非移动底板的原位激光冲击强化的复合增材制造方法,该方法能解决目前增材制造打印件中存在微裂纹、打印件近表面区域存在残余拉应力的问题。
[0016]
为实现上述目的,本发明的技术方案为:
[0017]
一种非移动底板的原位激光冲击强化的复合增材制造方法,包括以下步骤:
[0018]
s1:将待打印零件的三维模型切片,获取打印路径;
[0019]
s2:利用激光选区熔化方法在上述系统中逐层打印成形样件;
[0020]
s3:在逐层成形样件的过程中,根据打印材料的热物理性能及实验结果,选择一定层数的打印件,设置所述系统的脉冲激光器的频率、功率、脉宽参数对打印件进行原位激光冲击强化;
[0021]
s4:重复步骤s2增材制造和步骤s3激光冲击强化过程,获得抗疲劳、耐腐蚀及耐磨损的高性能样件;
[0022]
优选地,在步骤s2-s4的过程中,实时监测熔池的温度和形貌与铺粉状态。
[0023]
进一步地,增材制造方式还包括连续激光和脉冲激光同时作用成形材料。
[0024]
进一步地,所述原位激光冲击强化的位置为打印件的整个打印面或是监测到的打印件表面裂纹、突起部位。
[0025]
与此同时,本发明的目的还在于提供使用上述方法得到的打印件。
[0026]
有益效果
[0027]
本发明提供一种原位激光冲击强化复合增材制造系统及方法、打印件,在该原位激光冲击强化增材制造系统中进行增材制造过程中,不需要移动底板,即可完成增材制造以及对打印件进行激光冲击强化,提高了加工效率及精度,有利于满足3d打印行业的需求,同时该方法通过对打印件进行原位激光冲击强化,能显著减少打印件中的裂纹,细化晶粒组织,并使近表面区域的残余拉应力转变为残余压应力,最终提高打印件的疲劳性能、耐腐蚀以及耐摩损性能;此外,本发明中的系统增材制造光路与激光冲击强化光路不同,两个光路之间不会相互影响,可直接调节激光冲击强化光路的振镜,对打印件不同的地方进行冲击强化,保持增材制造光路的独立性,因此该系统尤其适用于光内送丝以及大型增材制造
的设备上。
附图说明
[0028]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍。显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
[0029]
图1为本发明一种原位激光冲击强化复合增材制造系统的结构示意图;
[0030]
图2为本发明一种非移动底板的原位激光冲击强化的复合增材制造方法流程示意图;
[0031]
图3为使用本发明中非移动底板的原位激光冲击强化的复合增材制造方法得到的钨的形貌图;
[0032]
图4为使用常规增材制造方法得到的钨的形貌图。
具体实施方式
[0033]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0034]
所举实施例是为了更好地对本发明进行说明,但并不是本发明的内容仅局限于所举实施例。所以熟悉本领域的技术人员根据上述发明内容对实施方案进行非本质的改进和调整,仍属于本发明的保护范围。
[0035]
实施例1
[0036]
参考图1,为本实施例中一种原位激光冲击强化复合增材制造系统的结构示意图。具体地,一种原位激光冲击强化复合增材制造系统,包括:增材制造模块、原位激光冲击强化模块、成形腔;其中,
[0037]
增材制造及冲击强化的过程在成形腔内完成,成形腔包括腔体,在腔体上方开设的窗口11,设置在腔体内部的送粉装置12、底板13、升降装置14、刮刀15;
[0038]
本实施例中,通过送粉装置12将材料送到底板13平面上,刮刀15设置在送粉装置12下面,能够横向移动使底板13表面的材料铺散均匀,同时升降装置14固定设置在底板下部,可以上下移动控制底板13的高度;本实施例中送粉装置12在实际使用过程中,可以采用送粉、铺粉、送丝以及喷涂等方式进行增材制造;
[0039]
原位激光冲击强化模块包括脉冲激光器m2、第一扩束镜1、第一动态聚焦镜2、反射镜3、第一振镜8,脉冲激光器的脉冲能量分别经第一扩束镜1、第一动态聚焦镜2到达反射镜3,再被反射至第一振镜8,第一振镜8调整角度将脉冲能量通过窗口11输出至底板13;
[0040]
本实施例中,脉冲激光器m2发出的激光脉冲能量小于1j,光斑直径小于100μm,脉冲频率大于100hz,脉冲宽度为纳秒量级或皮秒或飞秒量级;
[0041]
在一具体实施例中,第一动态聚焦镜2与所述反射镜3间呈45
°±3°
角,在使用本系统进行冲击强化的过程中,第一振镜8可以被调整角度使脉冲能量落在需要进行冲击强化
的位置,由于脉冲能量需从窗口11落入底板13上,因此,第一振镜8运动的最大范围位置为使脉冲能量能通过窗口11落入底板13以内并可以对整个底板13范围进行扫描;
[0042]
增材制造模块包括连续激光器m1、第二扩束镜4、第一二向色镜5、第二动态聚焦镜6、第二振镜7,连续激光器发出的能量源分别经第一二向色镜5、第二动态聚焦镜6到达第二振镜7,第二振镜7调整角度将能量源通过窗口11输出至底板13;
[0043]
本实施例中,还可以在增材制造模块使用激光、电子束、电弧、等离子体、超音速中的一种能量源进行增材制造,激光可以为高频率的脉冲激光;
[0044]
同样地,在一具体实施例中,第二扩束镜4与第一二向色镜5间呈45
°±3°
角,第二振镜7可以被调整角度使能量源通过窗口11落在底板13上进行增材制造,第二振镜7运动的最大范围位置为使能量源能通过窗口11落入底板13以内并可以对整个底板13范围进行扫描;
[0045]
本实施例中的系统还包括用于监测熔池与底板13上铺粉状态的监测模块;监测模块包括监测设备m4、第二二向色镜9、第二反射镜10、对腔体进行照明的光源m3,在增材制造或冲击强化的过程中,熔池的温度与形貌与铺粉状态通过腔体内能量源和脉冲能量输出至第二振镜7,再由第二振镜7输出至第一二向色镜5再透过第二二向色镜9到达第二反射镜10,通过第二反射镜10反射至监测设备m4;
[0046]
本实施例中的监测设备m4包括红外热像仪和高速相机,此外,在使用系统过程中,还可以增设与高速相机连接的数据采集与分析系统,对打印件进行数据分析;
[0047]
再进一步地,本实施例中的系统还包括气氛控制模块m5,气氛控制模块m5用于向腔体内释放打印样件过程需要的保护气体和/或反应气体,保护气体为惰性气体。
[0048]
本实施例中提出的系统,不需要移动底板即完成增材制造与强化冲击,也不需要在成形腔中增加吸收层和约束层。
[0049]
实施例2
[0050]
基于实施例1中的原位激光冲击强化复合增材制造系统,本实施例中提出一种非移动底板的原位激光冲击强化的复合增材制造方法,参考图2的流程图,该方法包括以下步骤:
[0051]
s1:将待打印零件的三维模型切片,获取打印路径;
[0052]
s2:利用激光选区熔化方法根据打印路径在原位激光冲击强化复合增材制造系统中逐层打印成形样件;
[0053]
本实施例中的增材制造方式包括送粉、铺粉、送丝以及喷涂等方式;
[0054]
s3:在逐层成形样件的过程中,根据打印材料的热物理性能及实验结果,选择一定层数的打印件,设置系统的脉冲激光器的频率、功率、脉宽参数对打印件进行原位激光冲击强化;
[0055]
具体地,本方法中设置实施例1中的脉冲激光器的激光脉冲能量小于1j,光斑直径小于100μm,脉冲频率大于100hz,脉冲宽度为纳秒量级或皮秒或飞秒量级;
[0056]
优选地,本实施例中还通过原位激光冲击强化复合增材制造系统中的监测模块实时监测在打印样件过程中熔池的温度和形貌与铺粉状态,增材制造方式还包括连续激光和脉冲激光同时作用成形材料,在进行冲击强化的时候,可以对打印件的整个打印面进行冲击强化,或选择打印件表面裂纹、突起部位进行冲击强化;
[0057]
s4:重复步骤s2增材制造和步骤s3激光冲击强化过程,获得样件。
[0058]
本实施例中,通过重复进行增材制造和激光冲击强化,最终得到抗疲劳、耐腐蚀及耐磨损的高性能样件。
[0059]
此外,本实施例中还提供一具体实施例,通过本实施例中的方法打印长方体状的钨:首先获取钨的长方体模型并切片,路径为1800来回扫描;然后根据步骤s2选择连续激光波长1080nm,光斑直径100μm左右,功率200-300w,扫描速率为200-700mm/s打印成形钨;接着根据步骤s3中脉冲激光的脉宽为5-25ns,波长为532nm,频率为1000-6000,单脉冲能量为毫瓦量级,进行冲击强化;最后得到如图3所示的钨样件的形貌图,图4为常规增材制造过程中打印的钨样件的形貌对比图,可见本发明中的方法可以显著减少钨打印件中的裂纹,提高打印件的抗疲劳、耐腐蚀及耐磨损性。
[0060]
上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 增材制造

 热门咨询
热门咨询




tips