
 商标分类
商标分类  商标转让
商标转让 
一种基于冷轧的支承辊流程热处理工艺以及步骤的制作方法
 2021-01-30 01:01:34|
2021-01-30 01:01:34| 269|
269| 起点商标网
起点商标网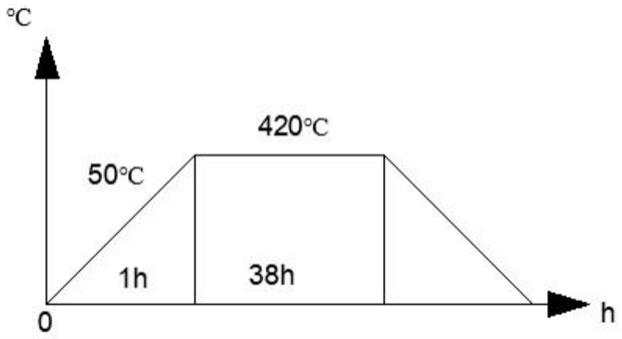
[0001]
本发明涉及零部件的表面热处理工艺技术,具体是指一种基于冷轧的支承辊流程热处理工艺以及步骤。
背景技术:
[0002]
大型锻钢支承辊是现代轧钢设备的核心功能部件,主要承受工作辊或中间辊的轧制负荷,而大型锻钢支承辊的预备热处理是整个支承辊生产过程中的关键工序,既要满足辊颈硬度技术要求,又要保证辊颈有足够的综合力学性能,满足支承辊使用工况的要求。
技术实现要素:
[0003]
本发明要解决的技术问题是,针对以上问题提供一种基于冷轧的支承辊流程热处理工艺以及步骤。
[0004]
为解决上述技术问题,本发明提供的技术方案为:一种基于冷轧的支承辊流程热处理工艺以及步骤,其特征在于:其中的支承辊根据直径的粗细将支承辊分为若干区域,且支承辊通过以下流程生产:
[0005]
1)、对支承辊进行超声波探伤和磁粉探伤,且根出具的探伤结果单进行分类,同时根据图纸设计要求表面硬度、计算料选择;
[0006]
2)、清理干净支承辊的外表面油污和锈斑,如果有凹处缺陷,需要补平,同时检验硬度以及消除应力;
[0007]
3)、保证支承辊的轴颈处调质硬度,确保零件的整体不变形,消除支承辊的辊身应力,且炉内温度不低于420℃-527℃;
[0008]
4)、所使用的引弧板需要提前一天准备完毕,且须完全预热;
[0009]
5)、支承辊在焊接的时候,需要不断检验温度,使得温度始终保持在260℃,且断弧时,要在低点区做记号,同时在补焊平后须打磨;
[0010]
6)、在堆焊一层完毕后,进入热处理炉,保温350℃,直到需要焊时出炉;
[0011]
7)、堆焊到达一定厚度的时候,需再次进入热处理炉保温,且随炉降温,待冷却后,检验支承辊的硬度;
[0012]
8)、再次进行回火;
[0013]
9)、等支承辊冷却后,再次进行超声波探伤和磁粉探伤检验硬度,检验合格后,运输至机械加工中心。
[0014]
本发明与现有技术相比的优点在于:本发明的支承辊热处理流程工艺最后得到的支承辊硬度均匀性较好,与其他淬火方式的支承辊表面硬度均匀性相比,具有明显的优势,能够保证使用硬度及组织性能情况下,更好的去除淬火产生的内应力,提高支承辊使用过程中的抗事故能力。
附图说明
[0015]
图1是随炉降温与出炉时间的折线示意图。
[0016]
图2是焊接时引弧板预热时间与温度的折线示意图。
[0017]
图3是回火硬化的温度和出炉时间的折线示意图。
具体实施方式
[0018]
下面结合附图对本发明做进一步的详细说明。
[0019]
本发明在具体实施时,一种基于冷轧的支承辊流程热处理工艺以及步骤,其特征在于:其中的支承辊根据直径的粗细将支承辊分为若干区域,且支承辊通过以下流程生产:
[0020]
1)、对支承辊进行超声波探伤和磁粉探伤,且根出具的探伤结果单进行分类,同时根据图纸设计要求表面硬度、计算料选择;
[0021]
2)、清理干净支承辊的外表面油污和锈斑,如果有凹处缺陷,需要补平,同时检验硬度以及消除应力;
[0022]
3)、保证支承辊的轴颈处调质硬度,确保零件的整体不变形,消除支承辊的辊身应力,且炉内温度不低于420℃-527℃;
[0023]
4)、所使用的引弧板需要提前一天准备完毕,且须完全预热;
[0024]
5)、支承辊在焊接的时候,需要不断检验温度,使得温度始终保持在260℃,且断弧时,要在低点区做记号,同时在补焊平后须打磨;
[0025]
6)、在堆焊一层完毕后,进入热处理炉,保温350℃,直到需要焊时出炉;
[0026]
7)、堆焊到达一定厚度的时候,需再次进入热处理炉保温,且随炉降温,待冷却后,检验支承辊的硬度;
[0027]
8)、再次进行回火;
[0028]
9)、等支承辊冷却后,再次进行超声波探伤和磁粉探伤检验硬度,检验合格后,运输至机械加工中心。
[0029]
本发明的工作原理:本发明的支承辊热处理流程工艺通过多次回火和保温,最后得到的支承辊硬度均匀性较好,且针对支承辊上直径的粗细不同区域可以满足辊颈硬度技术要求,又保证辊颈有足够的综合力学性能。
[0030]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具本的限定。
[0031]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0032]
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特
征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度小于第二特征。
[0033]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”,“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0034]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在不脱离本发明的原理和宗旨的情况下在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips