
 商标分类
商标分类  商标转让
商标转让 
一种用于盾构机滚刀刀圈的激光熔覆装置及方法与流程
 2021-01-30 01:01:12|
2021-01-30 01:01:12| 302|
302| 起点商标网
起点商标网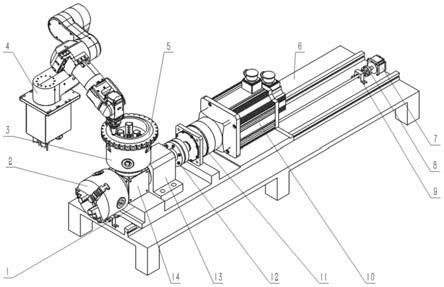
[0001]
本发明涉及一种激光熔覆装置及方法,尤其适用于盾构机加工使用的一种用于盾构机滚刀刀圈的激光熔覆装置及方法。
背景技术:
[0002]
盾构机是一种隧道掘进的专用工程机械,广泛用于地铁、铁路、公路、市政、水电等隧道工程,而盾构机滚刀作为隧道挖掘过程中的主要切削部件,在工作过程中需要与岩石进行挤压摩擦,因此在使用过程中存在易磨损,消耗量大的问题。在现有的加工及强化工艺下很难大幅提升滚刀的耐磨性能,且目前因滚刀熔覆工艺不成熟等原因尚未普及激光熔覆的强化方法。对滚刀刀圈进行激光熔覆,使其表面形成耐磨、耐蚀层,不仅能够挽回巨大的经济和时间损失,还可以提高零件使用寿命,降低生产成本,是提高盾构机滚刀刀圈性能比较理想的强化方法,这就需要找到一种高效、稳定的盾构机滚刀刀圈的激光熔覆装置及激光熔覆方法。
[0003]
在现有的对滚刀刀圈进行激光熔覆的技术中,滚刀刀圈是静止的,只有六轴机器人自己运动,在进行端面熔覆时,需要先找到滚刀刀圈的圆心,然后根据圆心对六轴机器人进行编程,刀盘的圆心不容易确定或者圆心确定不精确对熔覆质量影响很大,确定圆心后的操作工作量也很大。在进行周面槽熔覆时,只能熔覆完一道槽后手动旋转到下一道槽,不能实现自动化,熔覆效率低。
技术实现要素:
[0004]
针对上述技术的不足之处,提供一种结构简单,安装操作方便,解决了现有技术中对滚刀刀圈进行自动化激光熔覆时操作繁琐问题,确定圆心精确度高,操作便捷,熔覆质量好,自动化程度高,且生产效率高的用于盾构机滚刀刀圈的激光熔覆装置及方法
[0005]
为实现上述技术目的,本发明的用于盾构机滚刀刀圈的激光熔覆装置,与六轴机器人匹配设置,包括驱动系统和熔覆平台,驱动系统设置在熔覆平台上,
[0006]
熔覆平台包括运动平台和基座,基座上设有两条并行设置的滑轨,两条并行设置的滑轨中间设有螺杆驱动装置,运动平台地段与两条滑轨匹配,并与螺杆驱动装置连接受其驱动在两条滑轨上滑行;所述螺杆驱动装置包括设置在两条滑轨中间并与两条滑轨平行设置的的螺杆,螺杆的两端分别设有轴承座ii和轴承座iii,螺杆的两端年分别通过轴承座ii和轴承座iii与运动平台固定,每个滑轨上设有两个滑块,滑块通过螺栓与运动平台连接,螺杆与运动平台通过设置在运动平台底部的丝杠螺母连接,螺杆的一端通过联轴器ii连接有步进电机,步进电机通过联轴器ii将动力输送到螺杆,并通过螺杆带动运动平台在滑轨上移动;
[0007]
驱动系统包括设置在运动平台上的交流伺服电机、行星减速器、联轴器i、轴承座i和换向器,其中交流伺服电机通过输出轴与行星减速器连接,行星减速器连接通过联轴器i和轴承座i与换向器连接,换向器的前方设有三爪卡盘i,换向器的上方设有三爪卡盘ii,三
爪卡盘i和三爪卡盘ii的前端用以设有盾构机滚刀刀圈。
[0008]
轴承座i与换向器之间通过主轴传动连接,行星减速器输出轴通过联轴器i连接主轴,主轴通过键传递动力至换向器,主轴和换向器输出轴分别连接三爪卡盘i和三爪卡盘ii,并驱动三爪卡盘i和三爪卡盘ii进行按照要求旋转。
[0009]
三爪卡盘i和三爪卡盘ii为手动卡盘或者动力卡盘。
[0010]
一种盾构机滚刀刀圈的激光熔覆装置的激光熔覆方法,其步骤如下:
[0011]
步骤一:将待加工的盾构机滚刀刀圈外表面用砂纸打磨,清洗,吹干,若需熔覆盾构机滚刀刀圈的端面,则将盾构机滚刀刀圈水平夹持在三爪卡盘ii上,若需熔覆盾构机滚刀刀圈的周面槽,则将盾构机滚刀刀圈竖直夹持在三爪卡盘i上,控制步进电机带动螺杆转动,使运动平台到达六轴机器人工作范围内,将熔覆粉末进行高温干燥烘干处理,冷却后放入送粉器中待用;
[0012]
步骤二:对待加工的盾构机滚刀刀圈进行端面位置的熔覆,首先六轴机器人利用激光熔覆头移动至盾构机滚刀刀圈的端面的外边缘,然后通过交流伺服电机驱动三爪卡盘ii以设定速度旋转进行送粉熔覆,三爪卡盘ii与激光熔覆头匹配的速度进行旋转移动,直到盾构机滚刀刀圈的端面熔覆完成;
[0013]
步骤三:对待加工的盾构机滚刀刀圈的周面槽进行熔覆,六轴机器人利用激光熔覆头移动至周面槽边缘,六轴机器人的激光熔覆头沿周面槽的方向水平移动,每当一道槽熔覆完成,在交流伺服电机驱动下,三爪卡盘i带着盾构机滚刀刀圈转动到下一道槽的角度,直到盾构机滚刀刀圈的周面槽所有槽熔覆完成;
[0014]
步骤四:当盾构机滚刀刀圈熔覆完成后,步进电机驱动螺杆转动,从而拖动运动平台沿轨道向远离六轴机器人方向移动,取下盾构机滚刀刀圈。
[0015]
所述步骤一中所述熔覆粉末为铁基复合粉末,粒度100-120目,所述高温干燥脱水处理方法为恒温烘干箱110-120℃恒温,保温1小时。
[0016]
步骤二中的三爪卡盘ii与激光熔覆头匹配的速度为每当三爪卡盘ii带着盾构机滚刀刀圈以0.16rad/s的速度旋转一周,六轴机器人的激光熔覆头沿盾构机滚刀刀圈由外圈向内圈直线移动1.5mm。
[0017]
所述步骤二、步骤三中六轴机器人使用的的激光熔覆工艺参数为:激光功率1400w,扫描速度15mm/s,送粉速率15g/min,保护气体为氮气,搭接率为50%。
[0018]
熔覆周面槽时三爪卡盘ii每次转动角度为12
°
。
[0019]
有益效果:
[0020]
本发明使滚刀刀圈和六轴机器人协同运动,在对盾构机滚刀刀圈进行端面熔覆时,滚刀刀圈在三爪卡盘夹持下转动,六轴机器人仅做从刀圈外圈向内圈的进给运动,因此只需要六轴机器人从外圈直线运动到内圈即可,无需要精准确定圆心位置,也不需要对六轴轴机器人进行复杂的操作和编程控制;在进行周面槽熔覆时,六轴机器人从槽的一端向另一端做进给运动,当一道槽熔覆完成,滚刀刀圈在交流伺服电机的控制下转动到下一道槽,可以实现自动化熔覆,其设计结构简单,成本低,熔覆效率高,安装操作简便。
[0021]
有效解决了现有技术中对滚刀刀圈进行激光熔覆时繁琐的编程设计,确定圆心精确度差带来误差,以及自动化程度低的问题。
附图说明
[0022]
图1是本发明的用于盾构机滚刀刀圈的激光熔覆装置的结构示意图;
[0023]
图2是用于盾构机滚刀刀圈的激光熔覆装置驱动系统的爆炸图示意图;
[0024]
图3是熔覆平台的等轴测图;
[0025]
图4是滚刀刀圈的等轴侧图;
[0026]
图中:1-运动平台,101-螺杆,102-丝杠螺母,103-滑块,104-滑轨,105-轴承座iii,106-轴承座ii,2-三爪卡盘i,3-三爪卡盘ii,4-六轴机器人,5-盾构机滚刀刀圈,501-周面槽,502-端面,6-基座,7-步进电机,8-联轴器ii,9-螺钉,10-交流伺服电机,11-驱行星减速器,12-联轴器i,13-轴承座i,14-换向器,15-主轴。
具体实施方式:
[0027]
下面结合附图对本发明的实施例做进一步说明:
[0028]
如图1所示,本发明的用于盾构机滚刀刀圈的激光熔覆装置,与六轴机器人4匹配设置,包括驱动系统和熔覆平台,驱动系统设置在熔覆平台上,
[0029]
如图3所示,熔覆平台包括运动平台1和基座6,基座6上设有两条并行设置的滑轨104,两条并行设置的滑轨104中间设有螺杆驱动装置,运动平台1地段与两条滑轨104匹配,并与螺杆驱动装置连接受其驱动在两条滑轨104上滑行;所述螺杆驱动装置包括设置在两条滑轨104中间并与两条滑轨104平行设置的的螺杆101,螺杆101的两端分别设有轴承座ii106和轴承座iii105,,螺杆101的两端年分别通过轴承座ii106和轴承座iii105与运动平台1固定,轴承座ii106和轴承座iii105通过螺钉9固定,每个滑轨104上设有两个滑块103,滑块103通过螺栓与运动平台1连接,螺杆101与运动平台1通过设置在运动平台1底部的丝杠螺母102连接,螺杆101的一端通过联轴器ii8连接有步进电机7,步进电机7通过联轴器ii8将动力输送到螺杆101,并通过螺杆101带动运动平台1在滑轨104上移动;
[0030]
如图2所示,驱动系统包括设置在运动平台1上的交流伺服电机10、行星减速器11、联轴器i12、轴承座i13和换向器14,其中交流伺服电机10通过输出轴与行星减速器11连接,行星减速器11连接通过联轴器i 12和轴承座i13与换向器14连接,轴承座i13与换向器14之间通过主轴15传动连接,行星减速器11输出轴通过联轴器i12连接主轴15,主轴15通过键传递动力至换向器14,换向器14的前方设有三爪卡盘i2,换向器14的上方设有三爪卡盘ii3,三爪卡盘i2和三爪卡盘ii3的前端用以设有盾构机滚刀刀圈5。主轴15和换向器14输出轴分别连接三爪卡盘i2和三爪卡盘ii3,并驱动三爪卡盘i2和三爪卡盘ii3进行按照要求旋转。三爪卡盘i2和三爪卡盘ii3为手动卡盘或者动力卡盘。
[0031]
一种盾构机滚刀刀圈的激光熔覆装置的激光熔覆方法,其步骤如下:
[0032]
步骤一:将待加工的盾构机滚刀刀圈5外表面用砂纸打磨,清洗,吹干,若需熔覆盾构机滚刀刀圈5的端面502,则将盾构机滚刀刀圈5水平夹持在三爪卡盘ii3上,如图4所示,若需熔覆盾构机滚刀刀圈5的周面槽501,则将盾构机滚刀刀圈5竖直夹持在三爪卡盘i1上,控制步进电机7带动螺杆101转动,使运动平台1到达六轴机器人工作范围内,将熔覆粉末进行高温干燥烘干处理,冷却后放入送粉器中待用;熔覆粉末为铁基复合粉末,粒度100-120目,所述高温干燥脱水处理方法为恒温烘干箱110-120℃恒温,保温1小时;
[0033]
步骤二:对待加工的盾构机滚刀刀圈5进行端面502位置的熔覆,首先六轴机器人4
利用激光熔覆头移动至盾构机滚刀刀圈5的端面502的外边缘,然后通过交流伺服电机10驱动三爪卡盘ii3以设定速度旋转进行送粉熔覆,三爪卡盘ii3与激光熔覆头匹配的速度进行旋转移动,直到盾构机滚刀刀圈5的端面502熔覆完成;具体的三爪卡盘ii3与激光熔覆头匹配的速度为每当三爪卡盘ii3带着盾构机滚刀刀圈5以0.16rad/s的速度旋转一周,六轴机器人4的激光熔覆头沿盾构机滚刀刀圈5由外圈向内圈直线移动1.5mm;
[0034]
步骤三:对待加工的盾构机滚刀刀圈5的周面槽501进行熔覆,六轴机器人4利用激光熔覆头移动至周面槽501边缘,六轴机器人4的激光熔覆头沿周面槽501的方向水平移动,每当一道槽熔覆完成,在交流伺服电机10驱动下,三爪卡盘i1带着盾构机滚刀刀圈5转动到下一道槽的角度,转动角度为12
°
,直到盾构机滚刀刀圈5的周面槽501所有槽熔覆完成;六轴机器人4使用的的激光熔覆工艺参数为:激光功率1400w,扫描速度15mm/s,送粉速率15g/min,保护气体为氮气,搭接率为50%;
[0035]
步骤四:当盾构机滚刀刀圈5熔覆完成后,步进电机7驱动螺杆101转动,从而拖动运动平台1沿轨道104向远离六轴机器人方向移动,取下盾构机滚刀刀圈5。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips