
 商标分类
商标分类  商标转让
商标转让 
一种圆锥面斜沟槽磁力研磨机及方法与流程
 2021-01-30 00:01:01|
2021-01-30 00:01:01| 287|
287| 起点商标网
起点商标网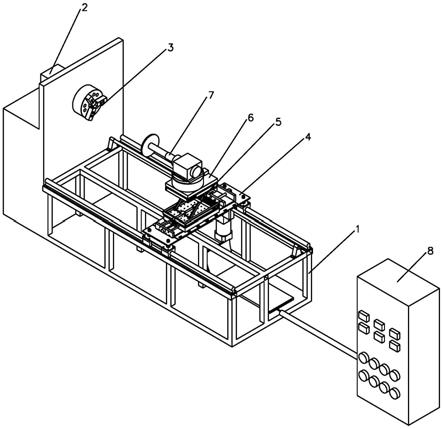
[0001]
本发明涉及圆锥面工件磁力研磨技术领域,具体涉及一种圆锥面斜沟槽磁力研磨机及方法。
背景技术:
[0002]
随着机械制造业的高速发展与不断进步,圆锥面零件得以越来越广泛地应用,尤其对于管道系统中的阀门部件,多利用锥面在轴向力作用下的密封比压相对较高的特点来提高密封性。但当两相互配合的圆锥面零件表面质量较差,会造成管道中的介质外漏,不仅会造成物料损失,污染环境,严重时还会造成事故;对于易燃易爆、有毒或有放射性的介质,更是不允许的。
[0003]
在传统的表面研磨中,通常使用车刀对表面进行加工,但由于加工面很小,使车刀难以有效的对其进行加工,传统加工工艺难以保证零件表面质量达到精加工要求,在其弯曲内表面处会产生褶皱、凹坑以及微裂纹扩展,导致机械工作不稳定,功率下降。
技术实现要素:
[0004]
为了解决上述技术问题,本发明提供了一种圆锥面斜沟槽磁力研磨机及方法,能够有效加工圆锥面斜沟槽等特定表面,提高加工效率,改善研磨抛光质量。
[0005]
为实现上述目的,本发明采用以下技术方案实现:
[0006]
一种圆锥面斜沟槽磁力研磨机,包括机床底座、机床主轴箱及三抓卡盘、刀架移动装置、升降装置、旋转装置、抛光装置与plc控制系统;所述刀架移动装置固接在机床底座上,升降装置固接在刀架移动装置的移动平台上,刀架移动装置带动升降装置横向和纵向直线移动,旋转装置固接在升降装置上,升降装置带动旋转装置升降,抛光装置固接在旋转装置上,旋转装置带动抛光装置旋转,待加工工件装夹在三抓卡盘上;plc控制系统与机床主轴电机、刀架移动装置、升降装置、旋转装置、抛光装置电性相连。
[0007]
所述刀架移动装置包括纵向直线电机、纵向导轨、横向直线电机、横向导轨、纵向移动平台、横向移动平台与脉冲编码器;纵向直线电机固接在机床底座上,纵向直线电机带动纵向移动平台沿纵向导轨往复移动;横向直线电机固接在纵向移动平台,横向直线电机带动横向移动平台沿横向导轨往复移动;脉冲编码器安装在横向移动平台上。
[0008]
所述升降装置包括升降电机、升降台底座、升降台支架、升降台与丝杆;升降台底座固接在刀架移动装置上,升降台支架与升降电机固接在升降台底座上,升降电机通过丝杆与升降台支架相连,升降台与升降台支架相连,升降电机带动升降台升降。
[0009]
所述旋转装置包括旋转底座、旋转伺服电机、蜗轮、蜗杆与分度盘;旋转底座固接在升降装置上,旋转伺服电机固接在旋转底座上,旋转伺服电机与蜗杆相连,蜗轮与蜗杆适配,蜗轮与分度盘相连,旋转伺服电机带动分度盘旋转。
[0010]
所述抛光装置包括磁极、磁极伺服电机、刀杆与刀夹,刀夹固接在磁极伺服电机上,刀夹夹住刀杆,磁极固接在刀杆上,磁极伺服电机固接在旋转装置上。
[0011]
所述plc控制系统包括plc控制器,plc控制器通过纵向电机驱动器与纵向直线电机电性相连,plc控制器通过横向电机驱动器与横向直线电机电性相连,plc控制器通过升降电机驱动器与升降电机电性相连,plc控制器通过旋转伺服电机驱动器与旋转伺服电机电性相连,plc控制器通过磁极伺服电机驱动器与磁极伺服电机电性相连,plc控制器与机床主轴箱三抓夹盘电机电性相连。
[0012]
一种圆锥面斜沟槽磁力研磨方法,具体包括如下步骤:
[0013]
a装夹:将锥体工件夹持在三抓卡盘上,plc控制器通过控制升降电机,调节升降台高度;plc控制器通过控制旋转伺服电机,调节分度盘角度;plc控制器通过控制纵向直线电机与横向直线电机,控制进给磁极;plc控制器通过控制机床主轴电机,进而控制三抓夹盘转速,调节锥体工件的旋转速度;使磁极对准锥体斜沟槽,调整磁极和锥体斜沟面间的间隙;
[0014]
b参数设定:设置锥体工件的旋转速度为800~1000r/min;设置磁极的旋转速度为600-800r/min;
[0015]
c精磨:调整加工表面和磁极之间的最小间隙为13mm,将平均粒径为250μm的烧结磁性磨料与油基研磨液以体积比为1:2比例混合后,均匀填充在加工沟槽内,开启机床主轴电机与磁极伺服电机,加工时间为20min;
[0016]
d超精研磨:更换平均粒径为100μm的烧结磁性磨料与油基研磨液以体积比为1:2比例混合后,均匀填充在加工沟槽内,开启机床主轴电机与磁极伺服电机,加工时间为30min。
[0017]
与现有的技术相比,本发明的有益效果是:
[0018]
1、本发明包括机床底座、机床主轴箱及三抓卡盘、刀架移动装置、升降装置、旋转装置、抛光装置与plc控制系统;通过刀架移动装置带动刀具纵向和横向直线移动,利用升降装置进行上下移动,并通过旋转装置分度盘对刀具进行角度调节,利用磁极伺服电机带动刀具旋转,通过三爪卡盘装夹工件,并利用机床主轴箱电机使三爪卡盘旋转,通过刀具和工件的相对运动形成摩擦力,同时磁极利用磁力带动磨粒对表面进行抛光。
[0019]
2、本发明通过plc控制机床主轴箱三抓卡盘、刀架移动装置、升降装置、旋转装置、抛光装置,通过plc控制器控制刀具的位置,控制刀具和机床主轴的转速,提高了研磨加工效率,改善了圆锥面斜沟槽的研磨抛光质量。
[0020]
3、本发明结构简单,操作方便,能够有效地实现圆锥面斜沟槽的研磨抛光。
附图说明
[0021]
图1为本发明立体结构示意图;
[0022]
图2为本发明结构示意主视图;
[0023]
图3为本发明刀架移动装置立体结构示意图;
[0024]
图4为本发明升降装置立体结构示意图;
[0025]
图5为本发明旋转装置与抛光装置立体结构示意图;
[0026]
图6为锥体工件立体结构示意图;
[0027]
图7为本发明加工状态示意图;
[0028]
图8为本发明电气原理图。
[0029]
图中:1-机床底座 2-机床主轴箱 3-三抓卡盘 4-刀架移动装置 5-升降装置 6-旋转装置 7-抛光装置 8-plc控制系统 9-锥体工件 41-纵向直线电机 42-纵向导轨 43-横向直线电机 44-横向导轨 45-纵向移动平台 46-横向移动平台 47-脉冲编码器 51-升降电机 52-升降台底座 53-升降台支架 54-升降台 55-丝杆 61-旋转底座 62-旋转伺服电机 63-蜗杆 64-分度盘 71-磁极 72-磁极伺服电机 73-刀杆 74-刀夹
具体实施方式
[0030]
实施例:
[0031]
下面结合附图对本发明的具体实施方式进一步说明:
[0032]
如图1、图2所示,一种圆锥面斜沟槽磁力研磨机,包括机床底座1、机床主轴箱2及三抓卡盘3、刀架移动装置4、升降装置5、旋转装置6、抛光装置7与plc控制系统8。机床底座1、机床主轴箱2及三抓卡盘3为现有产品,三抓卡盘3与机床主轴箱2主轴相连,机床主轴电机带动主轴旋转,进而带动三抓夹盘3旋转。
[0033]
刀架移动装置4固接在机床底座1上,升降装置5固接在刀架移动装置4的移动平台上,刀架移动装置4带动升降装置5横向和纵向直线移动,旋转装置6固接在升降装置5上,升降装置5带动旋转装置6升降,抛光装置7固接在旋转装置6上,旋转装置6带动抛光装置7旋转,待加工锥体工件9装夹在三抓卡盘3上,锥体工件9形状如图6所示。plc控制系统8与机床主轴箱2电机、刀架移动装置4、升降装置5、旋转装置6、抛光装置7电性相连。
[0034]
如图3所示,刀架移动装置4包括纵向直线电机41、纵向导轨42、横向直线电机43、横向导轨44、纵向移动平台45、横向移动平台46与脉冲编码器47。纵向直线电机41固接在机床底座1上,纵向直线电机41与丝杆相连,丝杆与丝母适配,丝母固接在纵向移动平台45上,纵向移动平台45设有与纵向导轨42适配的滑槽,纵向移动平台45安装在纵向导轨42上,纵向直线电机41带动纵向移动平台45沿纵向导轨42往复直线移动。
[0035]
横向直线电机43固接在纵向移动平台45,横向直线电机43与丝杆相连,丝杆与丝母适配,丝母固接在横向移动平台46上,横向移动平台46设有与横向导轨44适配的滑槽,横向移动平台46安装在横向导轨44上,横向直线电机43带动横向移动平台46沿横向导轨44往复直线移动。脉冲编码器47安装在横向移动平台46上。
[0036]
如图4所示,升降装置5包括升降电机51、升降台底座52、升降台支架53、升降台54与丝杆55。升降台底座51固接在横向移动平台46上,升降台支架53与升降电机51固接在升降台底座51上,升降电机51与丝杆55相连,丝杆55与升降台支架53相连,升降台54与升降台支架53相连,升降电机51通过丝杆55带动升降台4升降。
[0037]
如图5所示,旋转装置6包括旋转底座61、旋转伺服电机62、蜗轮、蜗杆63与分度盘64。旋转底座61固接在升降台4上,旋转伺服电机62固接在旋转底座61上,旋转伺服电机62与蜗杆63相连,蜗轮与蜗杆63适配,蜗轮与分度盘64相连,旋转伺服电机62通过蜗轮蜗杆63带动分度盘64旋转。
[0038]
如图5所示,抛光装置7包括磁极71、磁极伺服电机72、刀杆73与刀夹74,刀夹74固接在磁极伺服电机72上,刀夹74夹住刀杆73,磁极71固接在刀杆73上,磁极伺服电机72固接在分度盘64上。磁极伺服电机72带动磁极71旋转。
[0039]
如图8所示,plc控制系统包括plc控制器,plc控制器通过纵向电机驱动器与纵向
直线电机电性相连,plc控制器通过横向电机驱动器与横向直线电机电性相连,plc控制器通过升降电机驱动器与升降电机电性相连,plc控制器通过旋转伺服电机驱动器与旋转伺服电机电性相连,plc控制器通过磁极伺服电机驱动器与磁极伺服电机电性相连,plc控制器与机床主轴电机电性相连。plc控制器与脉冲编码器电性相连。
[0040]
如图1-8所示,一种圆锥面斜沟槽磁力研磨方法,具体包括如下步骤:
[0041]
a装夹:将锥体工件9夹持在三抓卡盘3上,plc控制器通过控制升降电机51,调节升降台54高度,进而调节刀具的高度;plc控制器通过控制旋转伺服电机62,调节分度盘64角度;plc控制器通过控制纵向直线电机41与横向直线电机43,控制刀具的横向移动与;plc控制器通过控制机床主轴电机,进而控制三抓夹盘3转速,调节锥体工件9的旋转速度;使磁极71对准锥体斜沟槽,调整磁极71和锥体斜沟面间的间隙;使其刀具与锥体工件9形成如图7所示的位置。
[0042]
b参数设定:设置锥体工件9的旋转速度为800~1000r/min;设置磁极71的旋转速度为600-800r/min;
[0043]
c精磨:调整加工表面和磁极71之间的最小间隙为13mm,将平均粒径为250的烧结磁性磨料与油基研磨液以体积比为1:2比例混合后,均匀填充在加工沟槽内,开启机床主轴电机与磁极伺服电机72,加工时间为20min;
[0044]
d超精研磨:更换平均粒径为100的烧结磁性磨料与油基研磨液以体积比为1:2比例混合后,均匀填充在加工沟槽内,开启机床主轴电机与磁极伺服电机72,加工时间为30min。
[0045]
本发明包括机床底座1、机床主轴箱2及三抓卡盘3、刀架移动装置4、升降装置5、旋转装置6、抛光装置7与plc控制系统8;通过刀架移动装置4带动刀具纵向和横向直线移动,利用升降装置5进行上下移动,并通过旋转装置6分度盘64对刀具进行角度调节,利用磁极伺服电机72带动刀具旋转,通过三爪卡盘3装夹锥体工件9,并利用机床主轴电机使三爪卡盘3旋转,通过刀具和锥体工件9的相对运动形成摩擦力,同时磁极利用磁力带动磨粒对表面进行抛光。
[0046]
本发明通过plc控制机床主轴箱三抓卡盘3、刀架移动装置4、升降装置5、旋转装置6、抛光装置7,通过plc控制器控制刀具的位置,控制刀具和机床主轴的转速,提高了研磨加工效率,改善了圆锥面斜沟槽的研磨抛光质量。
[0047]
本发明结构简单,操作方便,能够有效地实现圆锥面斜沟槽的研磨抛光。
[0048]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips