
 商标分类
商标分类  商标转让
商标转让 
立式内孔与外圆珩磨集成机床的制作方法
 2021-01-30 00:01:26|
2021-01-30 00:01:26| 302|
302| 起点商标网
起点商标网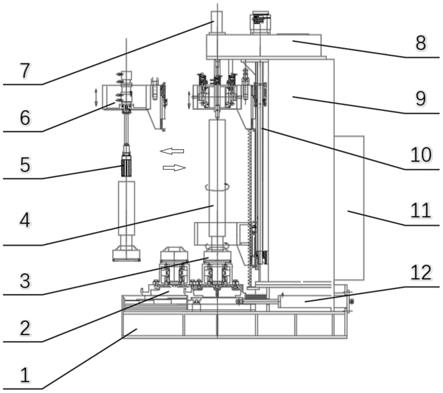
[0001]
本发明涉及精密珩磨加工设备,具体是立式内孔与外圆珩磨集成机床。
背景技术:
[0002]
随着精密珩磨加工设备高精度市场的发展与应用逐渐趋于完善,内孔珩磨加工应用技术在精密零件加工制造领域已经得到充分认可,但是立式外圆珩磨加工始终是珩磨加工制造技术的瓶颈,为进一步提高外圆珩磨加工设备的高质量高精度市场的需求和认可,需要提高珩磨加工设备的加工精度和效率。
[0003]
对于零件进行珩磨加工的设备有立式、卧式珩磨机床和数控珩磨机床,立式、卧式珩磨机床只能对零件的内孔或外圆进行单一的珩磨加工,存在零件表面不均匀受力,及研磨加工工艺低效率的问题,而数控珩磨机床设备成本高。
技术实现要素:
[0004]
本发明的目的在于提供立式内孔与外圆珩磨集成机床,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:立式内孔与外圆珩磨集成机床,包括机床主机、珩磨头组件、底座和工作台,所述工作台上设有用于装夹工件的夹具,所述机床主机带动夹具旋转,所述珩磨头组件包括内孔珩磨头结构和外圆珩磨头结构;所述底座上设有立柱,所述立柱靠近工作台的一侧设有往复驱动机构,所述内孔珩磨头结构或外圆珩磨头结构安装在往复驱动机构上;所述往复驱动机构带动内孔珩磨头结构或外圆珩磨头结构运动,实现对工件的加工。
[0006]
作为本发明进一步的方案:所述往复驱动机构包括往复驱动件、丝杆及与丝杆螺纹配合的滑块,所述丝杆轴承安装在立柱上,所述丝杆的顶端连接往复驱动件,所述滑块用于安装内孔珩磨头结构或外圆珩磨头结构。
[0007]
作为本发明再进一步的方案:所述往复驱动件通过支撑件安装在所述立柱的顶部。
[0008]
作为本发明再进一步的方案:所述支撑件上安装有机床主轴定心装置,所述机床主轴定心装置限位约束夹具固定的工件。
[0009]
作为本发明再进一步的方案:还包括工作台移动驱动机构,所述工作台移动驱动机构带动工作台在底座上表面的相互垂直的两个方向运动。
[0010]
作为本发明再进一步的方案:所述底座上表面的安装有为工作台移动导向的导轨组件。
[0011]
作为本发明再进一步的方案:所述内孔珩磨头结构包括双进给珩磨头、进给部件及连接件,所述进给部件通过连接件安装在往复驱动机构上,所述进给部件控制双进给珩磨头的扩缩。
[0012]
作为本发明再进一步的方案:所述外圆珩磨头结构包括外圆珩磨头、进给部件及
连接件,所述进给部件通过连接件安装在往复驱动机构上,所述进给部件控制外圆珩磨头的扩缩。
[0013]
作为本发明再进一步的方案:所述外圆珩磨头包括珩磨油石座、珩涨块及珩磨头基体,若干所述珩涨块分别作为粗珩涨块和精珩涨块错位安装在珩磨头基体的外圆周上均匀开设的槽内,所述槽内对应安装珩磨油石座,所述进给部件带动粗珩涨块或精珩涨块贴合相对应的珩磨油石座并推动珩磨油石座扩缩。
[0014]
作为本发明再进一步的方案:还包括电控系统,所述电控系统控制各部件工作。
[0015]
与现有技术相比,本发明的有益效果是:所述立式内孔与外圆珩磨集成机床集成了零件的内孔和外圆珩磨功能,保证了多种加工工艺和高加工精度的同时整体结构相对简单,设备组装成本低。
附图说明
[0016]
图1为本发明实施例中立式内孔与外圆珩磨集成机床的结构示意图。
[0017]
图2为本发明实施例中外圆珩磨头结构的结构示意图。
[0018]
图3为本发明实施例中外圆珩磨头结构的装配示意图。
[0019]
图4为本发明实施例中内孔珩磨头结构的结构示意图。
[0020]
附图中:1-底座、2-工作台、3-夹具、4-工件、5-双进给珩磨头、6-双进给珩磨头进给机构、7-机床主轴定心装置、8-上支撑座、9-立柱、10-往复驱动机构、11-电控系统、12-工作台移动驱动机构、13-外圆珩磨头、14-珩磨油石座、15-珩磨头基体、16-滑块、17-丝杆。
具体实施方式
[0021]
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本实施例公开的一些方面相一致的装置和方法的例子。
[0022]
请参阅图1,本发明实施例中,立式内孔与外圆珩磨集成机床,包括机床主机、珩磨头组件、底座1和工作台2,所述工作台上设有用于装夹工件4的夹具3,所述机床主机带动夹具3旋转,所述珩磨头组件包括内孔珩磨头结构和外圆珩磨头结构;所述底座上设有立柱9,所述立柱9靠近工作台2的一侧设有往复驱动机构10,所述内孔珩磨头结构或外圆珩磨头结构安装在往复驱动机构上;所述往复驱动机构带动内孔珩磨头结构或外圆珩磨头结构运动,实现对工件4的加工。
[0023]
具体的,所述立式内孔与外圆珩磨集成机床具有两种加工模式,当加工工件的内孔时,将工件4装夹于夹具3上,夹具3通过卡盘与减速器的输出轴连接,减速器的输入轴与机床主机的输出端连接,机床主机通过减速器的无级调速旋转实现卡盘回转,从而带动工件进行绕夹具轴线旋转;将内孔珩磨头结构安装固定于往复驱动机构10上,由往复驱动机构10驱动内孔珩磨头结构进行上下往复运动,从而带动内孔珩磨头结构设有的双进给珩磨头5实现上下往复运动,当双进给珩磨头5伸入到工件内孔后,内孔珩磨头结构控制双进给珩磨头5向外涨开并紧贴工件内孔,在工件回转与双进给珩磨头5往复运动的情况下完成工件内孔的加工。
[0024]
当加工工件的外圆时,更换双进给珩磨头进给机构6,装夹外圆珩磨头结构,将工件装夹于夹具3上,夹具3通过卡盘与减速器的输出轴连接,减速器的输入轴与机床主机的输出端连接,机床主机通过减速器的无级调速旋转实现卡盘回转,从而带动工件进行绕夹具轴线旋转,将外圆珩磨头结构固定于往复驱动机构10上,由往复驱动机构10驱动外圆珩磨头结构进行上下往复运动,当工件进入到进给外圆珩磨头结构的内孔后,外圆珩磨头结构推动其设有的外圆珩磨头向内收缩并紧贴工件外圆表面,在工件回转与外圆珩磨头结构往复运动的情况下完成工件外圆周面的加工。
[0025]
综上所述,所述立式内孔与外圆珩磨集成机床集成了零件的内孔和外圆珩磨功能,保证了多种加工工艺和高加工精度的同时整体结构相对简单,设备组装成本低。
[0026]
请参阅图3,本发明的另一个实施例中,所述往复驱动机构包括往复驱动件、丝杆17及与丝杆17螺纹配合的滑块16,所述丝杆轴承安装在立柱上,所述丝杆的顶端连接往复驱动件,所述滑块用于安装内孔珩磨头结构或外圆珩磨头结构。
[0027]
具体的,所述往复驱动件通过支撑件安装在所述立柱的顶部,所述支撑件上安装有机床主轴定心装置7,所述机床主轴定心装置7限位约束夹具固定的工件。所述往复驱动件采用伺服电机,所述伺服电机带动丝杆旋转,进而驱动滑块上下往复运动;所述支撑件包括上支撑座8,所述上支撑座8通过螺栓安装在所述立柱9的顶部,所述机床主轴定心装置7包括油缸、定心轴和顶尖,定心轴通过油缸安装在上支撑座8上,所述顶尖同心安装在所述定心轴靠近工作台的一端,所述油缸带动所述顶尖运动,用于抵接工件远离夹具一端的中心孔,以约束所述工件。
[0028]
加工工件的内孔时,将工件装夹在夹具上,再将内孔珩磨头结构安装固定于滑块上;之后,机床主机和伺服电机通电工作,机床主机带动工件回转,伺服电机带动丝杆旋转,进而驱动滑块上下往复运动,滑块上下往复运动带动安装在其上的内孔珩磨头结构往复运动,在工件回转与双进给珩磨头5往复运动的情况下完成工件内孔的加工。加工工件的外圆时,将工件装夹在夹具上,并通过机床主轴定心装置限位约束夹具固定的工件,再将外圆珩磨头结构安装固定于滑块上;之后,机床主机和伺服电机通电工作,机床主机带动工件回转,伺服电机带动丝杆旋转,进而驱动滑块上下往复运动,滑块上下往复运动带动安装在其上的外圆珩磨头结构往复运动,在工件回转与外圆珩磨头结构的外圆珩磨头往复运动的情况下完成工件外圆的加工。
[0029]
请参阅图1,本发明实施例中,还包括工作台移动驱动机构12,所述工作台移动驱动机构12带动工作台在底座上表面的相互垂直的两个方向运动。
[0030]
所述底座上表面的安装有为工作台移动导向的导轨组件。所述导轨组件包括安装在底座上表面的x轴导轨和通过x轴导轨块安装在x轴导轨上的y轴导轨,所述工作台通过y轴导轨块安装在y轴导轨,所述工作台移动驱动机构12包括x轴驱动电机和y轴驱动电机,x轴驱动电机和y轴驱动电机分别带动x轴导轨块和y轴导轨块运动,继而带动工作台在相互垂直的x轴和y轴方向运动,实现工件的加工。
[0031]
请参阅图4,本发明的另一个实施例中,所述内孔珩磨头结构包括双进给珩磨头5、进给部件及连接件,所述进给部件通过连接件安装在往复驱动机构上,所述进给部件控制双进给珩磨头的扩缩。
[0032]
所述进给部件及连接件组成双进给珩磨头进给机构6,双进给珩磨头进给机构6控
制双进给珩磨头5扩缩,所述进给部件包括液压缸和活塞杆,所述连接件包括支撑架,所述液压缸安装在所述支撑架上,所述双进给珩磨头5通过珩磨头主体安装在支撑架上,所述液压缸通过活塞杆驱动双进给珩磨头5扩缩。
[0033]
请参阅图2,本发明的另一个实施例中,所述外圆珩磨头结构包括外圆珩磨头13、进给部件及连接件,所述进给部件通过连接件安装在往复驱动机构上,所述进给部件控制外圆珩磨头13的扩缩。
[0034]
所述外圆珩磨头13包括珩磨油石座14、珩涨块及珩磨头基体15,若干所述珩涨块分别作为粗珩涨块和精珩涨块错位安装在珩磨头基体15的外圆周上均匀开设的槽内,所述槽内对应安装珩磨油石座,所述进给部件带动粗珩涨块或精珩涨块贴合相对应的珩磨油石座并推动珩磨油石座扩缩。所述进给部件包括液压缸和活塞杆,所述连接件包括支撑架,所述液压缸安装在所述支撑架上,所述珩磨头基体15安装在支撑架上,所述支撑架与滑块16连接,所述液压缸通过活塞杆驱动粗珩涨块或精珩涨块运动,所述粗珩涨块或精珩涨块运动与对应安装的珩磨油石座贴合并推动其向中心扩缩,所述珩磨油石座靠近中心的一面安装有油石,扩缩后的珩磨油石座上的油石与工件外圆紧密贴合,实现对工件外圆的加工。
[0035]
请参阅图1,本发明实施例中,还包括电控系统11,所述电控系统11控制各部件工作。
[0036]
所述电控系统11控制机床主机、伺服电机、x轴驱动电机和y轴驱动电机及各液压缸工作。
[0037]
本发明的工作原理:所述立式内孔与外圆珩磨集成机床具有两种加工模式,当加工工件的内孔时,将工件4装夹于夹具3上,夹具3通过卡盘与减速器的输出轴连接,减速器的输入轴与机床主机的输出端连接,机床主机通过减速器的无级调速旋转实现卡盘回转,从而带动工件进行绕夹具轴线旋转;将内孔珩磨头结构安装固定于往复驱动机构10上,由往复驱动机构10驱动内孔珩磨头结构进行上下往复运动,从而带动内孔珩磨头结构设有的双进给珩磨头5实现上下往复运动,当双进给珩磨头5伸入到工件内孔后,内孔珩磨头结构控制双进给珩磨头5向外涨开并紧贴工件内孔,在工件回转与双进给珩磨头5往复运动的情况下完成工件内孔的加工。当加工工件的外圆时,更换双进给珩磨头进给机构6,装夹外圆珩磨头结构,将工件装夹于夹具3上,夹具3通过卡盘与减速器的输出轴连接,减速器的输入轴与机床主机的输出端连接,机床主机通过减速器的无级调速旋转实现卡盘回转,从而带动工件进行绕夹具轴线旋转,将外圆珩磨头结构固定于往复驱动机构10上,由往复驱动机构10驱动外圆珩磨头结构进行上下往复运动,当工件进入到进给外圆珩磨头结构的内孔后,外圆珩磨头结构推动其设有的外圆珩磨头向内收缩并紧贴工件外圆表面,在工件回转与外圆珩磨头结构往复运动的情况下完成工件外圆周面的加工。
[0038]
需要说明的是,本发明所采用的电控系统11、机床主机、伺服电机、x轴驱动电机和y轴驱动电机及液压缸均为现有技术的应用,本专业技术人员能够根据相关的描述实现所要达到的功能,或通过相似的技术实现所需完成的技术特性,在这里就不再详细描述。
[0039]
本领域技术人员在考虑说明书及实施例处的公开后,将容易想到本公开的其它实施方案。本申请旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由权利要求指
出。
[0040]
应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips