
 商标分类
商标分类  商标转让
商标转让 
一种基于PLC定位控制的磨削机的制作方法
 2021-01-29 23:01:16|
2021-01-29 23:01:16| 232|
232| 起点商标网
起点商标网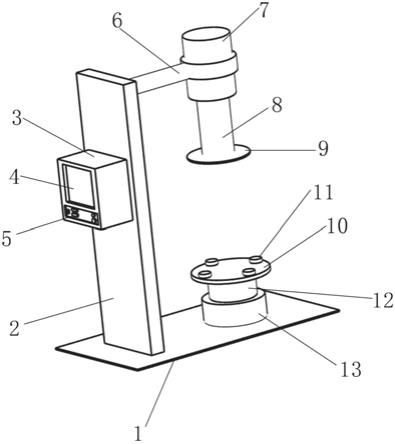
一种基于plc定位控制的磨削机
技术领域
[0001]
本实用新型属于机械加工设备技术领域,尤其涉及一种基于plc定位控制的磨削机。
背景技术:
[0002]
目前,最接近的现有技术为:磨削加工,在机械加工隶属于精加工,加工量少、精度高,在机械制造行业中应用比较广泛。长期以来对铸件的打磨一直采用传统的工人手工打磨和单一的专机磨削,对人体伤害大,对环境的污染严重,而且专机效率低,磨削精度差。并且传统的磨削机的设计完全依靠个人经验设计,无法对结构进行优化处理,通过采用过度的大重量和厚结构来实现设备的安全与可靠性,导致设备的安全系数过大,且设备的设计周期过长,不合理的结构需要报废重新设计,造成材料的浪费,增加了制造成本。
[0003]
综上所述,现有技术存在的问题是:
[0004]
(1)传统的人工打磨和单一的专机磨削,效率低,精度差。
[0005]
(2)传统的磨削机设计不合理,制造成本高,缺少通用性。
技术实现要素:
[0006]
针对现有技术存在的问题,本实用新型提供了一种基于plc定位控制的磨削机。
[0007]
本实用新型是这样实现的,一种基于plc定位控制的磨削机设置有:
[0008]
底板;
[0009]
所述底板上方焊接有支撑柱,支撑柱右侧上端通过螺栓固定有连接杆,连接杆外端夹持固定有电动推杆,电动推杆的输出轴下方通过螺栓固定有磨削砂轮;
[0010]
所述底板上侧焊接有支撑台,支撑台内部通过螺栓固定有液压伸缩杆,液压伸缩杆上端联接有伸缩上杆,伸缩上杆上端通过球形轴连接有载物台;
[0011]
所述支撑柱左侧嵌装有电控箱,电控箱内部通过螺栓固定有plc控制器, plc控制器通过连接线路与电动推杆和液压伸缩杆连接。
[0012]
本实用新型结构简单,部件均安装在底板上,可在设备的硬件方面最大程度的保证加工精度,并且磨削砂轮可根据加工产品的大小进行更换,提高了通用性,通过编程或者手动操作记忆可实现待加工件的精确定位及磨削加工,加工精度高,可以实现批量化生产,节省成本,降低劳动力。本实用新型通过电控箱设置的定位参数及磨削参数进行控制各电动部件对待磨削产品的磨削,自动化加工,磨削精确。
[0013]
进一步,所述电控箱外侧正面嵌装有显示屏,显示屏下侧嵌装有操作按钮和usb接口。
[0014]
本实用新型通过电控箱上的显示屏显示数值及模拟磨削过程,可避免自动化定位磨削中出现错误,影响磨削产品的质量。
[0015]
进一步,所述支撑柱右侧的中间位置通过螺栓固定有摄像头,摄像头通过连接线路与plc控制器连接。
[0016]
本实用新型通过设置的摄像头捕捉的加工图像可方便操作者通过监控终端观察加工磨削过程,便于对不合格问题进行及时处理。
[0017]
进一步,所述载物台上表面开设有多个导轨,导轨底部开设有多个固定孔,导轨内通过螺栓固定有固定夹爪。
[0018]
本实用新型通过固定夹爪可以对待磨削工件进行固定,通过导轨方便对固定夹爪的位置进行调节,从而适合对不同尺寸的工件进行固定。
附图说明
[0019]
图1是本实用新型实施例提供的基于plc定位控制的磨削机结构示意图;
[0020]
图2是本实用新型实施例提供的球形轴结构示意图;
[0021]
图3是本实用新型实施例提供的摄像头位置结构示意图;
[0022]
图4是本实用新型实施例提供的导轨结构示意图;
[0023]
图中:1、底板;2、支撑柱;3、电控箱;4、显示屏;5、操作按钮;6、连接杆;7、电动推杆;8、输出轴;9、磨削砂轮;10、载物台;11、固定夹爪;12、伸缩上杆;13、支撑台;14、球形轴;15、摄像头;16、导轨;17、固定孔。
具体实施方式
[0024]
为能进一步了解本实用新型的发明内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下。
[0025]
针对现有技术存在的问题,本实用新型提供了一种基于plc定位控制的磨削机,下面结合附图对本实用新型作详细的描述。
[0026]
实施例1:
[0027]
底板1上方安装设置有支撑柱2,支撑柱2左侧嵌装有电控箱3,支撑柱2 右侧通过螺栓固定有连接杆6,连接杆6夹持电动推杆7,电动推杆7下方连接有输出轴8,输出轴8下方连接有磨削砂轮9。底板上侧焊接有支撑台,支撑台内部通过螺栓固定有液压伸缩杆,液压伸缩杆上端联接有伸缩上杆,伸缩上杆上端通过球形轴连接有载物台;电控箱3内部通过螺栓固定有plc控制器,plc 控制器通过连接线路与电动推杆和液压伸缩杆连接。
[0028]
在本实施例中,底板1为硬质钢板结构,表面平整且不易变形。
[0029]
在本实施例中,电控箱3通过导线连接各电动部件。
[0030]
在本实施例中,磨削砂轮9的大小可根据所磨削产品的大小进行更换。
[0031]
本实用新型通过电控箱3设置的定位参数及磨削参数进行控制各电动部件对待磨削产品的磨削,自动化加工,磨削精确。
[0032]
实施例2:
[0033]
在实施例1的基础上,电控箱3上方设置有显示屏4,显示屏4下方设置有操作按钮5和usb接口。
[0034]
在本实施例中,显示屏4可以显示目前的定位参数及磨削参数及磨削过程视频。
[0035]
在本实施例中,操作按钮5便于手动控制各电动部件的运行及模拟磨削过程,避免自动化定位磨削中出现错误。
[0036]
本实用新型实施例通过电控箱3上的显示屏显示数值及模拟磨削过程,可避免自
动化定位磨削中出现错误,影响磨削产品的质量。
[0037]
实施例3:
[0038]
在实施例1的基础上,支撑柱2右侧的中间位置通过导轨固定有摄像头15。
[0039]
在本实施例中,摄像头15可进行180
°
旋转,便于捕捉各项加工图像。
[0040]
本实用新型设置的摄像头15捕捉的加工图像可方便操作者观察加工磨削过程,便于对不合格问题进行及时处理。
[0041]
实施例4:
[0042]
在实施例1的基础上,载物台10上表面开设有多个导轨16,导轨16底部开设有多个固定孔17,导轨16内通过螺栓固定有固定夹爪11。
[0043]
本实用新型实施例通过固定夹爪可以对待磨削工件进行固定,通过导轨方便对固定夹爪的位置进行调节,从而适合对不同尺寸的工件进行固定。
[0044]
本实用新型在使用时,首先将待磨削物品放置在载物台10上,并且使用固定夹爪11进行固定,使其不能进行移动或转动,然后使用操作按钮5控制伸缩上杆12的上升到达距离磨削砂轮9大约10mm的位置,然后在操作按钮5的操作下带动磨削砂轮9进行转动,并对球形轴14进行旋转控制,使磨削砂轮9对待磨削物品进行磨削,摄像头15可将磨削过程传递到显示屏4上进行确认,待磨削完成后,将记录的磨削参数进行收集设定为自动模式,待下一相同待磨削物品进行磨削时,可自动进行定位磨削;
[0045]
如待测物品有3d模型,可在电脑上进行模拟切削,然后将设定的程序通过 usb接口导入电控箱3中,将待磨削物品放置在载物台10上并使用固定夹爪11进行固定,导用模拟切削程序进行自动化定位切削。固定夹爪11可以根据待磨削物品的尺寸大小在导轨内调节位置,通过螺栓与固定孔17配合固定,方便对不同尺寸的工件进行夹持。
[0046]
以上所述仅是对本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所做的任何简单修改,等同变化与修饰,均属于本实用新型技术方案的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips