
 商标分类
商标分类  商标转让
商标转让 
一种锌锭冷却装置的制作方法
 2021-01-29 23:01:43|
2021-01-29 23:01:43| 194|
194| 起点商标网
起点商标网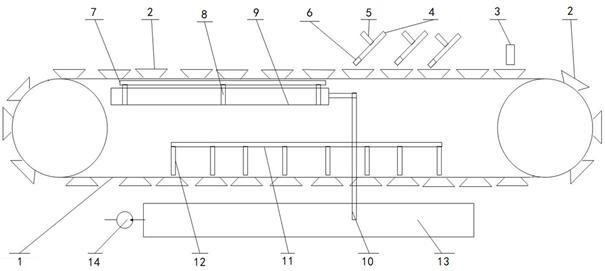
[0001]
本实用新型涉及冶金技术装备领域,具体涉及一种锌锭冷却装置。
背景技术:
[0002]
锌锭浇铸一般采用直线铸锭机,浇铸过程中,锌锭采用空冷,经常会出现锌锭还没有凝固,就要需要脱模,为了不影响锌锭质量,只有停止浇铸,将直线铸锭机停止运行,待锌锭完全冷却后再浇铸,严重影响锌合金生产效率。在生产中,往往在直线铸锭机上部的后端部,采用水槽冷却锌锭模中下部。同时,将浇铸速度减慢。存在浇铸时间长,生产效率低,锌液保温时间长,感应电炉保温能耗高等问题。
技术实现要素:
[0003]
针对背景技术中存在的问题,本实用新型提出了一种锌锭冷却装置,采用三级冷却的方式,能够使锌锭模冷却达到预期效果,能够避免因冷却不足而降低浇铸速度的问题,能够提升生产效率,降低电耗。
[0004]
为实现上述目的,本实用新型采用如下技术方案:所述锌锭冷却装置包括一级冷却组件、二级冷却组件及三级冷却组件,一级冷却组件布置于铸锭机锭模输送带上层带上游端的上方,二级冷却组件布置于铸锭机锭模输送带上层带下游端的底部,三级冷却组件布置于铸锭机锭模输送带下层带的上侧;一级冷却组件包括压缩风管、生产水管及雾化喷头,生产水管出口端连接在压缩风管上,雾化喷头安装在压缩风管出口端,雾化喷头出口对准铸锭机锭模输送带顶部;二级冷却组件包括二级冷却水管、固定拉筋及二级冷却接水槽,二级冷却接水槽顶部通过固定拉筋设置二级冷却水管,二级冷却水管一端封闭,另一端与冷却水源连接,二级冷却水管顶部等间距均匀开有出水孔;三级冷却组件包括三级冷却进水管和三级冷却水管,三级冷却进水管沿铸锭机锭模输送带水平安装布置,一端封闭,另一端与冷却水源连接,三级冷却进水管上沿铸锭机锭模输送带输送方向等间距均匀竖向布置有三级冷却水管,铸锭机锭模输送带下层带下方对应设置有三级冷却接水槽。
[0005]
作为优选,雾化喷头出水方向与水平面呈50~60度夹角。
[0006]
作为优选,二级冷却水管设置有多个,沿铸锭机锭模输送带输送方向的法向等间距均匀布置。
[0007]
作为优选,三级冷却进水管设置有多个,沿铸锭机锭模输送带输送方向的法向等间距均匀布置。
[0008]
作为优选,二级冷却接水槽上设置有溢流水管,溢流水管底端连通至三级冷却接水槽,三级冷却接水槽出水口通过循环水泵与冷却塔连接。
[0009]
本实用新型的有益效果:
[0010]
本实用新型采用三级冷却的方式,能够使锌锭模冷却达到预期效果,能够避免因冷却不足而降低浇铸速度的问题,能够提升生产效率,降低电耗。其中,一级冷却采用雾化冷却,能够避免因水量较大锌锭骤冷而表面开裂,致使外观不合格的问题,且后两级采用水
冷冷却锌锭模底部,冷却效果充分高效,同时能够避免锌锭模内积水、锌液遇水发生锌爆等问题,有效避免安全隐患。
附图说明
[0011]
图1为本实用新型的结构示意图。
[0012]
图2为本实用新型的二级冷却组件俯视图。
[0013]
图3为本实用新型的三级冷却组件截面图。
[0014]
图中:1-铸锭机锭模输送带、2-锭模、3-锌液浇铸装置、4-压缩风管、5-生产水管、6-雾化喷头、7-二级冷却水管、8-固定拉筋、9-二级冷却接水槽、10-溢流水管、11-三级冷却进水管、12-三级冷却水管、13-三级冷却接水槽、14-循环水泵、15-出水孔。
具体实施方式
[0015]
为了使本实用新型的目的技术方案和有益效果更加清楚,下面将结合附图,对本实用新型的优选实施例进行详细的说明,以方便技术人员理解。
[0016]
如图1至图3所示,所述锌锭冷却装置包括一级冷却组件、二级冷却组件及三级冷却组件,一级冷却组件布置于铸锭机锭模输送带1上层带上游端的上方,二级冷却组件布置于铸锭机锭模输送带1上层带下游端的底部,三级冷却组件布置于铸锭机锭模输送带1下层带的上侧。
[0017]
一级冷却组件包括压缩风管4、生产水管5及雾化喷头6,生产水管5出口端连接在压缩风管4上,夹角呈90度,雾化喷头6安装在压缩风管4出口端,出水方向与水平面呈50~60度夹角且对准铸锭机锭模输送带1顶部,用于将水进行雾化,实现水雾冷却。且本例中,一级冷却组件设置有三至六套,覆盖范围为第六至第八总共三个锭模2,冷却效果充分。
[0018]
二级冷却组件包括二级冷却水管7、固定拉筋8及二级冷却接水槽9,二级冷却接水槽9顶部通过固定拉筋8设置二级冷却水管7,二级冷却水管7一端封闭,另一端与冷却水源连接,二级冷却水管7顶部等间距均匀开有出水孔15,通过出水孔15将冷却水喷至锭模2底部形成冷却。本例中,二级冷却水管7顶部与上层的锭模2距离为1~2mm,出水孔15孔径为2~4mm,各出水孔15之间的间距为2~4mm,且二级冷却接水槽9为长方形槽,固定安装于第十至第二十个锭模2之下,长度为十二至二十二个锭模2的安装宽度,宽度为长于锭模2宽度5~10mm,高度5~10mm。并且,二级冷却水管7设置有5到8根,沿铸锭机锭模输送带1输送方向的法向等间距均匀布置。
[0019]
三级冷却组件包括三级冷却进水管11和三级冷却水管12,三级冷却进水管11沿铸锭机锭模输送带1水平安装布置,一端封闭,另一端与冷却水源连接,三级冷却进水管11上沿铸锭机锭模输送带1输送方向等间距均匀竖向布置有三级冷却水管12,布置范围为能够覆盖第三十至第四十个锭模2。三级冷却进水管11用于引入冷却水源,通过三级冷却水管12喷淋锭模2,形成冷却效果。铸锭机锭模输送带1下层带下方对应设置有三级冷却接水槽13,用于收集换热后的冷却水。本例中,三级冷却进水管11设置有5到8根,沿铸锭机锭模输送带1输送方向的法向等间距均匀布置,三级冷却水管12管径为15~25mm,底部出口距下侧锭模2距离为5~10mm。并且,三级冷却接水槽13为长方形槽,长度为第二十八至第四十二个锭模2的距离,宽度比锭模2长度长10~20mm,高度10~20mm。
[0020]
进一步的,二级冷却接水槽9上设置有溢流水管10,溢流水管10底端连通至三级冷却接水槽13,三级冷却接水槽13出水口通过循环水泵14与冷却塔连接。使得,二级冷却接水槽9内收集的冷却水能进入三级冷却接水槽13集中收集,便于通过循环水泵14将冷却水回流冷却塔进行冷却后循环使用,节省水资源。
[0021]
本实用新型的工作过程:熔锌炉内锌液分析合格后开始浇铸,首先启动铸锭机锭模输送带1,锭模2经过预热达到150℃左右时,开始浇铸。锌液从锌液浇铸装置3流到锭模2,浇铸到第5~7个锌锭时,先打开压缩风管4,再打开生产水管5,雾化喷头6喷出雾化水从第6~8个锭模2实现雾化冷却,实现第一次冷却。且雾化水水量较小,在锌锭表面马上蒸发,达到少量冷却的效果,能够避免因水量较大锌锭骤冷而表面开裂,致使外观不合格。浇铸到第8~9个锌锭时,打开二级冷却水管7,二级冷却水管7上的若干出水口15开使喷水冷却锭模2底部,实现第二次冷却。二级冷却接水槽9接住换热后的冷却水。浇铸到第26~27个锌锭时,打开三级冷却进水管11,三级冷却水管12喷出大量冷却水冷却锭模2底部,实现第三次冷却,确保锭模2能够得到充分冷却,保障锌锭成型外观质量。同时,三级冷却接水槽13接住三级冷却水管12喷出的冷却水,且二级冷却接水槽9内液位达到一定高的时,冷却水通过溢流水管10自流到三级冷却接水槽13集中收集,三级冷却接水槽13内冷却水通过循环水泵14送至冷却塔冷却后循环回用。
[0022]
最后说明的是,以上优选实施例仅用以说明本实用新型的技术方案而非限制,尽管通过上述优选实施例已经对本实用新型进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本实用新型权利要求书所限定的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips