
 商标分类
商标分类  商标转让
商标转让 
一种立式压铸设备的送料装置的制作方法
 2021-01-29 22:01:16|
2021-01-29 22:01:16| 206|
206| 起点商标网
起点商标网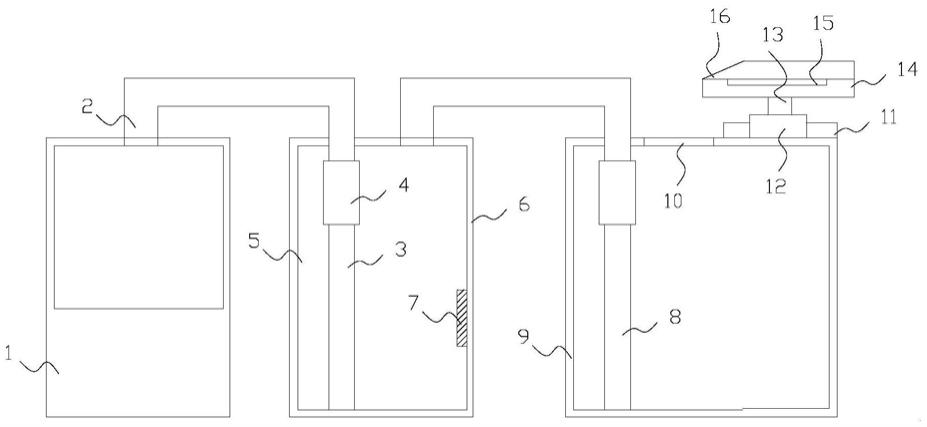
[0001]
本实用新型涉及压铸机技术领域,具体为一种立式压铸设备的送料装置。
背景技术:
[0002]
压铸机就是在压力作用下把熔融金属液压射到模具中冷却成型,开模后得到固体金属铸件的一系列工业铸造机械,最初用于压铸铅字。随着科学技术和工业生产的进步,尤其是随着汽车、摩托车以及家用电器等工业的发展,诸方面出发,压铸技术已获得极其迅速的发展。
[0003]
压铸机生产制造过程中,需要先将金属棒材进行熔融之后,才能将熔融后的金属液投入使用,在此过程中,金属棒材的运输需要人工投放到熔融炉中,不仅对工作人员的身体安全造成威胁,而且费时费力;熔融金属进入压铸机时,由于熔融材料不一,而且为单向进料,不能满足不同熔融材料的需求。
技术实现要素:
[0004]
本实用新型的目的在于提供一种立式压铸设备的送料装置,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:一种立式压铸设备的送料装置,包括压铸室、送料定量箱和称重基台;所述压铸室上方设置有进料口,进料口处连接有进料通道;所述进料通道末端连至送料通管,送料通管底部设置在送料定量箱内,送料通管上设置有负压抽液泵;所述送料定量箱外侧设置有保温壳体,送料定量箱内部设置有液位传感器;所述送料定量箱上端连接有送液管道,送液管道连接至熔融液储腔;所述熔融液储腔上设置有进料端口,进料端口侧边设置有称重基台,称重基台上方设置有转动电机,转动电机输出端连接有翻转轴;所述翻转轴顶端设置有称重料盘,称重料盘上设置有称重传感器;所述称重料盘一侧设置有倾斜端口,倾斜端口对应于进料端口。
[0006]
优选的,所述液位传感器电性连接至控制器,控制器电性连接至负压抽液泵。
[0007]
优选的,所述称重基台侧边设置有对应的放料机械手,放料机械手侧边设置有原料储框。
[0008]
优选的,所述称重传感器电性连接至控制器,控制器电性连接至转动电机。
[0009]
优选的,所述熔融液储腔内部设置有高温熔融组件,送液管道上同样设置有负压抽液泵。
[0010]
与现有技术相比,本实用新型的有益效果是:本实用新型结构简单,自动化程度高,可实现定量加料,通过取料机械手将金属原料放置到称重料盘上,通过称重传感器进行称重,达到预定重量后,通过控制器控制转动电机带动翻转轴转动,使得称重料盘倾斜,金属原料自倾斜端口进入进料端口中;金属原料在熔融液储腔内变成金属液后,通过送液管道进入送料定量箱,通过液位传感器检测送料定量箱内的液位高度,达到预定液位值后,停止送液,开启负压抽液泵,将适量的金属液抽送至压铸室内进行压铸加工。
附图说明
[0011]
图1为本实用新型的整体结构示意图。
[0012]
图中:1、压铸室;2、进料通道;3、送料通管;4、负压抽液泵;5、送料定量箱;6、保温壳体;7、液位传感器;8、送液管道;9、熔融液储腔;10、进料端口;11、称重基台;12、转动电机;13、翻转轴;14、称重料盘;15、称重传感器;16、倾斜端口。
具体实施方式
[0013]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0014]
在本实用新型的描述中,需要说明的是,术语“竖直”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0015]
在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0016]
请参阅图1,本实用新型提供一种技术方案:一种立式压铸设备的送料装置,包括压铸室1、送料定量箱5和称重基台11;所述压铸室1上方设置有进料口,进料口处连接有进料通道2;所述进料通道2末端连至送料通管3,送料通管3底部设置在送料定量箱5内,送料通管3上设置有负压抽液泵4;所述送料定量箱5外侧设置有保温壳体6,送料定量箱5内部设置有液位传感器7;所述送料定量箱5上端连接有送液管道8,送液管道8连接至熔融液储腔9;所述熔融液储腔9上设置有进料端口10,进料端口10侧边设置有称重基台11,称重基台11上方设置有转动电机12,转动电机12输出端连接有翻转轴13;所述翻转轴13顶端设置有称重料盘14,称重料盘14上设置有称重传感器15;所述称重料盘14一侧设置有倾斜端口16,倾斜端口16对应于进料端口10。
[0017]
进一步的,所述液位传感器7电性连接至控制器,控制器电性连接至负压抽液泵4。
[0018]
进一步的,所述称重基台11侧边设置有对应的放料机械手,放料机械手侧边设置有原料储框。
[0019]
进一步的,所述称重传感器15电性连接至控制器,控制器电性连接至转动电机12。
[0020]
进一步的,所述熔融液储腔9内部设置有高温熔融组件,送液管道8上同样设置有负压抽液泵4。
[0021]
工作原理:所述送料定量箱5上端连接有送液管道8,送液管道8连接至熔融液储腔9;所述熔融液储腔9上设置有进料端口10,进料端口10侧边设置有称重基台11,称重基台11上方设置有转动电机12,转动电机12输出端连接有翻转轴13;所述翻转轴13顶端设置有称重料盘14,称重料盘14上设置有称重传感器15;所述称重料盘14一侧设置有倾斜端口16,倾
斜端口16对应于进料端口10;通过取料机械手将金属原料放置到称重料盘14上,通过称重传感器15进行称重,达到预定重量后,通过控制器控制转动电机12带动翻转轴13转动,使得称重料盘14倾斜,金属原料自倾斜端口16进入进料端口10中;
[0022]
压铸室1上方设置有进料口,进料口处连接有进料通道2;所述进料通道2末端连至送料通管3,送料通管3底部设置在送料定量箱5内,送料通管3上设置有负压抽液泵4;所述送料定量箱5外侧设置有保温壳体6,送料定量箱5内部设置有液位传感器7;金属原料在熔融液储腔9内变成金属液后,通过送液管道8进入送料定量箱5,通过液位传感器7检测送料定量箱5内的液位高度,达到预定液位值后,停止送液,开启负压抽液泵4,将适量的金属液抽送至压铸室1内进行压铸加工。
[0023]
值得注意的是:整个装置通过总控制按钮和控制器对其实现控制,由于控制按钮和控制器匹配的设备为常用设备,属于现有成熟技术,在此不再赘述其电性连接关系以及具体的电路结构。
[0024]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips