
 商标分类
商标分类  商标转让
商标转让 
一种翅片管弯头热处理工装的制作方法
 2021-01-29 22:01:36|
2021-01-29 22:01:36| 327|
327| 起点商标网
起点商标网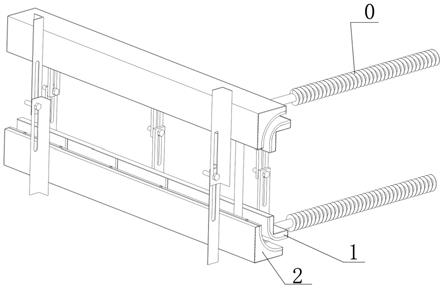
[0001]
本实用新型涉及焊接工装领域,具体说的是一种翅片管弯头热处理工装。
背景技术:
[0002]
近年由于产品散热要求提高,翅片管采用导热率更高的铝轧片代替原有的钢翅片已经成为一种趋势,一些特殊介质要求翅片管折弯部分热处理。铝翅片的低熔点不可进行整体热处理,因此弯管部分需要局部热处理,传统的热处理只能单支进行,效率较低且包裹困难,工人工作强度大,工况恶劣。
技术实现要素:
[0003]
为解决上述技术问题,本实用新型提供一种翅片管弯头热处理工装,对多根翅片管的弯头部分进行局部热处理。
[0004]
为实现上述技术目的,所采用的技术方案是:一种翅片管弯头热处理工装,由贴紧在翅片管弯头内侧的内部工装和贴紧在翅片管弯头外侧的外部工装组成;
[0005]
所述的内部工装包括第一连接件、内支撑板和内加热带,第一连接件的上下两端分别连接有相互平行设置在内支撑板,在内支撑板的外表面上固定有沿内支撑板长度方向设置的内加热带,使上下端的内加热带的表面与对应的翅片管弯头内侧相配合;
[0006]
所述的外部工装包括第二连接件、外支撑板和外加热带,第二连接件的上下两端分别连接有相互平行设置在外支撑板,在外支撑板的内表面上固定有沿外支撑板长度方向设置的外加热带,使上下端的外加热带的表面与对应的翅片管弯头外侧相配合。
[0007]
本实用新型所述的第一连接件为高度调节机构。
[0008]
本实用新型所述的第二连接件为高度调节机构。
[0009]
本实用新型内加热带通过压紧扁条固定在内支撑板上,外加热带通过压紧扁条固定在外支撑板上,多根压紧扁条沿长度方向上根据内加热带或外加热带的外形尺寸进行弯曲,压紧扁条的两端固定在内支撑板或外支撑板上。
[0010]
本实用新型所述的内加热带和/或外加热带的背后安装有保温棉。
[0011]
本实用新型所述的内支撑板和/或外支撑板为折弯板。
[0012]
本实用新型的有益效果是:
[0013]
1、该工装结构操作简单,可将同型号的翅片管弯头按支撑板长度方向排布后,可对弯管处进行局部的加热,安装与操作方便。
[0014]
2、该工装高度可调,能够满足各种材质、各种弯心直径、各种高度的翅片管弯头热处理,且经过试验,翅片管弯管部分均能达到热处理温度。
附图说明
[0015]
图1是本实用新型的总装结构示意图;
[0016]
图2是本实用新型的内部工装示意图
[0017]
图3为本实用新型的外部工装示意图;
[0018]
图中:0、翅片管,0-1、翅片管弯头,1、内部工装,1-1、内加热带,1-2、保温棉,1-3、内支撑板,1-4、第一连接件,2、外部工装,2-1、外加热带,2-2、外保温棉,2-3、外支撑板,2-4、第二连接件。
具体实施方式
[0019]
下面结合附图与具体实施方式对本实用新型作进一步详细说明:
[0020]
一种翅片管弯头热处理工装,由贴紧在翅片管弯头0-1内侧的内部工装1和贴紧在翅片管弯头0-1外侧的外部工装2组成,将翅片管弯头0-1夹在内部工装1和外部工装2之间。
[0021]
内部工装1包括第一连接件1-4、内支撑板1-3和内加热带1-1,第一连接件1-4的上下两端分别连接有相互平行设置在内支撑板1-3,在内支撑板1-3的外表面上固定有沿内支撑板1-3长度方向设置的内加热带1-1,使上下端的内加热带1-1的表面与对应的翅片管弯头0-1内侧相配合,内加热带与翅片管弯头的内表面贴合。
[0022]
外部工装2包括第二连接件2-4、外支撑板2-3和外加热带2-1,第二连接件2-4的上下两端分别连接有相互平行设置在外支撑板2-3,在外支撑板2-3的内表面上固定有沿外支撑板2-3长度方向设置的外加热带2-1,使上下端的外加热带2-1的表面与对应的翅片管弯头0-1外侧相配合,外加热带与翅片管弯头的外表面贴合。
[0023]
第一连接件1-4为高度调节机构,第一连接件1-4根据翅片管弯头的高度调整两端内支撑板1-3之间的间距,高度调节机构可采用双螺纹调节机构,抽拉式高度调节,调节孔式高度调节,如图2所示,第一连接件采用调节支撑板、紧固螺栓3和螺母4组成,两条分别固定在一块内支撑板3上的调节支撑板开设腰形孔,通过紧固螺栓3和螺母4穿过腰形孔进行固定,设置两块内支撑板1-3之间的间距,实现内部工装的高度调节。
[0024]
第二连接件2-4为高度调节机构,如图3所示,第二连接件2-4由调节角钢、紧固螺栓3和螺母4组成,在调节角钢上开设腰形孔,再利用紧固螺栓3和螺母4组成配合固定,实现外部工装的高度调节。
[0025]
第一连接件1-4和第一连接件2-4的设置位置不能影响两端的支撑板处于最接触的状态,如图1所示,第一连接件1-4设置在内支撑板1-3的内侧,第二连接件2-4设置在外支撑板2-3的外侧。
[0026]
内加热带1-1通过压紧扁条5固定在内支撑板1-3上,外加热带2-1通过压紧扁条5固定在外支撑板2-3上,多根压紧扁条5沿长度方向上根据内加热带1-1或外加热带2-1的外形尺寸进行弯曲,压紧扁条由不锈钢薄板根据折弯半径确定,压紧扁条5的两端固定在内支撑板1-3或外支撑板2-3上,通过压紧扁条对加热带进行固定,不影响加热带的表面形状,即不影响加热带与翅片管弯头的贴合。
[0027]
内加热带1-1和/或外加热带2-1的背后安装有保温棉,保温棉减少热量散失,紧密贴合在加热带背后,如图1所示,内加热棉1-2设置在内加热带1-1的背面,外加热棉2-2设置在外加热带2-1的背面,保温棉尺寸根据加热带确定,形状根据支撑板确定。
[0028]
内支撑板1-3和/或外支撑板2-3为折弯板,沿长度方向有两个折边,作用是将加热带、保温棉包边,也可方便保温棉与加热带的形状确定。
[0029]
实施例1
[0030]
如图1所示,根据翅片管弯头的尺寸选择相配合的内部工装1和外部工装2,将同型号的翅片管弯头套在内部工装1上,使内部工装1的内加热带1-1与翅片管弯头0-1的内侧相贴合,再使外部工装2的外加热带2-1贴紧翅片管弯头0-1外侧,可通过增加固定件将内部工装和外部工装固定在一起,防止两者与翅片管脱离,装配完成后即可接通电源进行加热。
[0031]
实施例2
[0032]
如图1所示,将待热处理的翅片管弯头并排放置,通过第一连接件1-4来调节内部工装的高度,使内部工装1的内加热带1-1贴紧翅片管弯头的内侧,固定第一连接件1-4的高度以固定内部工装的高度;然后放置外部工装,调节第二连接件2-4高度,使外部工装2的外加热带2-1贴紧翅片管弯头外侧,固定第一连接件1-4的高度完成装配。装配完成后即可接通电源进行加热。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips