
 商标分类
商标分类  商标转让
商标转让 
一种喷丸强化夹具的制作方法
 2021-01-29 20:01:43|
2021-01-29 20:01:43| 290|
290| 起点商标网
起点商标网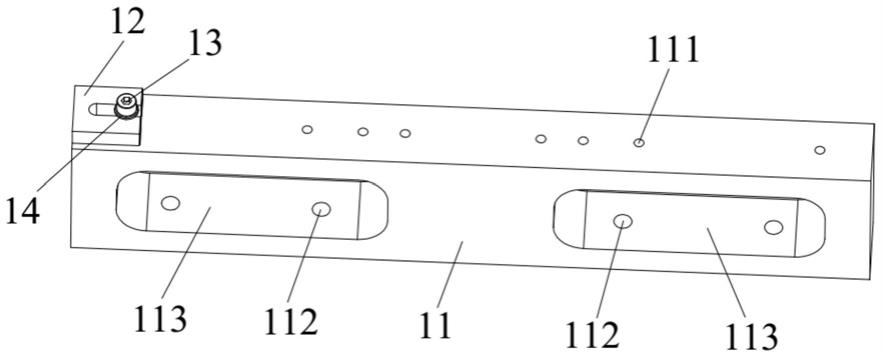
[0001]
本实用新型涉及喷丸强化设备技术领域,尤其涉及一种喷丸强化夹具。
背景技术:
[0002]
喷丸强化是指利用高硬度和高强度运动的弹丸冲击零件表面,在零件表面产生强烈塑性变形的过程中,以在零件表层形成组织强化层和残余压应力层,从而提高零件的抗疲劳、拉应力腐蚀、延缓裂纹生产扩展及抗磨削的能力,以提高零件的寿命。
[0003]
在对零件进行喷丸强化前,需要使用喷丸强化夹具对零件进行装夹固定,以使对零件的定位较准、装夹牢靠且同时不遮挡零件上需要喷丸强化的区域,从而保证喷丸强化的效果。
[0004]
但目前的喷丸强化夹具多采用压板或压块对零件进行装夹固定,压板或压块很容易遮蔽零件上需要喷丸强化的区域,需要多次调整零件的装夹位置,以将零件上被遮蔽的需要喷丸强化的区域全部进行喷丸处理;其操作繁琐,加工效率较低,且多次调整零件的装夹位置,容易导致喷丸强化夹具与零件之间发生磨损而损坏零件表面;且目前的喷丸强化夹具只能对一种尺寸的零件进行装夹固定,不能对多种不同尺寸的零件进行夹持,为了装夹多种尺寸的零件,需要消耗大量的人力及时间来设计制造不同尺寸的喷丸强化夹具,使喷丸强化夹具的通用性较低,生产成本较高;同时由于制造了种类较多的喷丸强化夹具,极大地增加了喷丸强化夹具统一分类管理的难度,使管理成本较高。
[0005]
针对以上问题,亟需一种喷丸强化夹具来解决以上问题。
技术实现要素:
[0006]
本实用新型的目的在于提出一种喷丸强化夹具,具有不遮挡喷丸强化区域、固定牢靠、加工效率较高、通用性强以及成本较低的特点。
[0007]
为达此目的,本实用新型采用以下技术方案:
[0008]
一种喷丸强化夹具,用于固定待加工件以进行喷丸强化,包括:
[0009]
至少两个支撑件,各个所述支撑件间隔设置在工作台上,所述支撑件用于放置并支撑所述待加工件;
[0010]
多个固定件,所述固定件设置在所述支撑件的顶端,且各个所述固定件分别与位于所述支撑件上的所述待加工件的各个侧面抵接,以将所述待加工件固定,且所述固定件的上表面不超出所述待加工件的待加工面。
[0011]
优选地,所述固定件通过第一紧固件固定在所述支撑件的顶端。
[0012]
优选地,所述支撑件的顶端设置有多个第一固定孔,所述固定件上设置有沟槽,所述第一紧固件穿过所述沟槽与其中的一个所述第一固定孔连接,以将所述固定件固定在所述支撑件的顶端。
[0013]
优选地,所述第一紧固件为螺钉及垫圈。
[0014]
优选地,所述支撑件的顶端与底端之间且沿其长度方向上间隔设置有通孔,位于
所述通孔内的所述支撑件的底端上设置有第二固定孔112,用于将所述支撑件固定在所述工作台上。
[0015]
优选地,所述支撑件通过第二紧固件固定在所述工作台上。
[0016]
优选地,所述固定件的形状为u形。
[0017]
优选地,所述固定件为合金钢材质。
[0018]
优选地,所述支撑件为长方体结构。
[0019]
优选地,所述支撑件为尼龙材质。
[0020]
本实用新型的有益效果为:
[0021]
通过设置至少两个支撑件及多个固定件,将待加工件放置在支撑件上,同时将各个固定件分别与位于支撑件上的待加工件的各个侧面抵接,以将待加工件固定,且固定件的上表面不超出待加工件的待加工面,其定位较快,固定牢靠;采用将固定件分别与位于支撑件上的待加工件的各个侧面抵接,且固定件的上表面不超出待加工件的待加工面,使固定件不会遮蔽待加工件上需要喷丸强化的区域,通过一次固定即可将待加工件上所有的喷丸强化区域进行喷丸,不再需要多次调整待加工件的装夹位置,其操作简单,加工效率高,且不会磨损待加工件的表面;同时,能够通过调整支撑件和固定件的数量,以实现对多种不同尺寸的待加工件进行夹持,不再需要消耗大量的人力及时间来设计制造以适应不同尺寸待加工件的喷丸强化夹具,使喷丸强化夹具的通用性较高,生产成本较低;且只需要统一管理支撑件和固定件的数量,极大地降低了喷丸强化夹具统一分类管理的难度,使管理成本较低。
附图说明
[0022]
图1是本实用新型提供的支撑件的结构示意图;
[0023]
图2是本实用新型提供的喷丸强化夹具夹持待加工件时的结构示意图。
[0024]
附图标记说明:
[0025]
11-支撑件;111-第一固定孔;112-第二固定孔;113-通孔;
[0026]
12-固定件;
[0027]
13-螺钉;14-垫圈;
[0028]
21-工作台;211-第三固定孔;
[0029]
3-待加工件。
具体实施方式
[0030]
本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
[0031]
本说明书中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而己。在整个说明书中,同样的附图标记指示同样的元件。
[0032]
为使本实用新型解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
[0033]
本实施例中,提出了一种喷丸强化夹具,用于固定形状为方形的平板待加工件3,
以对待加工件3进行喷丸强化。具体地,如图1和图2所示,喷丸强化夹具包括至少两个支撑件11及多个固定件12。其中,各个支撑件11间隔设置在工作台21上,各个支撑件11之间相互平行设置,支撑件11用于放置并支撑待加工件3,且待加工件3上与支撑件11的长度方向相平行的一端,与支撑件11在长度方向上的外侧边缘平齐;固定件12设置在支撑件11的顶端,且各个固定件12分别与位于支撑件11上的待加工件3的各个侧面抵接,以将待加工件3固定,且使固定件12的上表面不超出待加工件3的待加工面。本实施例中,支撑件11为长方体结构的支撑块,固定件12为固定块。
[0034]
通过设置至少两个支撑件11及多个固定件12,将待加工件3放置在支撑件11上,同时将各个固定件12分别与位于支撑件11上的待加工件3的各个侧面抵接,以将待加工件3固定,且固定件12的上表面不超出待加工件3的待加工面,其定位较快,固定牢靠;采用将固定件12分别与位于支撑件11上的待加工件3的各个侧面抵接,且固定件12的上表面不超出待加工件3的待加工面,以使固定件12不会遮蔽待加工件3上需要喷丸强化的区域,通过一次固定即可将待加工件3上所有的喷丸强化区域进行喷丸,不再需要多次调整待加工件3的装夹位置,其操作简单,加工效率高,且能够避免因多次调整待加工件3的装夹位置而导致喷丸强化夹具与待加工件3之间发生磨损而损坏待加工件3表面的问题。
[0035]
同时,通过调整支撑件11和固定件12的数量及尺寸,以实现对多种不同尺寸的待加工件3进行夹持固定,不再需要消耗大量的人力及时间来设计制造以适应不同尺寸待加工件3的喷丸强化夹具,使喷丸强化夹具的通用性较高,降低了生产成本;且只需要统一管理支撑件11和固定件12的数量,极大地降低了喷丸强化夹具统一分类管理的难度,使管理成本较低。
[0036]
具体地,固定件12的厚度小于待加工件3的厚度,以使固定件12的上表面不超出待加工件3的待加工面。通过使固定件12的厚度小于待加工件3的厚度,一方面使固定件12不会遮挡待加工件3上的区域,另一方面能够使固定件12不遮挡弹丸的流入射角度,从而保证喷丸的效果较好。
[0037]
本实施例中,待加工件3为形状为类似长方形的平板结构,相对应地,支撑件11及固定件12的数量与待加工件3的结构及尺寸相匹配。本实施例中,支撑件11的数量为三个,固定件12的数量为四个。其它实施例中,还可以根据待加工件3的形状及尺寸设置与之相匹配的支撑件11和固定件12的数量。
[0038]
进一步地,固定件12通过第一紧固件固定在支撑件11的顶端;在支撑件11的顶端均匀设置有多个第一固定孔111,固定件12上设置有沟槽,当固定件12与待加工件3的侧面抵接后,使第一紧固件依次穿过沟槽与其中的一个第一固定孔111连接,以将固定件12固定在支撑件11的顶端,从而固定待加工件3。本实施例中,第一紧固件为螺钉13及垫圈14。
[0039]
具体地,在支撑件11的顶端与底端之间的部分且沿其长度方向上间隔设置有通孔113,位于通孔113内的支撑件11的底端上设置有多个第二固定孔112,以用于将支撑件11固定在工作台21上;在工作台21上设置有多个第三固定孔211,通过第二固定孔112和第三固定孔211,以将支撑件11固定在工作台21上。本实施例中,在一个支撑件11上间隔设置有两个通孔113。本实施例中,支撑件11通过第二紧固件固定在工作台21上。
[0040]
通过间隔设置两个通孔113,一方面能够保证支撑件11底端上的第二固定孔112的数量,以避免设置较少的通孔113而不能保证支撑件11在工作台21上的固定牢靠性,另一方
面能够保证支撑件11的支撑强度,以避免设置较多的通孔113而在喷丸过程中支撑件11的强度不能支撑待加工件3。其它实施例中,还可以在支撑件11上设置有一个通孔113或者三个通孔113。
[0041]
进一步地,固定件12的形状为u形,其u形的开口端与待加工件3的边缘对齐,以使固定件12更贴合地抵接至待加工件3的边缘。本实施例中,固定件12为合金钢材质,合金钢具有较高的强度,足够的塑性和韧性的特点。本实施例中,支撑件11为尼龙材质,尼龙具有优异的抗冲击性、抗溶解性比及吸湿性。
[0042]
本实施例中的喷丸强化夹具的具体装夹固定的过程如下:如图2所示,首先,根据待加工件3的形状及尺寸大小,选择适宜的支撑件11跟固定件12的数量,本实施例中,选择三个支撑件11和四个固定件12,并通过第二固定孔112和第三固定孔211将三个支撑件11间隔固定在工作台21上;然后,将其中位于工作台21同侧的两个固定件12使用螺钉13及垫圈14分别固定在两个相邻支撑件11的顶端;再将待加工件3的侧面分别与固定后的两个固定件12抵接,且待加工件3上与支撑件11的长度方向相平行的一端,与支撑件11在长度方向上的外侧边缘平齐;最后,将另外两个固定件12分别与待加工件3的其它侧面抵接,并通过第一固定孔111将另外两个固定件12固定在两个相邻支撑件11的顶端,以实现将待加工件3固定在支撑件11上。
[0043]
以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips