
 商标分类
商标分类  商标转让
商标转让 
X射线管铍窗焊接设备的制作方法
 2021-01-29 18:01:51|
2021-01-29 18:01:51| 272|
272| 起点商标网
起点商标网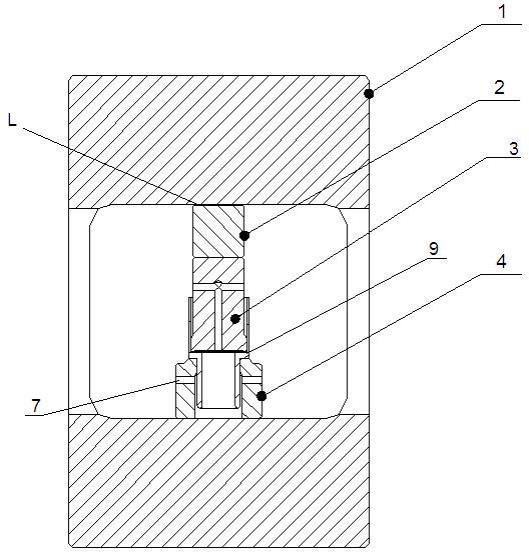
x射线管铍窗焊接设备
技术领域
[0001]
本申请涉及一种x射线管铍窗焊接设备,特别是一种利用热膨胀关系焊接x射线管铍窗的焊接设备(工装)。
背景技术:
[0002]
x射线管是元素检测仪、医疗诊断设备、材料厚度测量设备的核心部件。x射线管射线窗为金属钛窗和铝窗,因为金属铍比金属钛、铝对x射线的透过率高得多,获得同样清晰的图像所需要的x射线强度和剂量都会低很多,因此,无论是对人身安全和环境保护,采用金属铍作为x射线真空器件的射线窗都是最佳的选择。
[0003]
铍一般采用钎焊和扩散焊的方法。在钎焊时,一般的钎焊焊料铍表面的浸润性与流动性都较差,而且铍极易氧化,在钎焊时氧化膜不易破裂,增加了钎焊难度。另外,铍窗的钎焊也不宜在过高的温度下进行,铍在高温下易于扩散,形成焊缝界面的空洞。
[0004]
传统的铍窗真空扩散焊需要在专门的真空扩散焊设备上进行,由于真空扩散焊设备是由加压、加热、真空三个系统连在一起,设备报价或外协加工费用都非常昂贵,且每次只能焊接一组或者几组工件,因此生产效率较低,费用比较高。
技术实现要素:
[0005]
本申请解决的技术问题是克服现有技术中存在的上述不足,而提供一种结构简洁,使用方便,成本低,效果好的x射线管铍窗焊接设备。
[0006]
本申请解决上述技术问题所采用的技术方案包括:
[0007]
一种x射线管铍窗焊接设备,包括框架和用来将铍窗加工件固定在框架内的铍窗压紧结构,铍窗加工件由铍窗支架、铍片、焊料组成,所述框架热膨胀系数与铍窗压紧结构、铍窗支架的热膨胀系数不同且热处理保温时框架与设置有铍窗加工件的铍窗压紧结构相互压紧(此时框架与设置有铍窗加工件的铍窗压紧结构之间没有间隙),框架、铍窗压紧结构、铍窗支架、铍片均能够耐受(不会损坏)热处理时的温度和压力,焊料在热处理保温时融化焊接,完成x射线管铍窗的焊接加工。
[0008]
所述铍窗压紧结构由塞块、压块、垫块组成,压块、垫块均设置有通气孔,压块的通气孔连通至铍片的上面,垫块的通气孔连通至焊料的下面。
[0009]
所述压块设置有压紧台阶,压紧台阶边缘有倒角。
[0010]
所述压块设计有腰形结构。所述压块的压紧台阶罩在铍片及焊料上。
[0011]
所述框架设置有框架前后开口,热处理保温阶段结束时框架前后开口高度-铍窗压紧结构高度-铍窗支架在铍窗压紧结构中的高度-铍片厚度在焊料热处理前厚度的20%~80%之间。
[0012]
所述框架采用1cr13不锈钢,塞块、压块、垫块、铍窗支架采用304不锈钢,焊料采用agcuni28-2焊料。
[0013]
一种x射线管铍窗的焊接方法,其特征是采用x射线管铍窗焊接设备进行焊接,所
述x射线管铍窗焊接设备包括框架和用来将铍窗加工件固定在框架内的铍窗压紧结构,所述框架热膨胀系数与铍窗压紧结构、铍窗支架的热膨胀系数不同且框架、铍窗压紧结构、铍窗支架、铍片均能够耐受(不会损坏)热处理时的温度和压力,所述焊接方法包括以下步骤:
[0014]
s1:x射线管铍窗部件、框架、铍窗压紧结构在焊接前清洗干净,去除表面油污;
[0015]
s2:铍窗加工件通过铍窗压紧结构固定在框架中;
[0016]
s3:将固定有铍窗加工件、铍窗压紧结构的框架置于真空炉中按设定程序进行热处理,使得热处理保温时框架与设置有铍窗加工件的铍窗压紧结构相互压紧(此时框架与设置有铍窗加工件的铍窗压紧结构之间没有间隙),x射线管铍窗部件在焊料作用下焊接;
[0017]
s4:热处理(焊接)好的x射线管铍窗经过氦质朴检漏仪进行检漏。
[0018]
本申请所述框架与铍窗压紧结构、铍窗支架的线性膨胀系数差值范围在5
×
10-6
/℃~10
×
10-6
/℃范围内,铍片与铍窗支架之间热处理保温时的热膨胀应力不小于200mpa,焊接前(s2步骤完成时)设置有铍窗加工件的铍窗压紧结构与框架之间初始间隙范围为0~0.1mm。
[0019]
本申请所述s3步骤包括:将装配好的框架放置于真空炉托盘上,开启真空炉,升起托盘,设定好焊接工艺参数,启动焊接程序,依次完成冷态抽真空、真空炉升温、保温和降温,完成x射线管铍窗焊接。
[0020]
本申请所述真空炉升温、保温和降温步骤包括:真空炉炉内经过升温时间60分钟升至530℃至560℃之间,在530℃至560℃之间保温5分钟,自然冷却至300℃,充入氮气降温至常温。
[0021]
本申请升温前冷态本地真空度范围为5
×
10-4
pa ~1
×
10-3
pa之间,热态真空度范围在5
×
10-4
pa ~1
×
10-3
pa之间,即冷态抽真空后至充入氮气之前真空度一直维持在5
×
10-4
pa ~1
×
10-3
pa之间。
[0022]
本申请与现有技术相比,具有以下优点和效果:结构简洁,使用方便,成本低,节省加压设备,降低热处理温度,降低铍在高温下扩散形成焊缝空洞的可能性,节约空间,提高同时加工数量。
附图说明
[0023]
图1是本申请实施例的原理示意图。
[0024]
图2是图1所示铍窗支架及其中的铍片、焊料位置示意图。
[0025]
图3是图1所示塞块的放大示意图。
[0026]
图4是本申请实施例的立体示意图。
[0027]
其中:1-框架、2-塞块、3-压块、4-垫块、5-压紧台阶、6-倒角、7-通气孔、8-腰形结构、9-铍窗支架、10-铍片(厚度0.125~0.2mm)、11-焊料(环状的焊片,特例银铜镍焊片)、12-框架两侧开口,13-框架前后开口。
具体实施方式
[0028]
下面结合附图并通过实施例对本申请作进一步的详细说明,以下实施例是对本申请的解释而本申请并不局限于以下实施例。本申请所述两侧和前后是相对于图1而言的。
[0029]
参见图1~图4,本实施例x射线管的铍窗加工件由铍窗支架9、铍片10、焊料11组
成,x射线管铍窗焊接设备(工装)包括框架1(中间与周边通气结构)、塞块2、压块3、垫块4。其中压块3设置有压紧台阶5,压紧台阶5边缘有倒角6,压块3、垫块4均设置有通气孔7,配有高度(指图1上下距离)不同的塞块2以配合铍窗支架9尺寸。
[0030]
本申请x射线管铍窗的焊接方法包括以下步骤:
[0031]
框架1、x射线管铍窗部件(包括铍窗支架9、铍片10)、铍窗压紧结构(由塞块2、压块3、垫块4组成)在焊接前一定要清洗干净;
[0032]
将垫块4放入框架1;
[0033]
将铍窗支架9放置在垫块4上,然后将焊料11放置于铍窗支架9的铍片10支撑面上,铍片10放置在焊料11上,使铍片10、焊料11居中(指铍片10、焊料11、铍窗支架9相对于图1俯视图均呈圆形且同心);
[0034]
将压块3安装在铍片10上;
[0035]
压块3上面塞入塞块2和/或其它塞紧结构(例如垫片),直到塞块2、压块3、铍片10、焊料11、铍窗支架9、垫块4相互压紧或基本压紧(塞块2与框架1之间间隙不大于0.1mm);
[0036]
将装配好的上述装置及焊料11放置于立式真空炉托盘上,开启真空炉,升起托盘,设定好扩散焊接工艺参数,启动铍窗焊接程序,依次完成冷态抽真空、炉内升温、保温和降温的步骤,完成x射线管铍窗组件的真空扩散焊接;焊接好的x射线管铍窗经过氦质朴检漏仪进行检漏。焊接时冷态真空度与热态真空度在5
×
10-4
pa ~1
×
10-3
pa之间;升温时间60分钟,保温温度545℃(530℃至560℃之间),保温时间5分钟,自然冷却至300℃充入氮气降温至常温。
[0037]
本申请焊料11选用agcuni28-2焊料,焊料11热处理前为厚0.06mm的圆环,直径应略小于铍片10外径。
[0038]
本申请框架前后开口13用于铍窗压紧结构及其中的铍窗加工件(由x射线管铍窗部件、焊料11组成)放入框架1,未热处理前框架前后开口13高度-设置有铍窗加工件的铍窗压紧结构未热处理前高度=框架1与设置有铍窗加工件的铍窗压紧结构之间的初始间隙l。特别的,热处理的保温阶段结束时框架前后开口13高度-铍窗压紧结构高度-铍窗支架9在铍窗压紧结构中的高度k-铍片10厚度在焊料11热处理前厚度的20%~80%之间(此时框架1与设置有铍窗加工件的铍窗压紧结构之间的间隙为0),最佳在40%~60%之间,即加工好后焊料层厚度大概在原焊料11厚度的一半左右。
[0039]
本申请框架1的高度按照实际需要设置,特例为110mm,铍窗压紧结构高度根据实际需要以及上述技术要求设置。
[0040]
本申请工作原理及技术效果如下:
[0041]
利用高温下框架1材料1cr13不锈钢与塞块2、压块3、垫块4、铍窗支架9材料304不锈钢两种材料热膨胀系数之间的差异,为工件提供压力扩散焊所需的压力,此过程不需要在真空焊接炉使用压力系统,传统真空压力炉只有一套压力系统,在焊接多个产品时无法保证每个产品所受压力相同,所以通常一炉最多只能焊接三个产品,本申请可根据炉膛空间大小尽量放置本实施例,放置数量不受限制,降低了焊接成本和结构复杂度,节约空间,提高了焊接效率。
[0042]
下面仅以特例说明,焊接前初始间隙范围为0~0.1mm,框架材料(1cr13)的热膨胀系数应小于铍窗压紧结构、铍窗支架9材料(304不锈钢)的热膨胀系数,其中304不锈钢热膨
胀系数为18.6
×
10-6
/℃(20℃~800℃),1cr13热膨胀系数为11
×
10-6
℃(20℃~800℃),压块3的压紧台阶5罩在铍片10及焊料11上。在高温焊接(指保温时间)时,焊接设备应提供铍片10与铍窗支架9之间至少200mpa的热膨胀应力来实现焊接,保证焊接强度。同时铍窗压紧结构、铍窗支架9、铍片10相互之间以及铍窗压紧结构与框架1之间的压应力应不大于框架1、铍窗压紧结构、铍窗支架9、铍窗10材料的抗压强度。
[0043]
根据铍片10直径不同可以设计不同尺寸的压块3、垫块4,框架1与铍窗压紧结构、铍窗支架9线性膨胀系数差值范围在5
×
10-6
/℃~10
×
10-6
/℃范围内。
[0044]
铍片10采用常规的铍片,不需要镀层处理,节省工时与成本。
[0045]
工装中压块3与铍片10接触端面设置有压紧台阶5,压紧台阶5边缘设置有倒角6,避免焊接时因压力导致工装变形,防止工装与x射线管铍窗因高温变形卡滞。
[0046]
压块3、垫块4均设置有通气孔7,防止产生气体死区。
[0047]
压块3设计有腰形结构8,在焊接较长的本实施例组件时可以防止零件因高温变形卡滞。
[0048]
凡是本申请技术特征和技术方案的简单变形或者组合,应认为落入本申请的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips