
 商标分类
商标分类  商标转让
商标转让 
钻头的制作方法
 2021-01-29 18:01:13|
2021-01-29 18:01:13| 247|
247| 起点商标网
起点商标网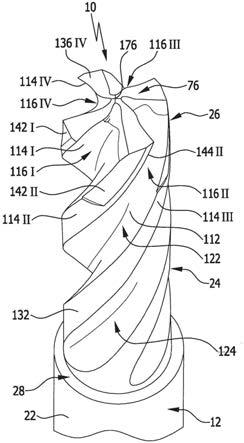
[0001]
本发明涉及一种钻头、尤其是麻花钻头。该钻头被设置成用于将孔眼钻削到工件中。尤其地,该钻头是金属钻头,即其被设置成用于将孔眼钻削到金属的工件中。
背景技术:
[0002]
钻头包括基体,该基体基本上细长地且沿相对钻头轴线的轴向方向延展。基体包括钻削区段,该钻削区段尤其沿相对钻头轴线的轴向方向延展直到钻头尖端。在基体中,在钻削区段中设置有相对钻头轴线径向内置的芯区域和径向外部区域。钻削区段在外部区域中具有多个螺旋形的凹部,并且在每两个螺旋形的凹部之间布置有壁部分。
[0003]
这种钻头由现有技术所公知。
[0004]
在这些钻头中存在的问题是,一方面在钻削时要获得大的进给以及获得对钻头的良好的引导的同时并且还要获得所要钻削的孔眼的例如在圆度、直径公差和/或所要钻削的孔眼的表面性能方面的高精度。因此,本发明所要解决的问题是,尤其是就这些要求改善此类属的钻头。
技术实现要素:
[0005]
根据本发明,该问题在开头所述类型的钻头中通过如下方式来解决,即,钻头、尤其是基体包括至少四个主切削刃,并且/或者钻头、尤其是基体包括至少三个中央切削刃区段。
[0006]
在特别有利的实施方式中设置的是,钻头、尤其是基体刚好包括四个主切削刃。
[0007]
在有利的实施方式中,钻头、尤其是基体刚好包括三个中央切削刃区段。
[0008]
在特别优选的实施方式中,钻头、尤其是基体包括至少四个中央切削刃区段,尤其是刚好四个中央切削刃区段。
[0009]
在此,本发明的其中一个优点在于,通过至少四个主切削刃和/或至少三个中央切削刃区段在钻削时分离出、尤其是切出较小的切屑,并且因此减少了切屑堵塞的风险并且改善了钻头的引导。
[0010]
根据本发明的解决方案的另外的优点在于,与传统的钻头相比,通过成切刃的中央切削刃区段和/或至少四个主切削刃能够提高在钻削时的进给。
[0011]
在此,尤其有利的是,中央切削刃区段代替了否则是常见的横刃。通常在传统的钻头中布置在其中央的横刃仅挤压待钻削的工件。由于横刃在工件中的摩擦而需要更高的切削压力,并且钻头的精确定心会受到该摩擦的破坏。由于中央切削刃区段和/或尤其是向内直到中央地构成切刃的至少四个主切削刃,使得钻头向内直到其中央地构成切刃,并且因此可以在切削压力较低的情况下提高进给,并且可以实现较高的定心精度。
[0012]
主切削刃基本相同地构造。如果在下面在没有对主切削刃进一步说明的情况下提及主切削刃的特征,则应理解为,至少一个主切削刃包括该特征,优选是所有的主切削刃均包括该特征。
[0013]
钻头沿相对钻头轴线的轴向方向延展直到端侧,该端侧关于在钻削时的进给方向布置在钻头的前方。
[0014]
尤其地,主切削刃沿端侧延伸,尤其是仅沿端侧延伸。
[0015]
尤其地,钻头关于主切削刃的位置和/或构造以围绕钻头轴线转动360
°
/n的方式旋转对称地构成,其中,n是主切削刃的数量。因此,具有四个主切削刃的钻头关于主切削刃的位置和/或构造以围绕钻头轴线转动90
°
的方式旋转对称地构成。
[0016]
尤其地,在主切削刃中设置的是,各自的前刀面和各自的后刀面朝向主切削刃延伸并且在主切削刃处以楔角彼此相遇。尤其地,楔角至多为110
°
,优选至多为90
°
,例如至多为80
°
。尤其地,楔角为至少60
°
。
[0017]
后刀面以后刀角向主切削刃延伸,其中,在后刀面的走向与垂直于钻头轴线延伸的几何参考平面之间测得后刀角。后刀角例如为至少1
°
,优选至少为3
°
。后刀角尤其是至多25
°
,优选至多15
°
。
[0018]
前刀面以前刀角向主切削刃延伸,其中,在前刀面的走向与既平行于钻头轴线的轴向方向又尤其是包含钻头轴线的几何参考平面之间测得前刀角。例如,前刀角在-10
°
至25
°
之间,其中,前刀角的负值与经铲磨的主切削刃相对应。
[0019]
在一个实施方式中设置的是,在至少一个主切削刃中,楔角和/或后刀角和/或前刀角沿主切削刃的延展部基本上是恒定的。
[0020]
然而,在优选的实施方式中设置的是,在一个主切削刃、尤其是一些主切削刃、优选在其中每个主切削刃中,沿着各自的主切削刃的延展部,楔角和/或前刀角和/或后刀角是变化的。尤其是在其中一个前面所提到的角度范围内变化。
[0021]
尤其设置的是,主切削刃分别包括不同的主切削刃区段,其中,各个主切削刃区段分别由前刀面和后刀面的部分面形成。
[0022]
有利的是,至少一个主切削刃、尤其是其中每个主切削刃包括在外部区域中延伸的主切削刃外区段。优选地,在此,各自的主切削刃的主切削刃外区段基本上相同地构成。
[0023]
优选设置的是,至少一个主切削刃外区段、尤其是其中每个主切削刃外区段在相对钻头轴线的径向方向上完全延伸过外部区域。
[0024]
例如,主切削刃外区段基本上直线地延伸过外部区域。
[0025]
但是优选的是,主切削刃外区段尤其是略微弧形地延伸过外部区域。
[0026]
特别有利的是,至少一个主切削刃、优选是每个主切削刃、尤其是其主切削刃外区段从基体的径向外侧径向向内延伸,并且尤其径向向内地延伸过外部区域。
[0027]
尤其设置的是,至少一个主切削刃、尤其是每个主切削刃至少区段式地沿其中一个壁部分的径向延展部延伸。
[0028]
优选地,主切削刃外区段完全沿着其中一个壁部分的径向延展部延伸。
[0029]
尤其地,在此,壁部分的限界了螺旋形的凹部的壁侧构成外前刀面,作为用于主切削刃外区段的前刀面的部分面。
[0030]
尤其地,主切削刃在其上延伸的壁侧关于在围绕钻头轴线钻削时的旋转方向靠前地布置在相应的壁部分上。
[0031]
在优选的实施方式中设置的是,主切削刃在主切削刃外区段的区域中被底切,使得前刀角在该区域中具有负值。
[0032]
特别有利的是,在至少一个主切削刃中,尤其是在其中每个主切削刃中,各自的壁端面的至少一个部分区域构成外后刀面,作为用于主切削刃外区段的后刀面的部分面。
[0033]
在优选的实施方式中设置的是,至少一个主切削刃、尤其是每个主切削刃包括在芯区域中延伸的主切削刃芯区段。
[0034]
尤其地,钻头在芯区域中包括芯部分。尤其地,壁部分沿芯部分的轴向延展部呈螺旋形地围绕该芯部分延伸。
[0035]
特别有利的是,芯部分在尖端端部区域中具有芯凹部,该尖端端部区域关于进给方向靠前地在钻头上延伸并且尤其包括端侧。
[0036]
尤其地,芯凹部朝端侧敞开并且径向向外敞开。
[0037]
尤其地,芯凹部以敞开角径向向外敞开。在此,尤其在芯凹部的基本上径向向外延伸的两个芯壁侧之间测得敞开角。
[0038]
尤其地,在具有至少四个主切削刃、尤其是恰好具有四个主切削刃的钻头中,至少一个芯凹部的、尤其是每个芯凹部的敞开角至多为55
°
,优选至多为45
°
,例如至多为40
°
。
[0039]
例如,在具有至少四个主切削刃、尤其是恰好具有四个主切削刃的钻头中,至少一个芯凹部的、尤其是每个芯凹部的敞开角至少为30
°
。
[0040]
优选地,芯凹部径向向外过渡成各自的螺旋形的凹部。
[0041]
在此有利的是,至少一个芯凹部与其中一个螺旋形的凹部构成修磨部。
[0042]
特别有利的是,其中每个芯凹部与其各自的螺旋形的凹部分别针对主切削刃构成修磨部。
[0043]
在优选的实施方式中设置的是,至少一个主切削刃芯区段、尤其是每个主切削刃芯区段,沿着基体在芯区域中的各自的芯凹部延伸,也就是尤其是沿着芯部分中的芯凹部延伸。
[0044]
尤其地,在每两个芯凹部之间基本上沿径向方向延伸有各自的芯壁部分。
[0045]
尤其地,每个芯壁部分基本上构成各自的壁部分在尖端端部区域中沿相对钻头轴线的径向方向的延续。
[0046]
优选地设置的是,至少一个主切削刃芯区段、尤其是每个主切削刃芯区段沿着各自的芯壁部分延伸。
[0047]
优选地,至少一个主切削刃、尤其是每个主切削刃连贯地穿过外部区域延伸进入到芯区域中。
[0048]
尤其设置的是,在至少一个主切削刃中,尤其是在每个主切削刃中,其主切削刃芯区段和其主切削刃外区段过渡成彼此。
[0049]
在一种实施方式中设置的是,在从主切削刃外区段过渡成主切削刃芯区段的过渡部中主切削刃具有拐点。
[0050]
然而,在优选的实施方式中设置的是,主切削刃芯区段和主切削刃外区段流畅地过渡成彼此,也就是尤其地,主切削刃在该过渡部中没有拐点。
[0051]
中央切削刃区段布置在钻头的中央区域中。
[0052]
尤其地,中央区域是芯区域的相对钻头轴线径向内置的区域。
[0053]
例如,芯凹部在相对钻头轴线的径向方向上延展直到中央区域,但不延展进入到该中央区域中。
[0054]
优选设置的是,基体、尤其是其芯部分在中央区域中实心地构成,也就是尤其是在中央区域不具有凹部。
[0055]
原则上,中央区段在钻头的端侧上延伸,尤其是仅在钻头的端侧上延伸。
[0056]
在优选的实施方式中设置的是,至少一个中央切削刃区段、尤其是每个中央切削刃区段相对钻头轴线径向向内延伸直至钻头的前尖端。例如,在此,至少一个中央区段、尤其是其中每个中央区段基本上径向向内延伸直至钻头轴线。
[0057]
因此,钻头在中央区域也具有切削的区段,这些区段尤其代替了常见的横刃,由此减小了钻头与待钻削的工件之间的摩擦,并且可以提高进给。
[0058]
例如,前尖端基本上呈金字塔形地构成,其中,中央切削刃区段尤其构成金字塔形状的棱边。由此改善了钻头的定心。
[0059]
尤其设置的是,在至少一个中央切削刃区段中、尤其是在每个中央切削刃区段中,基体的中央后刀面以中央后刀角延伸直至中央切削刃区段。在中央后刀面的走向与垂直于钻头轴线延伸的几何参考平面之间测得中央后刀角。
[0060]
优选地,中央后刀角优选为至少3
°
。
[0061]
例如,中央后刀角至多为25
°
,优选至多为15
°
。
[0062]
尤其设置的是,在至少一个中央切削刃区段中、优选是在其中每个中央切削刃区段中,基体的中央前刀面以中央前刀角延伸直至中央切削刃区段。在中央前刀面的走向与几何径向参考面之间测得中央前刀角。几何径向参考面平行于钻头轴线延伸,并且尤其地,几何径向参考面包含钻头轴线。
[0063]
尤其地,中央前刀角至少为-5
°
。在此,该角度至少为-5
°
的表述应被理解为该角度或者具有负值并且其绝对值小于或等于5
°
,或者中央前刀角为0
°
,或者中央前刀角具有正值。
[0064]
在此,中央前刀角的负值对应于中央切削刃区段关于几何径向参考面经受底切。
[0065]
在特别优选的实施方式中设置的是,中央前刀角至少为-1
°
,尤其是大于0
°
。
[0066]
例如,中央前刀角至多为20
°
,尤其至多为15
°
。
[0067]
优选地设置的是,中央切削刃区段尖锐地径向向内朝钻头轴线延伸。
[0068]
尤其设置的是,至少一个中央切削刃区段、尤其是其中每个中央切削刃区段以提升角朝向钻头轴线延伸。在此,在中央切削刃区段的走向与钻头轴线的径向方向之间测得提升角。
[0069]
例如,提升角至少为5
°
,优选至少为15
°
,特别优选至少为20
°
。
[0070]
尤其地,提升角至多为40
°
,例如至多为35
°
,优选至多为30
°
。
[0071]
在特别优选的实施方式中设置的是,至少一个主切削刃、尤其是其中每个主切削刃包括主切削刃中央区段。主切削刃中央区段在钻头的中央区域中延伸。
[0072]
因此,一个主切削刃或其中每个主切削刃向内直到中央区域中地构成切刃,由此改善了切屑的去除并且减小了钻头的摩擦。这能够实现在钻削时有更大的进给同时具有更高的精度。
[0073]
尤其设置的是,至少在主切削刃中,尤其是在每个主切削刃中,其主切削刃中央区段与其主切削刃芯区段连接和/或与其主切削刃外区段连接。这具有的优点是,使得主切削刃连贯地径向向内延伸直至中央区域中,并且因此在钻削时有效地去除切屑。
[0074]
在特别优选的实施方式中,其中至少一个主切削刃、尤其是其中每个主切削刃连贯地从钻头的外侧、尤其是基体的外侧径向向内延伸直至进入到中央区域中,并且例如基本上延伸直至钻头轴线。
[0075]
尤其设置的是,在主切削刃中,优选是在其中每个主切削刃中,其主切削刃中央区段过渡成其主切削刃芯区段。因此,主切削刃也在中央区域的径向外边缘区域中连贯构成切刃。
[0076]
在一些优选的实施方式中,主切削刃中央区段流畅地、也就是说没有拐点地过渡成主切削刃芯区段。
[0077]
在其他优选实施方式中,主切削刃在从其主切削刃中央区段过渡成其主切削刃芯区段的过渡部中具有拐点。
[0078]
特别有利的是,至少一个主切削刃中央区段、尤其是其中每个主切削刃中央区段由具有上述其中一个或多个特征的中央切削刃区段构成。
[0079]
在一些优选的实施方式中,其中每个中央切削刃区段分别构成主切削刃中央区段。因此,在该实施例中,钻头恰好包括与主切削刃一样多的中央切削刃区段。在特别优选的实施方式中,钻头包括四个主切削刃和四个中央切削刃区段,其中,四个中央切削刃区段构成四个主切削刃中央区段。
[0080]
在其他优选实施方式中,钻头包括比主切削刃更多的中央切削刃区段。
[0081]
例如,在也构成其中一个主切削刃的主切削刃中央区段的中央切削刃区段中的每两个中央切削刃区段之间布置有各一个未配属给任何主切削刃的中央切削刃区段。
[0082]
在特别优选的实施方式中,钻头包括两个主切削刃和四个中央切削刃区段,其中,其中两个中央切削刃区段分别构成主切削刃中央区段。在此优选设置的是,基于围绕钻头轴线的环绕方向地,在构成主切削刃中央区段的两个中央区段之间分别布置有未构成主切削刃中央区段的中央切削刃区段。
[0083]
在优选的实施形式中设置的是,至少一个壁部分、尤其是每个壁部分具有副切削刃。由此,尤其改善了在钻孔时精度。
[0084]
尤其设置的是,至少一个副切削刃或其中每个副切削刃在各自的壁部分的外侧上延伸。
[0085]
尤其地,一个副切削刃或多个副切削刃基本上沿着各自的壁部分的螺旋形的形状延伸。
[0086]
例如设置的是,在钻削区段中,基体的半径的至少15%、优选至少25%、特别优选至少30%、例如至少35%延伸过芯区域。因此,由于芯体较厚而提供了比迄今常见更稳定的钻头。
[0087]
例如,在钻削区段中,基体的半径的至多45%、尤其是至多40%延伸过芯区域。
[0088]
尤其地,芯区域的半径的至少15%、优选至少25%、例如至少30%延伸过芯区域的中央区域。
[0089]
尤其设置的是,芯区域的半径的至多50%、尤其至多40%延伸过芯区域的中央区域。
[0090]
尤其地,在具有至少四个主切削刃、尤其是恰好具有四个主切削刃的钻头中,其中至少一个螺旋形的凹部、尤其是其中每个螺旋形的凹部在垂直于钻头轴线延伸的横截面中
延伸过由该螺旋形的凹部限界的角度范围,该角度范围具有至少40
°
的敞开角和/或至多60
°
的敞开角。
[0091]
尤其设置的是,在具有至少四个主切削刃、尤其是恰好具有四个主切削刃的钻头中,其中至少一个壁部分、尤其是每个壁部分在垂直于钻头轴线的横截面中延伸过一个角度范围,其中,该角度范围具有至少30
°
和/或至多50
°
的敞开角。
[0092]
在特别优选的实施方式中,基体至少在钻削区段中和/或例如在紧固区域中被涂覆,并且更确切地说尤其是涂覆有使基体变硬的层。因此,能够使基体更稳定并且钻头的使用寿命更长。
[0093]
尤其设置的是,基体在钻削区段的区域中与进给方向相反地逐渐变细。
[0094]
尤其设置的是,基体具有紧固区段。
[0095]
尤其地,紧固区段沿相对钻头轴线的轴向方向延展,并且更确切地说从与端侧相背的后侧开始延展。例如,紧固区段基本上延展直到钻削区段。
[0096]
紧固区段尤其被设置成用于置入钻削机器中。因此,钻头可以在紧固区段上被紧固在钻削机器上,并且钻削机器可以将围绕钻头轴线的旋转运动传递到钻头上以进行钻削。
[0097]
在特别优选的实施方式中设置的是,基体在紧固区段的区域中具有的半径大于在钻削区段中的半径。因此,尤其地,使得钻头由于在紧固区段上的较大的面积而能够更牢固地紧固到钻削机器上,并且可以将更大的转矩传递到钻头上,并且可以提高在钻削时的进给。
[0098]
特别优选的是,钻头具备带有一个冷却通道或多个冷却通道的冷却装置。
[0099]
在此,通过一个冷却通道或多个冷却通道可以将冷却液运输向孔眼。钻头通过冷却液来冷却,由此可以提高进给。
[0100]
在优选的实施方式中设置的是,至少一个冷却通道至少区段式地延伸穿过其中一个壁部分。例如,有冷却通道至少区段式地穿过至少两个壁部分,尤其是穿过其中每个壁部分。
[0101]
尤其设置的是,至少区段式地延伸穿过壁部分的冷却通道在钻头的端侧处利用开口从壁部分溢出,因此,冷却液直接被运送到钻头尖端处,并直接冷却主切削刃。
[0102]
例如在此,在钻头尖端上溢出的冷却液通过螺旋形的凹部逆着进给方向被压回,从而使切屑也更好地被运输走。
[0103]
在特别优选的实施方式中设置的是,至少一个冷却通道、尤其是每个延伸穿过壁部分的冷却通道至少近似地沿着壁部分的整个螺旋形的延展部延伸。因此实现了,即使在对钻头进行再研磨时冷却通道的开口也分别布置在壁部分的壁端面上。
[0104]
在另一有利的实施方式中设置的是,延伸穿过壁部分的冷却通道径向向内延伸通向中央通道。这能够实现结构上简单的解决方案。
[0105]
在另外的优选的实施方式中设置的是,至少一个冷却通道例如作为槽在紧固区段的外侧上延伸。这能够实现钻头以结构上简单的方式设有至少一个冷却通道。
附图说明
[0106]
钻头的另外的优点和优选的特征是以下描述和一些实施例的图形表示的主题。
[0107]
其中:
[0108]
图1:示出根据第一实施例的具有四个主切削刃的钻头的侧视图;
[0109]
图2:示出根据第一实施例的钻头的透视图;
[0110]
图3:示出从第一实施例的钻头的端侧看的透视图;
[0111]
图4:示出第一实施例的钻头的钻头尖端的透视图;
[0112]
图5:示出根据第一实施例的钻头的钻头尖端的一侧的透视图;
[0113]
图6:示出第一实施例的钻头的钻头尖端的俯视图;
[0114]
图7:示出根据图6的图示的截段地放大的图示;
[0115]
图8:示出第一实施例的钻头的具有中央切削刃区段的前尖端的透视图,其中,该前尖端沿着基本上垂直于中央切削刃区段延伸的剖面被剖开;
[0116]
图9:示出根据图8的截图,其中绘出了角度;
[0117]
图10:示出类似于图8的图示,其中,该截面延伸穿过两个中央切削刃区段;
[0118]
图11:示出第一实施例的钻头的钻头尖端在主切削刃的区域被放大的透视图;
[0119]
图12:示出根据第二实施例的具有两个主切削刃和四个中央切削刃区段的钻头的钻头尖端的类似于图6的俯视图;
[0120]
图13:示出图12的截段地放大的图示;
[0121]
图14:示出根据第三实施例的在壁部分中具有冷却通道的钻头的钻头尖端的类似于图6的俯视图;
[0122]
图15:示出穿过根据第三实施例的钻头的变型方案相对钻头轴线轴向延伸的截面;
[0123]
图16:示出根据第四实施例的在钻头的紧固区段中具有槽的钻头的示意性的侧视图;并且
[0124]
图17:示出穿过第四实施例的钻头的紧固区段的且垂直于钻头轴线延伸的示意性的横截面。
具体实施方式
[0125]
在整体以10标记的钻头的第一实施例中,其在图1至11中示例性地示出,该钻头包括基体12,该基体沿相对钻头轴线14的轴向方向基本上细长地延展。
[0126]
在下文中,除非给出不同的说明,否则与轴线有关的诸如“轴向”、“径向”的定向、取向、位置等说明将理解为相对钻头轴线14而言。
[0127]
尤其地,基体12在轴向方向上至少区段式地基本上呈柱体形地延展。
[0128]
钻头轴线14在轴向方向上基本上沿进给方向16的方向延伸,其中,在钻削时,钻头10沿定向的进给方向16的方向运动进入到待钻削的工件中。
[0129]
钻头轴线14基本上相应于钻头10在钻削时沿旋转方向18转动时所围绕的旋转轴线。
[0130]
尤其地,基体12包括如下所述的不同的区段和部分,但是被一体式地构成。
[0131]
基体12包括紧固区段22和钻削区段24。在此,紧固区段22尤其被设置成用于将钻头10紧固在钻削机器上,并且钻削区段24尤其包括钻头10的切削部分26,并且被设置成用于钻削到待钻削的工件、尤其是金属工件中。
[0132]
紧固区段22和钻削区段24是基体12的沿钻头轴线14纵向延展的轴向区段。尤其地,设置有基体12的过渡区域28,钻削区段24在该过渡区域28中过渡成紧固区段22。
[0133]
尤其地,紧固区段22从基体12的后侧52沿轴向方向延展直到过渡区域28中。
[0134]
紧固区段22具有外侧54,在该实施例中,该外侧基本上与钻头轴线14同轴地延伸。
[0135]
外侧54基本上以半径56与钻头轴线14间隔开地围绕该钻头轴线延伸,并且在该实施例中,半径56沿着紧固区段22的轴向延展大致是恒定的。
[0136]
尤其地,在该实施例中,紧固区段22基本上构造为柱体形的杆。
[0137]
在该实施例的变型方案中,紧固区段22基本上构造成锥形杆。
[0138]
钻削区段24细长地相对钻头轴线14轴向地延展并且沿着进给方向16的方向延伸直至基体12的端侧72。
[0139]
尤其地,钻削区段24从端侧72延展直至过渡区域28。
[0140]
端侧72在轴向方向上是基体12的端部侧。
[0141]
在正常钻削的情况下,端侧72相对于进给方向16是基体12的前侧,并且作为基体12的第一部分侵入到待钻削的工件中。
[0142]
在端侧72上,钻削区段24在尖端端部区域74中构成钻头尖端76,沿钻削区段24的继续的轴向延展部地与该钻头尖端联接有钻削主区段78。
[0143]
钻削主区段78在钻削区段84的尖端端部区域74与连接端部区域82之间轴向延展,在连接端部区域处钻削区段24过渡成基体12的下一轴向区段,尤其是在过渡区域28中过渡成紧固区段22。
[0144]
钻削区段24具有半径86,该半径尤其在钻削主区段78中测得。
[0145]
优选地,紧固区段22的半径56大于钻削区段24的半径86。因此,基体12的半径例如在过渡区域28中增大。
[0146]
例如,在过渡区域28中设置有台阶92。
[0147]
在钻削区段24中,钻头10具有芯部分112和四个壁部分114i、114ii、114iii、114iv(统称为壁部分114)和四个螺旋形的凹部116i、116ii、116iii、116iv(统称为螺旋形的凹部116)(图2、3)。
[0148]
在下文中,对基本上构造相同的并且至少基本满足相同功能的元件进行共同描述并占用共同的附图标记,例如壁部分114和螺旋形的凹部116。一旦引用恰好一个这样的基本上构造相同并且具有基本相同的功能的元件或描述恰好一个这样的元件,就将表示该元件的罗马数字精确地赋予给共同的附图标记。
[0149]
芯部分112和壁部分114一体式构成基体12的一部分,并且螺旋形的凹部116是在该基体12中的凹部。
[0150]
芯部分112基本上沿钻削区段24的整个轴向延展部并且更确切地说在该钻削区段的芯区域122中与钻头轴线14同轴地延展。
[0151]
三维的芯区域122与钻头轴线14同轴地延伸。尤其地,芯区域122被设计成相对钻头轴线14旋转对称,并且例如呈柱体形地构造有圆形的基面。基体12在芯区域122中基本上实心地构成并且构成芯部分112。
[0152]
外部区域124沿围绕钻头轴线14的环绕方向在芯区域122的径向外部围绕该芯区域延伸,并且外部区域124在轴向方向上基本上与钻头轴线14和芯区域122同轴地延伸。
[0153]
尤其地,芯区域122利用径向外侧在外侧区域124的径向内侧上接触外部区域124。例如,芯区域122和外部区域124在相当于与钻头轴线14的径向间距的芯半径126中接触。
[0154]
在外部区域124中布置有壁部分114。
[0155]
壁部分114与芯部分112连接,并且在从外部区域124到芯区域122的过渡部中,壁部分114过渡成芯部分112。
[0156]
钻削区段24的半径86尤其相当于壁部分114的外侧132与钻头轴线14的径向距离。
[0157]
壁部分114沿着芯部分112的轴向延展部在外部区域124中的钻削主区段78中螺旋形地围绕芯部分112延伸,直到至少部分地进入到尖端部区域74中。
[0158]
例如,壁部分的螺旋角在10
°
和60
°
之间的范围内,其中,该螺旋角说明了螺旋形的凹部116的螺旋形状的导程。
[0159]
壁部分114终止于端侧72并且在该端侧那里的端部上构成壁端面136。
[0160]
壁端面136在尖端端部区域74中延伸。尤其地,壁端面136从外侧132开始随着径向越来越向内延展而沿进给方向16的方向略微上升。
[0161]
壁部分114沿着其螺旋形的走向分别构成两个壁侧138。
[0162]
壁侧138一方面从外侧132开始径向向内延伸,并且另一方面沿各自的壁部分138的螺旋形的延展部延伸。
[0163]
在每两个螺旋形的凹部116之间布置有一个壁部分114,例如,壁部分114i布置在螺旋形的凹部116iv和116i之间。
[0164]
螺旋形的凹部116在外部区域124中延伸并且与壁部分114的螺旋形的走向相应。尤其地,螺旋形的凹部116径向地延展直到芯区域122,但是没有进入到芯区域122中。
[0165]
尤其地,因此,芯部分112的至少一小部分在径向方向上界定了螺旋形的凹部116。除此之外,壁部分114以其壁侧138界定了螺旋形的凹部116,其中,各有两个壁部分114基本上在围绕钻头轴线14的环绕方向上分别界定一个螺旋形的凹部116。因此,例如,螺旋形的凹部116ii由壁部分114ii和114iii界定。
[0166]
螺旋形的凹部116径向向外敞开。
[0167]
尤其地,基本上分别有各一个壁部分114和螺旋形的凹部116在各一个从钻头轴线14出发的象限中延伸过垂直于钻头轴线14延伸的横截面。
[0168]
例如,壁部分114通过从钻头轴线出发的例如在40
°
至60
°
之间的角度范围139延伸过垂直于钻头轴线14延伸的横截面。
[0169]
尤其地,螺旋形的凹部116在从钻头轴线14出发的例如在30
°
和50
°
之间的角度范围141延伸过垂直于钻头轴线14延伸的横截面。
[0170]
角度范围139和141尤其涉及壁部分114或螺旋形的凹部116在围绕钻头轴线14的环绕方向上沿基体12的外侧的延展部。
[0171]
螺旋形的凹部116形成排屑槽,在钻削时从钻头尖端76产生的切屑可以通过排屑槽去除或可以被去除。
[0172]
优选设置的是,壁部分114在其各自的外侧132上分别具有引导倒角142,其中,各自的引导倒角142优选布置在外侧132的从尖端端部区域74出发的端部区段中。
[0173]
在实施例的变型方案中设置的是,壁部分114分别具有副切削刃144。
[0174]
尤其地,副切削刃144基本上呈螺旋形地至少沿着壁部分114的螺旋形的延展部的
一个区段延伸。
[0175]
尤其地,副切削刃144在外侧132上延伸,并且更确切地说在外侧132的沿着螺旋形的凹部116延伸的、关于旋转方向位于前部的端部上。
[0176]
尤其设置的是,钻削区段24在与进给方向16相反的方向上逐渐变细,也就是尤其是从尖端端部区域74向连接端部区域82逐渐变细。例如,逐渐变细部设置在0.1mm至1mm到100mm的轴向延展部的范围内,尤其是设置在至少约0.5mm到100mm的轴向延展部范围内。
[0177]
在该实施例中,在尖端端部区域74中设置有四个芯壁部分152i、152ii、152iii和152iv。芯壁部分152在芯区域122中延展(图3和4)。
[0178]
尤其地,芯壁部分152分别构成各自的壁部分114进入到芯区域122中的优选连续的延续。
[0179]
尤其地,芯壁部分152由芯部分112成形出。
[0180]
芯壁部分152终止于端侧72并构成各自的芯壁端面154。芯壁端面54随着径向越来越向内延展尤其沿进给方向的方向提升地延伸。
[0181]
芯部分112在尖端端部区域74中具有四个芯凹部156i、156ii、156iii、156iv。芯凹部156在轴向方向上尤其并不延展进入到钻削主区段78中。
[0182]
在各两个沿围绕钻头轴线14的环绕方向相邻的芯凹部156之间分别延伸有芯壁部分152。芯壁部分152基本上在相对钻头轴线14的径向方向上延伸,并且关于其径向延展部在每一侧上利用各一个芯壁侧158分别界定了芯凹部156。
[0183]
因此,例如,芯壁部分152i关于围绕钻头轴线14的环绕方向布置在芯凹部156iv和156i之间。在两个芯凹部156iv和156i之间,芯壁部分152i尤其是从壁部分114i开始径向向内地延展进入到芯区域122中,并且利用其与该径向延展有关的侧一方面部分地界定了芯凹部156iv和芯凹部156i。
[0184]
芯凹部156朝着端侧敞开,即沿进给方向16的方向敞开,并且在围绕钻头轴线14的环绕方向上分别被芯壁部分152界定。
[0185]
在相对钻头轴线14的径向方向上,芯凹部156过渡成相应的螺旋形的凹部116。例如,芯凹部156i在径向方向上向外过渡成螺旋形的凹部116i。
[0186]
尤其地,各自的芯壁侧158过渡成相应的壁侧118,更确切地说过渡成该壁侧的修磨面160,该修磨面在壁端面54与壁侧118的界定螺旋形的凹部116并且相应于该螺旋形的凹部延伸的壁面之间延伸。
[0187]
芯凹部156分别沿径向方向,尤其是从各自的螺旋形的凹部116开始,直至各自的芯凹部端部区域162地延展进入到芯部分112中。
[0188]
尤其地,芯凹部156从各自的螺旋形的凹部116开始随着径向越来越向内延伸逐渐变细。在此,界定了相应的芯凹部156的两个芯壁侧158随着径向越来越向内延展朝向彼此延伸并在芯凹部端部区域162中相遇。
[0189]
尤其地,两个芯壁侧158基本上以敞开角159朝向彼此延伸。例如,敞开角159至少约为35
°
。
[0190]
尤其地,芯凹部156和螺旋形的凹部116例如通过修磨面160在尖端端部区域74中构成用于钻头尖端76的各自的修磨部。
[0191]
芯部分112具有中央区段162,该中央区段在中央区域166中延展。
[0192]
中央区域166关于相对钻头轴线14的径向方向在芯区域122中在中央延伸。
[0193]
尤其地,中央区域166是芯区域122的径向内置的区域。
[0194]
尤其地,芯区域122中的中央区域166与该芯区域和钻头轴线14同轴地延伸。
[0195]
中央区段162是芯部分112的相对钻头轴线14径向内置的区段。
[0196]
钻头轴线14延伸穿过中央区段162,并且该钻头轴线基本上与该中央区段同轴地延伸。
[0197]
中央区段162尤其是在尖端端部区域74中实心地构成,即例如没有凹部。
[0198]
中央区段162轴向延展直至端侧72,并且在那里构成靠前的前区段172。因此,关于进给方向16,中央区段162构成钻头10的并且尤其是钻头尖端76的最靠前布置的区段。
[0199]
尤其地,中央区段162在前区段172中被构造为前尖端176。
[0200]
前区段172的关于进给方向16靠前的端部、尤其是前尖端176通过中央区段162的前面178构成。
[0201]
尤其地,前尖端176基本上呈金字塔形地构成,其中,前面178基本上形成金字塔形的前尖端176的周侧面。特别有利的是,前面在此具有如下所述的磨削部。
[0202]
优选地,前面178相对钻头轴线14朝向彼此尖锐地延伸。
[0203]
尤其设置的是,前面178以其径向延伸的延展部在中央区域166的径向外边缘处过渡成、尤其是连续地过渡成各自的芯壁端面154。例如,前面178ii过渡成芯壁端面154ii。
[0204]
在该实施例中,钻头10包括四个中央切削刃区段210i、210ii、210iii、210iv(图5~10)。
[0205]
中央切削刃区段210在中央区域166中延伸,尤其是延伸直至前尖端176。
[0206]
尤其地,中央切削刃区段210基本上从钻头轴线14开始至少大致沿径向方向向外延伸,例如直至中央区域166的边缘。
[0207]
尤其地,中央切削刃区段210延展不超过中央区域166。
[0208]
尤其地,中央切削刃区段210与分别相邻的中央切削刃区段210至少大致以相同的角度朝向钻头轴线14延伸。
[0209]
尤其地,中央切削刃区段210朝向钻头轴线14径向向内延展,并且沿着该径向延展部倾斜于钻头轴线14的径向方向地延伸,其中,中央切削刃区段210的走向与径向方向包夹成提升角a(图9)。
[0210]
中央切削刃区段210分别通过中央前刀面212和中央后刀面214形成。中央前刀面212和中央后刀面214在中央切削刃区段210处以中央楔角zk交汇。
[0211]
在此,中央前刀面212关于钻头10围绕钻头轴线14的旋转在旋转方向18上布置在中央后刀面214的前方。
[0212]
在此,中央楔角zk以及中央前刀面212的和中央后刀面214的交汇部是以如下方式构成的,即,使得各自的中央切削刃区段210构成切刃。
[0213]
中央后刀面214以中央后刀角zf朝向中央切削刃区段210延伸,其中,在中央后刀面214的走向与垂直于钻头轴线14延伸的几何参考面之间测得中央后刀角zf(图9)。尤其地,中央后刀角zf尤其在1
°
和20
°
之间。
[0214]
中央前刀面212以中央前刀角zs朝向中央切削刃区段210延伸,其中,在中央前刀面212的走向与几何径向参考面之间测得中央前刀角zs。几何径向参考面从钻头轴线14开
始沿其径向方向延伸,从而使得径向参考面因此通过相对钻头轴线14的轴向方向和径向方向展开,并且包含钻头轴线14。
[0215]
尤其地,中央前刀角zs在-5
°
和25
°
之间。在此,中央前刀角的负值相应于经铲磨的中央切削刃区段210,从而因此在中央前刀面212的区域中发生底切。
[0216]
因此尤其设置的是,当中央切削刃区段210被底切时,中央前刀角设有在0
°
至5
°
之间的绝对值,或者设置有非铲磨的中央切削刃区段210,其中,于是中央前刀角zs例如具有在0
°
至20
°
之间的绝对值。
[0217]
中央前刀面212和中央后刀面214尤其由中央区段162的前面178构成,尤其被磨削而成。
[0218]
在此,各一个前面178分别在两个中央切削刃区段210之间延伸,并且在针对一个中央切削刃区段210的一侧上构成中央前刀面212,而在针对另一中央切削刃区段210的另一侧上构成中央后刀面214。因此,例如,在中央切削刃区段210i和210ii之间延伸的并尤其过渡成芯壁端面154ii的前面178ii在中央切削刃区段210i的侧上构成其中央前刀面212i,而在中央切削刃区段210ii的侧上构成其中央后刀面214ii(图10)。
[0219]
因此,前面178被略微弧形地构成,以便因此在相应的侧上以相应的中央后刀角或中央前刀角朝向各自的中央切削刃区段210逐渐收尾。
[0220]
在该实施例中,钻头10在钻头尖端76上具有四个主切削刃300i、300ii、300iii、300iv(图5~11)。
[0221]
主切削刃300尤其仅在钻头10的端侧72上延伸。
[0222]
尤其地,主切削刃300具有数个单独的区段,更确切地说在该实施例中,主切削刃300分别包括主切削刃外区段302、主切削刃芯区段304和主切削刃中央区段306。
[0223]
主切削刃300分别由前刀面312和后刀面314的交汇部形成。尤其地,前刀面312和后刀面314分别具有数个单独的部分面,这将在下面详细阐述。
[0224]
各自的主切削刃300的前刀面312和后刀面314在主切削刃300上以楔角k交汇,并且因此构成主切削刃300的切削刃。
[0225]
尤其设置的是,沿着主切削刃300的延展部,楔角k是变化的。
[0226]
在此,前刀面312以前刀角s向主切削刃300延伸。在前刀面312的走向与平行于钻头轴线14延伸的、例如包括该钻头轴线的相应的几何径向参考平面之间测得前刀角s。例如,前刀角s在-5
°
和20
°
之间的范围内,其中,前刀角s的负角度对应于经铲磨的主切削刃300。
[0227]
尤其设置的是,沿主切削刃300的延展部,前刀角s是变化的。
[0228]
后刀面314以后刀角f朝向主切削刃300延伸。在相应的垂直于钻头轴线14延伸的几何参考平面与后刀面314的走向之间测得后刀角f。例如,后刀角f在1
°
和20
°
之间的范围内。尤其设置的是,沿主切削刃300的延展部,后刀角f是变化的。
[0229]
楔角k、前刀角s和后刀角f是在钻头切削刃中普遍限定的角度,并且在图中未绘制示出。
[0230]
主切削刃外区段302延伸过外部区域124,更确切地说优选完全延伸过该外部区域。
[0231]
主切削刃外区段302沿着相应的壁部分114延展。例如,主切削刃300i的主切削刃
外区段302i沿着壁部分114i延展。
[0232]
在此,主切削刃外区段302沿着壁部分114的棱边延伸,该棱边由壁端面136和壁侧118形成,尤其由它们的表面形成。壁部分114的同时构成主切削刃外区段302的壁侧118是壁部分114的关于旋转方向18靠前地布置在壁部分114上的那个壁侧118。
[0233]
尤其地,主切削刃外区段302从壁部分114的外侧132径向向内延展过外部区域124。
[0234]
壁侧118的表面构成外前刀面322,作为用于主切削刃外区段302的前刀面312的部分面。
[0235]
壁端面136构成外后刀面324,作为用于主切削刃外区段302的后刀面314的部分面。
[0236]
优选设置的是,主切削刃外区段302是经铲磨的,即在主切削刃外区段302的区域中的前刀角s具有负值。
[0237]
主切削刃芯区段304延伸过芯区域122,并且尤其完全延伸过该芯区域。
[0238]
尤其地,主切削刃芯区段304与主切削刃外区段302联接,并且因此主切削刃300从外部区域124连贯地延伸进入到芯区域122中。
[0239]
主切削刃芯区段304沿着相应的芯壁部分152的延展部延伸。例如,主切削刃300i的主切削刃芯区段304i沿芯壁部分152i延伸。
[0240]
主切削刃芯区段304在芯壁部分152的棱边上构成。该棱边由芯壁端面154和芯壁侧158的交汇的表面构成。在此,芯壁部分152的构成主切削刃芯区段304的芯壁侧158是关于旋转方向18靠前地布置在芯壁部分152上的那个芯壁侧158。
[0241]
在此,芯壁侧158的表面构成芯前刀面342,作为用于主切削刃芯区段304的前刀面312的部分面。
[0242]
芯前刀面342相对主切削刃芯区段304以芯前刀角ks延伸。在该实施例中设置的是,主切削刃芯区段304没有被底切并且因此芯前刀角ks具有正值。然而,在实施例的变型方案中设置的是,主切削刃300在主切削刃芯区段304的区域中至少部分被底切,并且因此芯前刀角ks至少区段式地具有负值。
[0243]
在磨削芯前刀面342时有帮助的是,将其向内磨削到相应的芯凹部156的轴向底部中,从而在那里构成凹穴352。在此,芯凹部156在凹穴352中具有轴向切口,芯前刀面342在该切口一侧上延展。在该凹穴352的另一侧上,其表面沿轴向方向略微提升,并且然后过渡成芯壁侧158,在其他情况下该芯壁侧基本上平滑地延展。
[0244]
通过磨削出凹穴352可以实现的是,让主切削刃300在壁部分114与芯壁部分152之间的过渡部处连续地在没有拐点的情况下延伸。
[0245]
主切削刃芯区段304尤其径向向内地在芯区域122中延伸,并且延伸直至达中央区域166,并且在那里优选过渡成主切削刃中央区段306。
[0246]
主切削刃中央区段306在中央区域166中延伸。尤其地,主切削刃中央区段306径向地延伸过中央区域166直至前尖端176,并且因此基本上延伸直至钻头轴线14。
[0247]
在此,针对各自的主切削刃中央区段306的前面178的部分区域构成各自的主切削刃中央前刀面362,作为用于在中央区域166中的主切削刃300的前刀面312的部分面。
[0248]
此外,用于各自的主切削刃中央区段306的前面178的部分区域构成用于各自的主
切削刃中央后刀面364,作为用于在中央区域166中的主切削刃300的后刀面314的部分面。
[0249]
在此,各自的主切削刃中央前刀面362以相对主切削刃中央区段306的中央前刀角zs延伸。
[0250]
主切削刃中央后刀面364以相对主切削刃中央区段306的中央后刀角zf延伸。
[0251]
在该实施例中,主切削刃中央区段306由中央切削刃区段210构成。例如,中央切削刃区段210i相当于主切削刃中央区段306i。
[0252]
在此,中央切削刃区段210的中央前刀面212相当于主切削刃中央区段306的主切削刃中央前刀面362,而中央切削刃区段210的中央后刀面214相当于主切削刃中央区段306的主切削刃中央后刀面364。各自的中央前刀角和中央后刀角也彼此相应。
[0253]
为了避免重复,关于主切削刃中央区段306的描述相应地完全参考关于中央切削刃区段210的阐述。
[0254]
在图12和13中示例性地示出的钻头10a的第二实施例中,那些满足至少基本相同的功能和/或基本上与在第一实施例中的相应的元件和特征相同构成的元件和特征设有相同的附图标记,并且关于其描述,完全参考与第一实施例有关联的陈述。就描述具有至少基本相同的功能和/或基本上相同构成的元件或特征的替选设计方案方面,将表征替选设计方案的字母“a”附加到相同的附图标记,并且如果下面的那些元件和特征没有更详细地描述,则关于对其的描述参考与第一实施例有关联的陈述。
[0255]
与第一实施例不同地,第二实施例的钻头10a具有两个主切削刃300ia和300iia。
[0256]
相应地,钻头10a包括两个壁部分114ia和114iia以及两个螺旋形的凹部116ia和116iia,它们构成相应的切屑槽。
[0257]
相应地,壁部分114a在围绕钻头轴线14的环绕方向上比第一实施例的壁部分114更厚地构成。
[0258]
相应地,与第一实施例的螺旋形的凹部116不同地,这些螺旋形的凹部116a也在围绕钻头轴线14的环绕方向上更宽阔地构成。
[0259]
螺旋形的凹部116a和壁部分114a也在围绕芯部分112a的外部区域124中螺旋形地延伸,该芯部分布置在芯区域122中。
[0260]
相反地,钻头10a相应地也仅具有两个芯凹部156ia和156iia,它们布置在两个芯部壁部分152ia和152iia之间并且被它们界定。
[0261]
各自的芯凹部156a相应于相应的螺旋形的凹部116a地径向向外敞开。
[0262]
芯壁部分152a以其径向延展部向外过渡成壁部分114a。
[0263]
此外,钻头10a在中央区域166中包括中央区段162a。
[0264]
如在第一实施例中地,钻头10a在中央区段162a的前区段172中具有四个中央切削刃区段210i、210ii、210iii、210iv和尤其是前尖端156。
[0265]
在中央切削刃区段210之间,四个前面178i、178ii、178iii、178iv也相应地延伸,如在第一实施例中那样,这些前面构成用于中央切削刃区段210的中央前刀面212和中央后刀面214。
[0266]
与第一实施例不同地,只有两个前面178、例如前面178i和178iii尤其流畅地过渡成各自的芯壁端面154,例如过渡成芯壁端面154i或154iii。另两个前面178、例如前面178ii和178iv与各自的修磨面160邻接,并且尤其是与中间面392邻接,其中,尤其是在其边
界处设置有棱边。
[0267]
中间面392从在中央区域166到芯区域122的过渡部径向向外延伸到外部区域124,尤其是延伸过该外部区域直到外侧132,并且在一方面的各自的芯壁面154和壁端面136与另一方面的修磨面160之间延伸。
[0268]
在变型方案中,两个前面178分别过渡成芯壁端面154。因此,例如,前面178i和178iv过渡成芯壁端面154ia。
[0269]
尤其地,两个主切削刃300a也具有不同的区段,尤其是主切削刃外区段302a、主切削刃芯区段304a和主切削刃中央区段306a。
[0270]
尤其地,在此,两个主切削刃中央区段306ia和306iia分别由中央切削刃区段210构成。在该实施例中,主切削刃中央区段306ia由中央切削刃区段210i构成,并且主切削刃中央区段306iia由中央切削刃区段210iii构成。
[0271]
然而,另外两个中央切削刃区段210ii和210iv没有构成主切削刃中央区段306。
[0272]
在此,形成主切削刃中央区段306的两个中央切削刃区段210、即例如中央切削刃区段210i和210iii分别布置在两个不构成主切削刃中央区段306的中央切削刃区段210之间,即例如布置在中央切削刃区段210ii和210iv之间。
[0273]
因此,在围绕钻头轴线14的环绕方向上,构成主切削刃中央区段306的中央切削刃区段210和不构成主切削刃中央区段306的中央切削刃区段210彼此交替地前后相继布置。
[0274]
尤其地,这个具有两个主切削刃300a的钻头10a基本上以围绕钻头轴线14转动180
°
的方式旋转对称地构成,其中,在中央区域166中具有四个中央切削刃区段210的构造也以围绕钻头轴线14转动90
°
的方式旋转对称地构成。
[0275]
尤其地,在第二实施例中,具有前尖端176的中央区段162基本上以围绕钻头轴线14转动90
°
的方式旋转对称地构成。
[0276]
此外,所有另外的特征和元件至少基本与第一实施例中相同,从而完整地参考与该实施例有关联的陈述。
[0277]
在图14至17中示例性地示出的第三和第四实施例及其变型方案中,至少基本与第一或第二实施例中的功能相同或至少基本相同构成的那些元件和特征设有与在前面的实施例中相同的附图标记,并且关于其描述完全参考与这些实施例相关联的前面陈述。在替选设计方案中,将标识该实施例的字母附加到相同的附图标记。
[0278]
在第三实施例的钻头10c中,在壁部分114c中设置有通道412。
[0279]
尤其地,在其中每个壁部分114c中均设置有通道412。
[0280]
在实施例的变型方案中,仅在其中一些壁部分114c中设置有通道412。
[0281]
例如,在四个壁部分114c中的两个中布置有通道412,其中,具有通道412的壁部分114c和不具有通道412的壁部分114c关于围绕钻头轴线14的环绕方向分别交替地前后相继布置。
[0282]
尽管在附图示出具有四个壁部分114c和四个主切削刃300的钻头10c,但是该描述也适用于具有不同数量的壁部分和主切削刃的钻头,例如相应地具有三个壁部分114c和三个主切削刃300或具有两个壁部分114c和两个主切削刃300。
[0283]
在端侧72上,壁部分114c尤其是在壁端面136上具有通道412的开口416。
[0284]
通道412从开口416出发至少在沿进给方向16靠前的区域中穿透过壁部分114c。
[0285]
例如,通道412径向向内地朝钻头轴线14的方向延伸,并且在那里与其他通道412一起通到中央通道422中。
[0286]
中央通道422轴向地延伸穿过钻削区段24c,尤其是直至紧固区段22。
[0287]
尤其地,中央通道422仅在钻削主区段78c中延展,从而使得尖端端部区域74中的中央区段162c也在围绕钻头轴线14径向向内而置的区域中实心地构成。
[0288]
尤其地,除了中央通道422之外,钻削主区段78c也实心地构成,并且尤其地,螺旋形的凹部116也仅在外部区域124中延展。
[0289]
中央通道422进一步延展穿过基体12c直到另外的开口,该开口未在图中示出。
[0290]
在实施例的变型方案中,通道412像壁部分114c一样随着其螺旋形的延展部呈螺旋形延伸。因此,在该变型方案中,通道412沿着壁部分114c的螺旋形的延伸部延伸穿过该壁部分。例如,在该变型方案中,在紧固区段22中或在紧固区段22与钻削区段24c之间的过渡区域中通道412连接起来,以形成中央通道422。
[0291]
通道412,并且尤其是中央通道422尤其是用于钻头10c的冷却装置432的一部分。
[0292]
例如,冷却和/或润滑液可以经由未在图中示出的开口导入到中央通道422中,并且经由该中央通道导入到通道412中,或者在变型方案中,直接导入到通道412中。冷却和/或润滑液在端侧72从开口416溢出,并冷却钻头10c和待钻削的工件。
[0293]
在钻头10d的第四实施例中,在紧固区段22d的外侧54d上设有槽452。
[0294]
尤其地,槽452沿着紧固区段22d的外侧54d在相对钻头轴线14的轴向方向上延展。
[0295]
尤其地,槽452延展直至紧固区段22d的关于进给方向16在前方的端部,例如延伸直至过渡区域28。
[0296]
尤其地,槽452在轴向方向上朝向钻削区段24敞开。
[0297]
在该实施例中,槽452被设置为冷却装置432的一部分。
[0298]
冷却和/或润滑液可以通过槽452引导,并被带到待钻削的工件的待钻削位置上。
[0299]
此外,在第三和第四实施例中,其余特征和元件至少基本上与第一和/或第二实施例中的那些特征和元件相同,从而关于其描述完全参考与这些实施例相关联的前面的陈述。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips