
 商标分类
商标分类  商标转让
商标转让 
一种加工插齿机偏心轴的夹具的制作方法
 2021-01-29 18:01:23|
2021-01-29 18:01:23| 284|
284| 起点商标网
起点商标网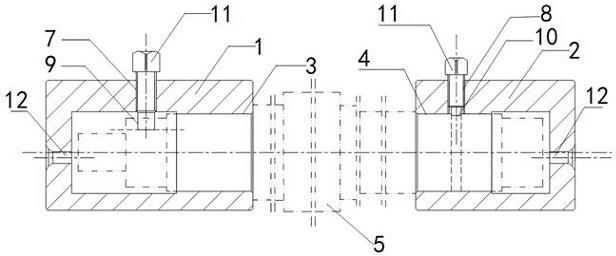
[0001]
本实用新型属于工艺装备的偏心轴加工领域,具体涉及一种加工插齿机偏心轴的夹具。
背景技术:
[0002]
随着齿轮加工行业的不断发展,对于插齿机的需求精度也越来越高。在保证插齿机各零件精度的前提下, 如何将这些零件快速有效的加工出来,并且要求保持相对精度,是一项非常重要的工作。
[0003]
图1和图2为y5120cnc插齿机偏心轴零件图,偏心轴作为y5120cnc插齿机中一个重要的组成部分,其加工精度一直不能得到准确的保证,在偏心轴偏心距过小的情况下,无法对工件进行二次钻中心孔,若采用先加工偏心部分,再加工正常中心线外圆的方法,无法保证加工后的偏心外圆是否准确,偏心距过小的情况下,又无法钻两个中心孔,所以设计一款偏心轴的夹具就显得尤为重要,为工人加工偏心轴产品减轻工作量,提高产品的精度及生产效率,满足正常所需的订货量需要。
技术实现要素:
[0004]
技术目的:针对现有技术中存在的问题,本实用新型公开了一种加工插齿机偏心轴的夹具,方便工人进行加工,提高生产效率,为批量生产的y5120cnc插齿机做准备,同时也为批量生产其他类型插齿机的偏心距小的偏心轴提供新型解决方案。
[0005]
技术方案:本实用新型采用如下技术方案:一种加工插齿机偏心轴的夹具,其特征在于,包括同轴布置的左偏心套和右偏心套;其中,偏心轴左右的外圆上分别设有偏心轴左外圆孔和偏心轴右外圆孔,偏心轴装夹在左偏心套和右偏心套中,所述左偏心套为内侧开口的筒状结构,左偏心套的外圆位置开设有左偏心轴套孔,左偏心轴套孔内设有紧定螺钉,左偏心轴套孔与偏心轴左外圆孔的位置对应,所述左偏心套的外端面设有中心孔,中心孔与偏心轴具有相同的偏心距,所述右偏心套与左偏心套结构相同,右偏心套的外圆位置开设有右偏心轴套孔,右偏心轴套孔与偏心轴右外圆孔的位置对应。
[0006]
优选的,拧紧所述紧定螺钉使紧定螺钉分别置于偏心轴左外圆孔和偏心轴右外圆孔中。
[0007]
优选的,所述偏心轴左外圆孔和偏心轴右外圆孔为在偏心轴左右两端的外圆上开设的凹部或者孔。
[0008]
优选的,所述偏心轴上与左偏心套接触的部分与左偏心套之间采用过盈配合;偏心轴上与右偏心套接触的部分与右偏心套之间采用过盈配合。
[0009]
优选的,所述左偏心套和右偏心套的侧面截面均为割圆。
[0010]
优选的,所述左偏心套或右偏心套的外侧端面上设有定位销钉孔,定位销钉孔的中心与偏心轴的正常中心线位于同一水平面。
[0011]
有益效果:本实用新型相比现有技术,具有如下有益效果:
[0012]
1、本实用新型针对加工偏心距极小且要求精度较高的偏心轴产品提出合理化改进,能加工偏心距极小的偏心轴,设计简单却非常实用与高效,避免了先钻中心孔再加工偏心外圆的不精确性,极高地提高了产品精度及生产效率,可以直接运用于自动化生产流程,为将来自动化生产做铺垫,能够满足正常所需的订货量需要;
[0013]
2、本实用新型减轻了工人调教机床及加工偏心轴产品所需的工作量,直接降低对技术工人水平的要求;
[0014]
3、本实用新型简化了夹具的各个部件,方便加工过程中的安装与拆卸;
[0015]
4、本实用新型的侧面截面为割圆,解决了偏心轴加上夹具后配重不均的问题。
附图说明
[0016]
图1为y5120cnc插齿机偏心轴的结构示意图;
[0017]
图2为y5120cnc插齿机偏心轴左视图;
[0018]
图3为本实用新型中左偏心套的结构示意图;
[0019]
图4为本实用新型中左偏心套的截面图;
[0020]
图5为本实用新型中右偏心套的结构示意图;
[0021]
图6为本实用新型中右偏心套的截面图;
[0022]
图7为本实用新型的固定装配示意图;
[0023]
图8为本实用新型的固定装配时左偏心套的截面图;
[0024]
其中,左偏心套1,右偏心套2,左贴合面3,右贴合面4,偏心轴5,定位销钉孔6,偏心轴左外圆孔7,偏心轴右外圆孔8,左偏心轴套孔9,右偏心轴套孔10,紧定螺钉11,中心孔12。
具体实施方式
[0025]
下面结合附图对本实用新型作更进一步的说明。
[0026]
本实用新型公开了一种加工插齿机偏心轴的夹具,如图3所示,包括左偏心套1和右偏心套2,左偏心套1和右偏心套2均为内侧开口的筒状结构,左偏心套1和右偏心套2的开口正对且同轴布置,其中,偏心轴5装夹在左偏心套1和右偏心套2中,由偏心轴5与左偏心套1配合的接触面为左贴合面3,且偏心轴5与左偏心套1的接触部分选用g6/g6过盈配合,左偏心套1的外圆位置开设有左偏心轴套孔9,偏心轴5左端的外圆上设有偏心轴左外圆孔7,左偏心轴套孔9内设有可拧紧的紧定螺钉11,左偏心轴套孔9的位置需与偏心轴左外圆孔7的位置对应,偏心轴左外圆孔7为偏心轴5的左端外圆处的固定孔,拧紧紧定螺钉11使紧定螺钉11置于偏心轴左外圆孔7中,由于左偏心套1与位于左贴合面3外侧部分的偏心轴5的左端外圆互不干涉,设有一个左偏心轴套孔9即可,左偏心套1的外端面设有与偏心轴5相同偏心距的中心孔12,且中心孔12位于偏心轴5的正常中心线的正下方。
[0027]
同理,由偏心轴5与右偏心套2配合的接触面为右贴合面4,且偏心轴5与右偏心套2的接触部分选用g6/g6过盈配合,右偏心套2的外圆位置开设有右偏心轴套孔10,偏心轴5右端的外圆上设有偏心轴右外圆孔8,右偏心轴套孔10内设有可拧紧的紧定螺钉11,右偏心轴套孔10的位置需与偏心轴右外圆孔8的位置对应,偏心轴右外圆孔8为偏心轴5的右端外圆处的固定孔,拧紧紧定螺钉11使紧定螺钉11置于偏心轴右外圆孔8中,由于右偏心套2与位于右贴合面4外侧部分的偏心轴5的右端外圆互不干涉,设有一个右偏心轴套孔10即可,右
偏心套2的外端面设有与偏心轴5相同偏心距的中心孔12,且中心孔12位于偏心轴5的正常中心线的正下方。
[0028]
偏心轴左外圆孔7和偏心轴右外圆孔8为在偏心轴5左右两端的外圆上开设的具有一定深度的孔,若偏心轴5左右两端的外圆有一定要求,可在两端的外圆上铣一个小凹部对偏心轴5进行夹紧固定,此时不用在偏心轴5上打孔,结合对偏心轴5的要求可以灵活改变。
[0029]
左偏心套1或右偏心套2的外侧端面上设有定位销钉孔6,定位销钉孔6的中心与偏心轴5的正常中心线位于同一水平面。
[0030]
考虑到偏心轴5加上左偏心套1和右偏心套2后配重不均,左偏心套1和右偏心套2的侧面截面均为割圆,在截面为圆形的圆筒下端铣去一定尺寸获得。在左偏心套1和右偏心套2下端铣去一部分后,左偏心套1和右偏心套2的上端的配重就会大于下端的配重,又由于中心孔位于偏心轴5的正常中心线的正下方,偏心轴5的外圆的重量偏向下端,因此左偏心套1和右偏心套2的上端的配重能够与偏心轴5的外圆的重量适当抵消,使加工过程中的配重更均衡。
[0031]
使用时,将偏心轴放入到夹具中左偏心套和右偏心套内部配合的孔内,将左偏心套的偏心轴套孔与偏心轴左外圆孔、右偏心套的偏心轴套孔与偏心轴右外圆孔分别一一对应,并通过2个紧定螺钉进行定位并拧紧,使得偏心轴与左偏心套和右偏心套通过孔之间的配合以及紧定螺钉进行定位,进而将插齿机的偏心轴与夹具进行固定;机床的顶尖通过夹紧左偏心套和右偏心套两端的中心孔夹紧偏心轴,同时通过左偏心套或右偏心套的外侧端面上的定位销钉孔找准偏心轴的正常中心线,实现对正常中心线外圆的加工。
[0032]
该夹具通过中心孔用机床的顶尖进行夹紧,简化了夹具的各个部件,方便加工过程中的安装与拆卸,能有效保证极高的加工精度和加工效率。工人只需再找正中心孔的中心就能进行孔内加工,较之前先加工偏心部分再加工正常中心线外圆的工序,不仅能提高精度,而且提高生产进度,能够满足订货量需求。本设计不仅限于一种型号的插齿机偏心轴,如若加工其他偏心轴采取相似的设计方法即可。
[0033]
以上所述仅是本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips