
 商标分类
商标分类  商标转让
商标转让 
用于制造增强件的装置的制作方法
 2021-01-29 18:01:39|
2021-01-29 18:01:39| 215|
215| 起点商标网
起点商标网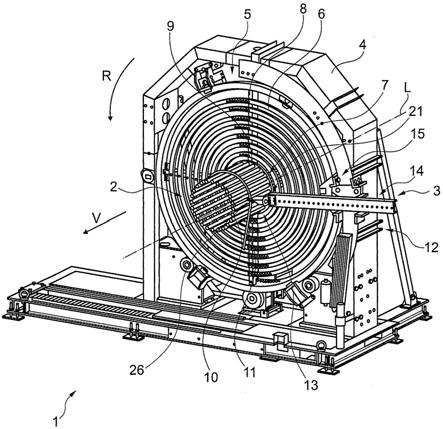
[0001]
本发明涉及一种用于制造增强件的装置。
背景技术:
[0002]
开篇所述类型的用于制造增强件的装置是已知的。一种已知的装置例如被构造成用于建造增强体的笼式焊接机。
[0003]
笼式焊接机例如被设计用来制造比如用于水泥管或支座的增强体,其中,笼式焊接机采用焊接工艺使得卷绕线材在卷绕线材与纵向线材的交叉部位相互焊接,卷绕线材螺旋形地围绕增强体的纵向线材伸展。为了使得卷绕线材与纵向线材焊接,已知的笼式焊接机包括电阻焊接设备,由此实现比较短的周期时间。
[0004]
缺点是,由于卷绕线材与纵向线材的电阻焊接,卷绕线材的在接合部位或焊接部位的材料消失了,由此使得增强体的稳固性在该部位弱化了。对于某些应用,例如在地震区或者在公海使用,尤其仅具有焊接的纵向线材和卷绕线材的增强件或特别是增强体也不适合。
技术实现要素:
[0005]
本发明的目的是,提出一种改善的用于制造增强件的装置,特别是拓展用于制造增强件的装置的应用领域。
[0006]
该目的通过权利要求1的特征得以实现。
[0007]
在从属权利要求中给出了本发明的有利的和有益的实施方式。
[0008]
本发明基于一种用于制造增强件的装置,其中,该装置具有用于自动地定位待制造的增强件的纵向和横向线材的定位机构。这些定位机构例如经过设计,从而可使得纵向和横向线材部分自动地或者全自动地彼此相对定位。有利地,纵向线材和横向线材可借助定位机构在时间上看彼此相继地或者也可同时地特别是彼此相对地定位。
[0009]
有利地,该装置被设计用于制造增强件的增强体,其中,增强体具有多个纵向线材、特别是纵向杆和横向线材特别是例如唯一的卷绕线材,其中,纵向杆可通过该装置与卷绕线材连接。也可考虑的是,在增强体上设置两个、三个或更多个卷绕线材。
[0010]
优选地,该装置被设计用于规定中央的纵轴线,在制造增强体时,纵向杆可沿着该纵轴线在输送方向上移动。有利地,在所述制造期间,纵向杆通过该装置特别是同时围绕中央的纵轴线运动,尤其是转动。纵向杆有利地规定了增强体的长度。有利地,该装置经过设计,从而该装置使得纵向杆特别是全部的纵向杆都有利地以相同的加速度和/或相同的速度运动和/或转动。
[0011]
例如,该装置包括支架,该支架被设计用于规定纵向线材相对于纵向轴线的特别是径向的距离。还可考虑的是,支架被设计用于特别是在增强体的制造过程期间可改变纵向线材相距纵向轴线的特别是径向的距离。例如,支架被设计用于可制造具有纵向杆的增强体,这些纵向杆相距增强体的纵向轴线具有不同的特别是径向的距离。由此例如可制造
具有椭圆形横截面的增强体。也可考虑的是,该装置、特别是支架被设计用于可制造增强体,该增强体沿着其纵轴线具有不同的横截面。例如,沿着增强体的纵向轴线,一个纵向线材相距纵向轴线的径向距离不同于同一纵向线材相距纵向轴线的另一径向距离。
[0012]
增强体的卷绕线材例如围绕纵向杆特别是螺旋形地卷绕。例如,该装置被设计用于使得卷绕线材围绕杆卷绕。也可想到的是,该装置被设计用于在横向于特别是垂直于增强体的纵向伸展段的平面中把卷绕线材布置在增强体上。例如,该装置被设计用于把卷绕线材圆形地布置在增强体上。
[0013]
增强体例如设计成管道、桩子、支座和/或支柱的增强件。特别是横向于杆的纵向伸展段观察,增强体例如在横截面上设计成矩形、方形、多边形或四边形、圆形和/或椭圆形。通过该装置可有利地制造增强笼或增强网垫形式的增强体。
[0014]
有利地,纵向杆或杆特别是每个纵向杆包括比线材例如横向线材或卷绕线材大的直径。也可考虑的是,线材的直径和杆的直径相同地或者至少相似地设计。杆直径例如处于5mm和60mm之间的范围内。例如,杆直径为20mm、25mm、30mm、35mm、40mm、45mm、50mm、55mm或者60mm。也可考虑的是,增强体的两个或更多个杆的直径是不同的。卷绕线材直径例如在1mm和20mm之间,尤其在2mm和15mm之间。例如,卷绕线材直径为4mm、5mm、6mm、7mm、8mm、9mm、10mm、11mm、12mm、13mm、14mm或者15mm。如果增强体包括多个卷绕线材,则可考虑的是,卷绕线材具有相同的直径或者包括不同的直径。
[0015]
本发明的核心在于,该装置具有捆扎单元,其中,该装置被设计用于借助捆扎单元使得经定位的线材通过捆扎部件在捆扎部位自动地相互连接。
[0016]
该装置例如设计成增强件制造机。增强件制造机例如设计成增强体制造机,比如增强笼制造机和/或增强网垫制造机。该装置例如设计成笼式捆扎机,比如桩子-增强笼制造机或支柱-增强笼制造机或管道-增强笼制造机或增强管捆扎机。也可考虑的是,利用所提出的笼式捆扎机可制造增强网垫笼,例如三维的增强网垫。
[0017]
此外提出,该装置经过设计,从而该装置使得特别是待制造的增强件的横向线材和纵向线材相互间形成一角度地取向。
[0018]
有利地,横向线材和纵向线材在捆扎部位交叉。但也可考虑的是,横向线材或纵向线材可在捆扎部位通过捆扎单元相互连接。例如可想到的是,横向线材或纵向线材在捆扎部位特别是借助该装置相互平行地伸展,或者相互间形成一角度地比如彼此横向地伸展。优选地,该装置使得特别是待制造的增强件的横向线材和纵向线材相互间以大于0
°
的角度布置。有利地,横向线材的纵轴线和纵向线材的纵轴线相互间具有一角度。
[0019]
此外已表明有利的是,捆扎部件设计成弯曲线材和/或弯曲绳索。
[0020]
捆扎部件有利地设计成线材、特别是捆扎线材、例如绑扎线材。捆扎线材有利地具有介于0.5mm与1.5mm之间、例如介于0.6mm与1.4mm之间的直径。捆扎线材的直径约为0.6mm、0.7mm、0.8mm、0.9mm、1.0mm、1.1mm或1.2mm。捆扎线材例如由金属构成。特别地,捆扎部件例如捆扎线材被覆层或者包皮。捆扎线材例如被镀锌。捆扎线材例如由钢尤其以钢线材的形式构成。钢线材例如被覆层或镀锌。例如,捆扎部件被塑料覆层,捆扎部件例如包括塑料包皮。
[0021]
捆扎部件例如作为单股的捆扎线材。也可考虑的是,捆扎部件设计成双股的或多股的捆扎线材。双股的或多股的捆扎线材例如可以具有多个线材,这些线材有利地相互平
行地伸展。双股的捆扎线材例如包括两个特别是相同的捆扎线材,这些捆扎线材沿着它们的纵轴线彼此并排。例如,双股的捆扎线材的两个线材沿着它们的纵轴线相互连接。例如,双股的捆扎线材的两个线材特别是沿着它们的纵轴线相互粘接和/或焊接。捆扎部件例如捆扎线材比如作为绞合线存在。
[0022]
捆扎部件例如设计成所谓的双重线材,且尤其包括恰好两个线材。也可考虑的是,捆扎部件设计成卡夹或夹子。捆扎部件例如为卡夹式的或夹子式的。
[0023]
也有利的是,定位机构具有定位单元,以便特别是自动地定位捆扎单元。由此可实现在增强体的连续的制造过程中使得横向和纵向线材连接,从而有利地缩短增强件的制造时间,例如增强体的制造时间。
[0024]
同样已表明有利的是,捆扎单元的一些部分例如捆扎头在全部三个空间方向上可移动地安置在所述装置特别是支架上。例如,捆扎头在全部三个空间方向上可移动地安置在所述装置上,特别是可通过定位机构运动。也可考虑的是,捆扎头在恰好两个空间方向上可运动地安置。例如,捆扎头在恰好两个空间方向上分别可直线运动地例如借助两个直线轴安置在所述装置上。
[0025]
例如可设想的是,捆扎头沿着两个彼此横向的特别是垂直的直线轴可运动、尤其是可直线运动地存在。有利地,捆扎头在每个空间方向上各自地特别是单独地可运动地安置,例如可直线运动。例如,捆扎头沿着圆形轨迹可运动引导地布置在所述装置上,其中,圆形轨迹具有中点,该中点例如与所述装置的中央纵轴线重叠。也表明有利的是,捆扎头可运动特别是可定位地存在,使得捆扎头可沿着增强体的卷绕线材斜率取向、例如定位。捆扎头例如在横向于、特别是垂直于所述装置的中央纵轴线和/或增强体的纵向杆的纵向伸展段的方向上可摆动地、例如可转动地安置。
[0026]
定位单元例如以机器人手臂的形式存在。机器人手臂优选被设计用于使得捆扎单元的捆扎头跟随捆扎部位的运动、特别是卷绕线材的运动、和/或待制造的增强体的纵向杆的运动。有利地,捆扎单元的捆扎头布置在机器人手臂的一端。由此可实现捆扎头的相当地尽量大的运动自由度。
[0027]
例如,该装置包括控制单元,以便调控或控制接合过程例如捆扎单元的捆扎过程和/或捆扎单元的例如捆扎头的运动。有利地,控制单元尤其包括检查单元和传感器部件,例如用来探测增强体的捆扎部位。
[0028]
此外表明有利的是,该装置具有焊接设备,借助该焊接设备可使得纵向和横向线材特别是附加地相互连接。由此可以实现制造连接的增强件,这些增强件也可特别是无危险地输送,而不存在比如在吊装时例如增强件散开或各个线材松脱的危险。
[0029]
焊接设备例如构造成电阻焊接设备和/或保护气体焊接设备。保护气体焊接设备有利地设计成金属-惰性气体焊接设备(mig-焊接设备)和/或钨-惰性气体焊接设备(wig-焊接设备)。也可考虑的是,保护气体焊接设备作为等离子焊接设备而存在。
[0030]
有利地,定位机构包括特别是其它的定位单元,以便例如使得焊接设备的焊接头运动特别是定位。
[0031]
在本发明的一种有利的设计中,该捆扎单元经过设计,使得横向与纵向线材在捆扎部位可通过例如唯一的捆扎部件特别是共同地卷绕。
[0032]
捆扎单元例如设计成特别是自动的增强件捆扎设备。捆扎单元有利地设计成用于
特别是自动地例如可松开地使得增强件的增强线材和/或增强杆连接的装置。捆扎单元有利地提供捆扎部件,并且在捆扎部位例如利用捆扎部件缠绕横向和纵向线材。捆扎部件在此可以是连续线材的组成部分。例如,捆扎单元从连续线材截断出捆扎部件,并且有利地把捆扎部件导送至捆扎部位。
[0033]
捆扎单元经过有利的设计,使得横向和纵向线材可在捆扎部位被捆扎部件特别是被捆扎线材卷绕一次或多次。例如,捆扎单元在捆扎部位使得捆扎部件卷绕横向和纵向线材一次、两次、三次或四次。也可考虑的是,捆扎单元经过设计,使得横向和纵向线材在捆扎部位可借助双重线材被卷绕一次或两次。
[0034]
捆扎部件在捆扎部位例如圈式、套式或环式地包绕、包围和/或环绕例如横向和纵向线材。
[0035]
在设置于捆扎部位的状态下捆扎部件的特别是最大的内直径、特别是捆扎部件的例如套或圈的最大内直径有利地大致等于纵向线材和横向线材的直径总和。
[0036]
在捆扎部件的设置于捆扎部位的状态下,捆扎部件的端部相互扭转、捻绞和/或螺旋状地彼此环绕。捆扎部件的端部有利地横向于纵向线材的纵向伸展段且横向于横向线材的纵向伸展段突伸出来。在设置于捆扎部位的状态下,捆扎部件的端部从横向和/或纵向线材突伸出来的长度、特别是捆扎部件的每个端部的突伸出来的总长度有利地不长于14mm,特别是不长于12mm。例如,这些端部从线材之一突伸出来的长度介于5mm与14mm之间,介于8mm与14mm之间,介于5mm与12mm之间,例如介于8mm与12mm之间。优选地,捆扎部件的端部横向于特别是垂直于纵向线材的纵向伸展段和/或横向于特别是垂直于横向线材的纵向伸展段从纵向线材和/或横向线材突伸出来的长度不大于14mm。
[0037]
也可考虑的是,捆扎部件的一端的长度大于14mm。在这种情况下可想到的是,在利用捆扎单元安置好之后,例如借助捆扎单元使得端部弯曲,从而捆扎部件的一端的最远点横向于横向线材的纵向伸展段和/或横向于纵向线材的纵向伸展段从横向线材和/或纵向线材突伸出来的长度不大于14mm。
[0038]
此外提出,捆扎单元经过设计,从而可设定捆扎部件在捆扎部位的捆扎扭矩。
[0039]
捆扎部件可有利地布置在捆扎部位,从而在捆扎部件设置于捆扎部位的状态下,横向和纵向线材,特别是横向于其各自的纵向伸展段观察,相互贴靠,例如通过捆扎部件而相互压靠。有利地,可预给定捆扎部件在捆扎部位作用到横向和/或纵向线材上的捆扎扭矩或捆扎力矩。
[0040]
也表明有利的是,所述装置经过设计,从而定位单元使得捆扎单元的运动适应于纵向和/或横向线材的运动,使得捆扎单元在捆扎过程期间相对于捆扎部位保持位置固定。例如,定位单元使得捆扎单元跟随横向和/或纵向线材的运动。由此例如缩短用于制造增强件的周期时间。
[0041]
有利地,在该装置上存在运动机构。定位单元例如包括运动机构。这些运动机构被优选设计用来使得捆扎单元跟随待制造的增强件的捆扎部位的移动,特别是待制造的增强件的纵向和/或横向线材的运动。例如,运动机构被设计用来使得捆扎单元的捆扎头跟随增强件的待处理的位置、特别是捆扎部位的运动。运动机构例如包括驱动件,其形式例如为电动机。也可考虑的是,运动机构包括气动的和/或液压的驱动件。
[0042]
在一种有利的设计中,所述装置特别是捆扎单元具有咬合机构。例如,捆扎单元以
咬合机构靠置于纵向和/或横向线材,从而纵向和/或横向线材的运动引起咬合机构的运动,进而例如引起捆扎头的运动。由此相对简单地且可靠地实现使得捆扎单元特别是捆扎头跟随捆扎部位的位置。
[0043]
有利地,纵向和/或横向线材使得咬合机构例如与捆扎头一起围绕该装置的中央纵轴线运动。例如,纵向和/或横向线材使得咬合机构例如与捆扎头一起在圆形轨迹上围绕该装置的中央纵轴线运动。例如,该中央纵轴线形成咬合机构的圆形轨迹的中点,而通过纵向和/或横向线材使得咬合机构围绕中央纵轴线运动。例如,纵向和/或横向线材的运动、特别是转动运动引起咬合机构的运动。例如,纵向线材使得咬合机构例如与捆扎头一起在纵向和/或横向线材的推进方向上沿着所述装置的中央纵轴线运动。由此,捆扎头有利地经过了例如螺旋形地设计的叠加的运动。例如,捆扎头沿着圆形轨迹、沿着螺旋线或者沿着椭圆运动。
[0044]
咬合机构优选可运动地特别是可直线运动地位于所述装置上,例如位于捆扎单元上,特别是位于捆扎头上。由此可实现咬合机构与纵向和/或横向线材的耦联和/或解耦。例如,咬合机构借助驱动单元可运动。该驱动单元例如电动地、气动地和/或液压地被驱动。
[0045]
此外提出,该装置具有两个或更多个捆扎单元。由此有利地减少用于制造增强件的周期时间,比如减半所述周期时间。有利地,两个或更多个捆扎单元相同地构造。例如,这些捆扎单元特别是这些捆扎单元的捆扎头彼此间隔开地布置在所述装置上,尤其是布置在所述装置的支架上。
[0046]
同样表明有利的是,两个或更多个捆扎单元通过定位机构可相互独立地定位。有利地,定位机构包括多个定位单元。例如,捆扎单元可借助定位机构可分开地或者共同地运动,例如可同步运动地位于所述装置上。例如,每个定位单元都使得特别是唯一的捆扎单元运动和/或定位。
[0047]
在一种有利的设计中,该装置经过设计,从而可预给定捆扎部件在捆扎部位的捆扎方向。捆扎部件的捆扎方向是指如下方向:捆扎部件沿着该方向相对于纵向和/或横向线材的纵向伸展段和/或纵轴线和/或相对于该装置的中央纵轴线伸展。例如,捆扎部件的捆扎方向是指在布置于捆扎部位的状态下的捆扎部件的套或圈的对称轴线相对于纵向和/或横向线材的纵向伸展段和/或纵轴线的取向。也可考虑的是,捆扎部件在布置于捆扎部位的状态下具有两个或更多个不同的捆扎方向。有利地,不同的捆扎方向彼此横向地特别是垂直地伸展。例如,捆扎部件在捆扎部位包括两个或更多个圈或套。例如,两个或更多个圈或套在捆扎部位交叉。也可考虑的是,两个或更多个圈或套至少近乎彼此平行。例如,一个捆扎部件或多个比如两个捆扎部件的圈或套在捆扎部位沿着纵向和/或横向线材的宽度伸展段彼此间隔开。
[0048]
此外表明有利的是,该装置特别是捆扎单元经过设计,从而可使用不同的捆扎部件。这些不同的捆扎部件在例如直径和/或设计上有所不同。例如,一个捆扎部件在一种设计中被包皮,而在另一种设计中未包皮。也可考虑的是,一个捆扎部件在另一设计中或者在同一设计中有单芯、双芯或多芯。可考虑的是,捆扎单元设计成可改装,从而在第一增强件的制造与第二增强件的制造之间,可以改变捆扎单元,进而为了借助捆扎单元来制造第一增强件,可将第一捆扎部件安置在第一增强件的捆扎部位,且为了借助相同的捆扎单元来制造第二增强件,可将与第一捆扎部件不同的第二捆扎部件安置在第二增强件的捆扎部
位。
[0049]
此外有利地是,该装置特别是捆扎单元经过设计,从而可使用多个特别是不同的捆扎部件。例如可考虑的是,存在捆扎单元,该捆扎单元可以把不同的捆扎部件同时地或者彼此相继地安置到相同的捆扎部位,或者,捆扎单元可以把彼此不同的捆扎部件安置在相继的捆扎部位。例如,该装置包括两个或更多个捆扎单元,且存在至少两个如下捆扎单元:两个捆扎单元可以把彼此不同的捆扎部件安置到同一个或者彼此不同的捆扎部位。
[0050]
还提出,该装置特别是捆扎单元经过设计,从而不同的纵向和/或横向线材可相互连接。不同的纵向和/或横向线材例如在它们的直径或者在它们的特别是外横截面上有所不同。例如,待制造的增强件包括至少两个或更多个彼此不同的纵向线材。有利地,该装置以及特别是捆扎单元被设计用于在捆扎部位识别出、特别是探测出和相应地调整纵向和/或横向线材的尺寸,例如调节捆扎单元的捆扎头相距捆扎部位的距离,和/或相应地适配圈直径和/或捆扎部件长度。
[0051]
在本发明的一种有利的设计中,把用于制造增强件的装置构造成笼式捆扎机、特别是增强笼捆扎机和/或网垫笼捆扎机。
附图说明
[0052]
将借助下面的示意图,在说明其它细节和优点的同时详述不同的实施例。
[0053]
图1为本发明的装置的从斜上前方观察的立体局部视图;
[0054]
图2为该装置的另一变型的从斜上前方观察的立体局部视图;
[0055]
图3为一卷捆扎部件的轮的立体图;
[0056]
图4以局部视图示出不同的捆扎部件;
[0057]
图5为带有捆扎部位的增强件的立体图,其中,在每一个捆扎部位都设置了具有不同匝数的捆扎部件;
[0058]
图6为带有捆扎部位的增强件的立体图,在这些捆扎部位分别设置了捆扎部件,其中,这些捆扎部件的取向是不同的;
[0059]
图7为带有捆扎部位的增强件的立体图,其中,各捆扎部件的端部在这些捆扎部位突伸出不同的距离;
[0060]
图8至11为用于将增强件的捆扎部位与捆扎部件捆扎的捆扎头的运动过程的立体图。
具体实施方式
[0061]
根据本发明的用于制造增强笼2形式的增强体的笼式捆扎机1包括支架3(图1、2)。支架3包括框架4和主轮5。主轮5位于框架4上,尤其是在旋转方向r上可旋转地活动。在主轮5上例如有一些环形部件6。这些环形部件6有利地在直径上彼此不同地设计,且相对于主轮5的、框架4的和/或支架3的中心的中点或中央纵轴线l居中地布置在主轮5上。沿着环形部件6在径向方向上特别是可移动地安置有执行部件7,这些执行部件可垂直于纵轴线l定位。有利地,执行部件7在主轮5的移动平面中和/或平行于主轮5的移动平面可移动地安置。例如也可考虑的是,主轮5具有辐条8,沿着这些辐条在径向方向上特别是可移动地存在执行部件7(未示出),该执行部件可垂直于纵轴线l定位。此外,在执行部件7上设置了引导部件
9,该引导部件被设置用于特别是平行于纵轴线l引导杆,尤其是增强笼2的纵向线材10。在增强笼2的制造过程中,主轮5有利地旋转,特别是在推进方向v上观察顺时针地旋转。
[0062]
增强笼2包括例如卷绕线材11形式的横向线材和一个或特别是多个纵向线材10。卷绕线材11借助笼式捆扎机1有利地螺旋形地环绕增强笼2的外圆周布置。主轮5有利地围绕纵轴线l在运动平面上可转动地安置在笼式捆扎机1的支架3的框架4上。除了支架3外,笼式捆扎机1有利地还包括至少一个其它的副支架(未示出),该副支架例如被设置用于在有利地平行于纵轴线l朝向的推进方向v上输送增强笼2的纵向线材10。
[0063]
此外,笼式捆扎机2包括带有捆扎头13的捆扎单元12。捆扎头13有利地通过直线移调件14形式的定位机构可在横向于主轮5的中央纵轴线l的径向方向上定位。由此,捆扎头13可朝向增强笼2的捆扎部位26移动地且又可往回移动地安装在支架3上。此外,直线移调件14例如借助摆动机构15可摆动运动地设置在支架3上。由此,直线移调件14进而捆扎头13可有利地与主轮5一起围绕中央纵轴线转动。由此可在捆扎过程期间使得捆扎头13相对于增强笼2的捆扎部位26定位。
[0064]
此外有利的是,捆扎单元12的捆扎头13具有转动机构21,借助该转动机构可使得捆扎头13围绕旋转轴线可转动地安置在框架4特别是直线移调件14上,该旋转轴线横向于特别是垂直于中央纵轴线且平行于主轮5的移动平面取向。
[0065]
图2中示出了用于制造增强件的装置的另一变型,其形式为另一种笼式捆扎机16。相比于图1中的笼式捆扎机1,图2中的笼式捆扎机16有利地包括附加的捆扎单元17和/或焊接单元22,其中,笼式捆扎机16的剩下的组件有利地与笼式捆扎机1相同地设计。
[0066]
下面特别是针对两个笼式捆扎机1和16,为相同的组件采用相同的标号。例如,当前针对不同的捆扎部件25和/或捆扎部位26,有时采用相同的标号25。例如,附加的捆扎单元17与第一捆扎单元独立地可运动地设置在支架3上。优选地,附加的捆扎单元17的捆扎头18通过另一直线移调件19和另一摆动机构20安置在笼式捆扎机16的框架4上。由此相当地缩短了增强件制造。也可考虑的是,特别是在笼式捆扎机16上把捆扎单元12设计成焊接单元22。
[0067]
焊接单元22例如具有焊接头23,从而纵向线材10和卷绕线材11可采用焊接方法通过笼式捆扎机16相互连接。
[0068]
图3示出卷绕轮24,连续线材形式的捆扎部件25卷绕在该卷绕轮上。这些捆扎部件25可以具有不同的直径,有多个绞合线、被覆层和/或被包皮,如图4中所示。例如,不同的捆扎部件25a、25d、25e具有相同的直径,但例如被不同地覆层。例如,捆扎部件25a被塑料覆层,捆扎部件25d被镀锌,捆扎部件25e无覆层。也可考虑的是,捆扎部件25a、25b具有不同的直径。此外可想到的是,捆扎部件25c设计有多个芯线,例如两个芯线。
[0069]
图5中分别示出在捆扎部位26的捆扎部件25,其中,在捆扎部位26的捆扎部件25分别缠绕横向和纵向线材10、11。在捆扎部位26a,捆扎部件25卷绕横向和纵向线材10、11例如两次(两重卷绕),在捆扎部位26b例如卷绕三次(三重卷绕),在捆扎部位26c例如卷绕四次(四重卷绕)。在捆扎部位26d示出了两芯线线材形式的另一捆扎部件25,其相应于图4的捆扎部件25c,包绕横向和纵向线材10、11一次(一重卷绕)。
[0070]
在图6中示出捆扎部件25在捆扎部位26的两种不同的可能的环绕取向。例如,增强笼2有利地比较稳固和/或输送可靠,该增强笼在捆扎部位26具有彼此不同取向的捆扎部件
25。
[0071]
在图7中示出布置在捆扎部位26的捆扎部件25,其中,这些捆扎部件25在其端部27的高度h1和h2上是不同的。高度h1和h2在此横向于特别是垂直于纵向线材11的纵向伸展段从纵向线材11的外侧28伸展至端部27的最远离纵向线材11的外侧28的点。有利地,笼式捆扎机的捆扎单元12经过设计,从而捆扎部件25的端部27在布置于捆扎部位26的状态下比较短,和/或从纵向和/或横向线材10、11突伸出来的距离较小。
[0072]
在图8至11中示出捆扎部件25在捆扎部位26的捆扎过程。首先,笼式捆扎机1使得横向和纵向线材10、11彼此相对定位,从而两个线材10、11在捆扎部位26例如交叉和/或有利地彼此贴靠。随后,笼式捆扎机1使得捆扎头13运动至捆扎部位26(图8)。如果捆扎头13定位在捆扎部位26,则开始捆扎过程。为此,捆扎头13首先使得捆扎部件25卷绕横向和纵向线材10、11(图9)。然后,捆扎头13使得捆扎部件25的端部在转动运动中相互捻绞,从而捆扎部件25围绕横向和纵向线材10、11的线匝在捆扎部位26拉拢在一起,并且捆扎部件25对横向和纵向线材10、11施加捆扎力,使得两个线材10、11通过捆扎部件25而相互压紧,且彼此固定在它们的相对位置(图10)。随后,捆扎头13运动离开捆扎部位26(图11),例如运动至另一个捆扎部位26,从而可以在另一个捆扎部位26重新开始捆扎过程。
[0073]
附图标记列表
[0074]
1
ꢀꢀꢀꢀꢀꢀ
笼式捆扎机
[0075]
2
ꢀꢀꢀꢀꢀꢀ
增强笼
[0076]
3
ꢀꢀꢀꢀꢀꢀ
支架
[0077]
4
ꢀꢀꢀꢀꢀꢀ
框架
[0078]
5
ꢀꢀꢀꢀꢀꢀ
主轮
[0079]
6
ꢀꢀꢀꢀꢀꢀ
环形部件
[0080]
7
ꢀꢀꢀꢀꢀꢀ
执行部件
[0081]
8
ꢀꢀꢀꢀꢀꢀ
辐条
[0082]
9
ꢀꢀꢀꢀꢀꢀ
引导部件
[0083]
10
ꢀꢀꢀꢀꢀ
纵向线材
[0084]
11
ꢀꢀꢀꢀꢀ
卷绕线材
[0085]
12
ꢀꢀꢀꢀꢀ
捆扎单元
[0086]
13
ꢀꢀꢀꢀꢀ
捆扎头
[0087]
14
ꢀꢀꢀꢀꢀ
直线移调件
[0088]
15
ꢀꢀꢀꢀꢀ
摆动机构
[0089]
16
ꢀꢀꢀꢀꢀ
笼式捆扎机
[0090]
17
ꢀꢀꢀꢀꢀ
捆扎单元
[0091]
18
ꢀꢀꢀꢀꢀ
捆扎头
[0092]
19
ꢀꢀꢀꢀꢀ
直线移调件
[0093]
20
ꢀꢀꢀꢀꢀ
摆动机构
[0094]
21
ꢀꢀꢀꢀꢀ
转动机构
[0095]
22
ꢀꢀꢀꢀꢀ
焊接单元
[0096]
23
ꢀꢀꢀꢀꢀ
焊接头
[0097]
24
ꢀꢀꢀꢀꢀ
卷绕轮
[0098]
25
ꢀꢀꢀꢀꢀ
捆扎部件
[0099]
25a
ꢀꢀꢀꢀ
捆扎部件
[0100]
25b
ꢀꢀꢀꢀ
捆扎部件
[0101]
25c
ꢀꢀꢀꢀ
捆扎部件
[0102]
25d
ꢀꢀꢀꢀ
捆扎部件
[0103]
25e
ꢀꢀꢀꢀ
捆扎部件
[0104]
26
ꢀꢀꢀꢀꢀ
捆扎部位
[0105]
26a
ꢀꢀꢀꢀ
捆扎部位
[0106]
26b
ꢀꢀꢀꢀ
捆扎部位
[0107]
26c
ꢀꢀꢀꢀ
捆扎部位
[0108]
26d
ꢀꢀꢀꢀ
捆扎部位
[0109]
27
ꢀꢀꢀꢀꢀ
端部
[0110]
28
ꢀꢀꢀꢀꢀ
外侧
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 定位轴线

 热门咨询
热门咨询




tips