
 商标分类
商标分类  商标转让
商标转让 
一种旋转模块及其智能激光切管机的制作方法
 2021-01-29 18:01:24|
2021-01-29 18:01:24| 281|
281| 起点商标网
起点商标网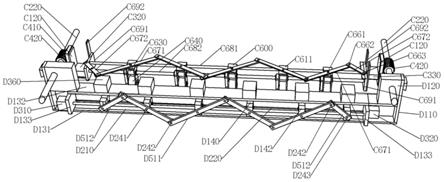
[0001]
本发明涉及切管设备,特别是涉及一种旋转模块及其智能激光切管机。
背景技术:
[0002]
在实际的加工制造中,由于采购的管材一般比较长,因此需要根据设计长度切段。考虑到对切口平整度的要求,一般会选择激光切管机。目前的相关设备主要是采用一个小拖车拖动长管材、激光器不动,通过小拖车带动长管材向激光器移动以调整切段的长度。小拖车一般是一个通过丝杠或链条驱动,其内部开设一个卡紧长管材的圆孔,圆孔内安装旋转轮,旋转轮与长管材的外壁压紧,然后旋转轮转动带动长管材圆周转动以使激光器将长管材一圈切割以完成切段。这种方式主要有一下缺点:1、上料麻烦,由于长管材必须穿过圆孔,因此大多数时候需要人工上料,这就造成了效率比较低,而且为后续全自动化加工技术的设计造成了严重的障碍。
[0003]
2、小拖车带动长管材沿着其轴向移动的过程中定位精度不高,考虑到长管材一般都是四米以上的长度,如果采用丝杠驱动小车显然或造成较大的制造难度,而且在在高精度要求下必须使得丝杠具有比较高的传动精度,成本非常高,另外丝杠的支撑、同轴度也是一个比较难以解决的问题。如果采用链条驱动,虽然成本低、结构简单,但是定位精度低、定位时间长,无法满足高精度切割的要求。
[0004]
3、采用小拖车的方式无法实现连续上料,也就是每根长管材切割完成后才能进行上料,而上料时长相对较长,因为涉及到卡紧、轴向定位的工序。因此小拖车的方式无法突破目前的加工效率。
[0005]
对此发明人设计了一种智能激光切管机,其能够实现待切管材的自动上料、定位、夹紧、切断,且全程可以实现无人化、智能化。
技术实现要素:
[0006]
有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是提供一种旋转模块及其智能激光切管机,其旋转模块能够卡合、旋转待切割管材。
[0007]
为实现上述目的,本发明提供了一种旋转模块,包括旋转组件、旋转螺杆、旋转动力轴,所述旋转螺杆、旋转动力轴两端分别与不同的旋转端板可圆周转动装配;两块旋转端板分别与不同的旋转立板一端装配固定,所述旋转立板另一端与旋转顶板装配固定;所述旋转螺杆一端、旋转动力轴一端穿出任一块旋转端板后分别与旋转调节电机、旋转电机的输出轴连接固定;所述旋转端板还与旋转升降座装配,所述旋转升降座顶部与旋转顶板装配固定,所述旋转升降座上安装有旋转齿条板,旋转齿条板与切割齿轮啮合并构成齿轮齿条传动机构,所述切割齿轮套装固定在切割侧移轴上,所述切割侧移轴分别与储料立板、第一主架侧板可圆周转动装配;所述旋转组件包括旋转架、旋转动力轮,所述旋转架上内分别安装有旋转导向块、旋转
架顶板,所述旋转导向块套装在旋转螺杆上且与之通过螺纹旋合装配,所述旋转架上可圆周转动地安装有旋转动力筒,旋转动力筒可轴向滑动、不可圆周转动地套装在旋转动力轴上,所述旋转动力筒上套装有第一旋转带轮,第一旋转带轮通过旋转皮带与第二旋转带轮连接并构成带传动机构,所述第二旋转带轮套装在旋转轮轴上,所述旋转动力轮套装在旋转轮轴上,旋转动力轮压紧在位于切割工位上的待切割管材。
[0008]
本发明还公开了一种智能激光切管机,其应用有上述旋转模块。
[0009]
本发明的有益效果是:1、本发明能够实现自动上料、轴向对齐、卡紧、切段、排料五个工序,由于采用了多个激光切割头,能够对待切管材进行多段同步切断,从而可以大大提高生产效率。且本发明能够实现全自动化生产,为后续的无人工厂、ai制造提供技术基础。
[0010]
2、本发明的放料模块能够实现待切管材的逐一供料,而且利用缓冲气囊能够实现管材的缓慢下降,从而防止管材下落的重量直接冲击第二放料板、输送带,以避免造成待切割管材的变形、歪曲,以及待切割管材撞击造成的破坏。
[0011]
3、本发明的气缓冲机构通过缓冲气囊对下落待切割管材提供阻尼,从而使其相对平稳下落,防止造成磕碰。而保压壳能够对缓冲气囊内的气压进行保压,在气压不足时供气,气压过大时直接关闭对缓冲气囊的供气,从而防止缓冲气囊内的气压过大造成待切割管材卡在放料通道内,引起故障。
[0012]
4、本发明的调速机构能够实现对第一放料板和第二放料板、输送带的择一驱动,既能够实现输送带的运行、定位,又能够实现待切割管材的逐一释放,而且这两个动作实现联动,从而降低控制成本及简化设备结构。另外还通过调速机构实现输送带与放料齿轮转速的无极调速,这为后续的设备调试、工艺改进提供了较好硬件空间。
[0013]
5、本发明的输送机能够实现管材逐一输送、轴向对齐、卡紧、旋转,从而为后续切割模块的切割提供基础。同时在切割时利用旋转模块对待切割管材进行旋转、定位以便于激光切割头进行切割。而旋转模块还能够在圆周方向上结合半管槽卡紧待切割管材、并使选管材的旋转,从而避免切断后的管材对后续切割造成影响,以保证切割精度。
[0014]
7、本发明的切割模块能够等距调节各个激光切割头之间的间距,从而实现对待切割管材的多段、等距切割。这种方式一方面效率很高,是传统单一激光切割头的数倍(根据装备的激光切割头数量而定);另一方面激光切割头只能沿着激光螺杆轴向移动的方式可以有效地降低激光切割头在待切割管材圆周方向上的偏转,以增加切割精度。同时通过切割安装板的旋转可以调节激光切割头相对于待切割管材的高度,结构十分简单,而且实用。
附图说明
[0015]
图1-图9是本发明的结构示意图。其中图3是升降导向轴轴线所在中心面处剖视图。
[0016]
图10-图19是输送模块的结构示意图。其中图13是调速大齿轴b230轴线 所在中心面处剖视图;图15补气管轴线所在中心面处剖视图;图16是图15中 f1处放大图;图17是放料导向轴b450轴线所在中心面处剖视图;图18是图 17中f2处放大图。
[0017]
图20-图23是气缓冲机构的结构示意图。其中图22是第一阀杆轴线所在中心面处部分剖视图。
[0018]
图24-图27是调速机构、气缓冲机构的结构示意图。
[0019]
图28-图33是旋转模块、切割模块的结构示意图。其中图31是旋转动力轴c681轴线所在中心面处剖视图;图32是调高动力轴d210轴线所在中心面处剖视图;图33是光纤d330轴线所在中心面处剖视图。
[0020]
图 34是旋转组件的结构示意图。
[0021]
图35是夹管组件结构示意图。
[0022]
图36-图38是对中机构的结构示意图,图38是对中组件的结构示意图。
具体实施方式
[0023]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
[0024]
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0025]
参见图1-图38,本实施例的智能激光切管机,包括:主架模块a,用于输送待切割管材100并对其进行轴向对齐,并将切割后的管材输出;输送模块b,用于将待切割管材100逐一输送至切割工位;旋转模块c,用于旋转处于切割工位的待切割管材100;切割模块d,用于通过激光切割头d340发出激光对待切割管材进行激光切割。
[0026]
所述主架模块a包括第一主架立板a111、第二主架立板a112、第三主架立板a113、对中机构,所述第二主架立板a112、第一主架立板a111顶部分别与第二主架侧板a122装配,所述第二主架侧板a122顶部与主架顶板a130装配;所述第二主架立板a112、第一主架立板a111还分别通过切割导向板d130与第一主架侧板a121装配,所述第一主架侧板a121顶部与主架顶板a130装配;所述对中机构包括两个对中组件a500、至少一根对中导向轴a570,其中一个对中组件a500安装在第三主架立板a113上、另一对中组件a500可沿着对中导向轴a570轴向滑动,所述对中导向轴a570的两端分别与第一主架立板a111、第三主架立板a113装配;所述中组件a500包括对中推板a510、对中外壳a520,所述对中外壳a520上设置有对中卷边a521,所述对中卷边a521的内侧与对中外壳a520构成对中滑槽a522,所述对中推板a510可滑动地安装在中滑槽a522内且对中推板a510不能穿过对中卷边a521;所述对中推板a510可轴向滑动地套装在对中短轴a540上,所述对中短轴a540安装在对中外壳a520上,且对中短轴a540位于对中外壳a520和对中推板a510之间的部分上套装有对中弹簧a550,对中弹簧a550用于对对中推板a510施加向对中卷边a521推动的弹力。
[0027]
所述对中导向轴a570位于对中外壳a520和对中推板a510之间的部分上套装有另一对中弹簧a550,此对中弹簧a550用于对对中推板a510施加向对中卷边a521推动的弹力;所述对中外壳a520可轴向滑动地套装在对中导向轴a570上,所述对中外壳a520上安装有行程开关a560,行程开关a560的触发端正对对中推板a510,对中推板a510克服对中弹簧a550的弹力向对中外壳a520移动后能够触发行程开关a560,两个对中组件的行程开关均被触发
后判断为待切割管材100在轴向上定位完成。所述对中外壳a520、对中推板a510均与对中旋转轴a530可圆周转动装配,所述对中推板a510还与对中导向轴a570可轴向滑动装配、对中外壳a520与对中导向轴a570可轴向滑动装配;所述对中旋转轴a530位于对中推板a510、对中外壳a520之间的部分上安装有对中限位环a531,所述对中限位环a531不能穿过对中外壳a520,从而使得对中旋转轴a530与对中外壳a520在轴向上的最大位移量相对固定。
[0028]
靠近第三主架立板a113的对中外壳a520安装在第三主架立板a113上,而另一对中外壳a520与对中推杆电机a320的推杆伸缩轴a321一端不可相对轴向移动装配,所述推杆伸缩轴a321装入对中推杆电机a320内且对中推杆电机a320启动后能够驱动推杆伸缩轴a321轴向移动,所述对中推杆电机a320安装在第一主架立板a111上。推杆伸缩轴a321轴向移动时能够带动与之装配的对中组件沿着对中导向轴a570移动,从而实现在轴向上对待切割管材100的压紧、定位、释放。
[0029]
待切割管材100在切割工位上时其两端分别与一个对中旋转轴a530的端面压紧,此时旋转待切割管材100,由于对中旋转轴a530可以同步转动,因此待切割管材100的旋转摩擦力很低,十分利于提高切割时待切割管材100的稳定性,从而提高切割精度。优选地,待切割管材100从放料通道b101输出至输送带b310上后,待切割管材100每次移动后两端的位置分别与一个对中旋转轴a530的端面压紧,从而使得切割时对根待切割管材100在轴向上均处于压紧状态,有利于防止切割时输送带移动、抖动,从而影响切割精度。在待切割管材经过切割模块d切割完成后,输送带b310运行,从而将后一位的待切割管材输送至切割工位上,然后对中机构运行,使得此待切割管材两端的对中推板均与待切割管材的端面压紧且触发行程开关,此时待切割管材轴向上获得定位,以便于进行切割,且此时待切割管材100两端分别与与之对应的对中旋转轴a530端面压紧。
[0030]
所述主架模块a通过输送模块b的输送带输送待切割管材100,所述输送模块b包括输送底座b110,所述输送底座b110底部安装有输送滑块b111,所述输送滑块b111上设置有输送滑槽b1111,所述输送滑槽b111卡合、可滑动地套装在输送滑轨a210上,所述输送滑轨a210安装在输送滑轨板a150上,所述输送滑轨板a150安装在输送滑轨底板a151上,所述输送滑轨底板a151上还分别安装有第一主架调距轴板a152、第二主架调距轴板a153,所述第一主架调距轴板a152、第二主架调距轴板a153分别与主架调距螺杆a220可圆周转动、不可轴向移动装配,所述主架调距螺杆a220一端与主架调距电机a310的输出轴通过联轴器连接,主架调距电机a310启动后能够驱动主架调距螺杆a220圆周转动。所述主架调距螺杆a220上通过螺纹旋合套装有主架调距块a620,所述主架调距块a620通过第三主架调距销a233一端装配固定,所述第三主架调距销a233另一端装入主架调距滑槽a6311内且与之卡合、可滑动装配,所述主架调距滑槽a6311设置在第一主架调距杆a631上,所述第一主架调距杆a631的中间部分和与之对应的输送底座b110通过第一主架调距销a231铰接,此第一主架调距杆a631远离主架调距滑槽a6311一端通过第二主架调距销a232与另一第一主架调距杆a631一端铰接,此第一主架调距杆a631中间部分和与之对应的输送底座b110通过第一主架调距销a231铰接、另一端通过另一第二主架调距销a232和下一第一主架调距杆a631一端铰接,直到最远离主架调距块a620的第一主架调距杆a631,最远离主架调距块a620的第一主架调距杆a631通过一个第二主架调距销a232与第二主架调距杆a632一端铰接,此第二主架调距杆a632另一端通过第四主架调距销a234与主架调距铰接板a1131铰接,所述主架调
距铰接板a1131安装在第三主架立板a113上。所述第三主架立板a113、第一主架立板a111还分别与储料立板a140装配,所述储料立板a140与输送模块b的第一储料斜块b140、第二储料斜块b150之间构成放料通道b101。
[0031]
当主架调距螺杆a220圆周转动时会带动主架调距块a620沿着其轴向移动,主架调距块a620带动设置有主架调距滑槽a6311的第一主架调距杆a631以与之装配的第一主架调距销a231转动,从而带动各个输送底板b110沿着输送滑轨a210等距移动,这样能够根据待切割管材100的长度、切割位置等调节输送模块b之间的间距,从而使得待切割管材100在轴向上通过均匀分布的输送带b310输送,提高待切割管材100输送时的稳定性,同时避免输送带b310与待切割管材100的切割位置重叠,造成切割时容易损坏输送带b310。
[0032]
优选地,输送滑轨板a150有两块且所述第一主架侧板a120与靠近第一主架侧板a120的输送滑轨板a150之间安装有输出斜板a170,所述输出斜板a170靠近待切割管材100的切割工位下方,从而在待切割管材切割后通过重力掉落至输出斜板a170上,然后从输出斜板a170上输出。所述输出斜板a170一端向另一端倾斜设置,从而可以利用重力将切断后的管材输出。
[0033]
优选地,所述输送底板b110上安装有两块相互平行的输送侧板b120,两块输送侧板b120分别与不同的引导斜板a160装配或输送底板b110直接与引导斜板a160装配,所述第三主架立板a113、第一主架立板a111上还分别安装有一块引导斜板a160,两块相邻的引导斜板a160之间通过引导伸缩带a610连接,所述导伸缩带a610具有伸缩弹性。所述引导斜板a160、引导伸缩带a610位于待切割管材切割工位的下方,从而在待切割管材切段后能够掉落在引导斜板a160、引导伸缩带a610上,最后进入输出斜板a170上。在输送模块b间距调整时,导伸缩带a610通过伸缩适应与不同的间距,从而确保切割工位下方始终被遮挡,以利于切段后的管材输出。
[0034]
参见图1-图27,所述输送模块b包括输送底板b110,所述输送底板b110上安装有至少两块相互平行的输送侧板b120,两块输送侧板b120分别与第一输送带轮轴b211、第二输送带轮轴b212可圆周转动装配,所述第一输送带轮轴b211、第二输送带轮轴b212上分别套装有第一输送带轮b311、第二输送带轮b312,所述第一输送带轮b311、第二输送带轮b312之间通过输送带b310连接并构成带传动机构。所述第二输送带轮轴b212一端穿出其中一块输送侧板b120后与输送齿轮b512装配固定,所述输送齿轮b512可与输送卡齿b521啮合传动,所述输送卡齿b521设置在输送半齿轮b520上且输送卡齿b521在输送半齿轮b520上呈扇形分布;所述输送卡齿b521还与放料动力齿b511啮合传动,所述输送半齿轮b520、放料动力齿b511分别套装在输送电机轴b721、放料动力轴b220上,所述输送电机轴b721一端穿过第三输送立板b133后装入输送电机b720,输送电机b720启动后能够驱动输送电机轴b721圆周转动,从而驱动输送半齿轮b520同步转动,输送半齿轮b520间歇性驱动输送齿轮b512、放料动力齿b511转动,从而实现输送带b310的间歇性运行、待切割管材100从放料通道b101内逐一输出,且输出的待切割管材100与半管槽b321一一对应且卡合装配。所述的第三输送立板b133安装在输送底板b110上,所述输送电机b720安装在第三输送立板b133上。
[0035]
所述放料动力轴b220直接或间接驱动放料联动轴b265圆周转动,所述放料联动轴b265两端分别与放料盒b470的侧壁可圆周转动装配,所述放料盒b470安装在第二储料斜块b150的放料安装腔b155内,所述放料盒b470内部为中空的放料动力腔b471,所述放料盒
b470面向放料通道b101一侧上分别设置有贯穿的第一放料板槽b153、第二放料板槽b154,所述第一放料板槽b153、第二放料板槽b154分别与第一放料板b411、第二放料板b412可滑动装配,所述第一放料板b411、第二放料板b412装入放料动力腔b471的一端上分别安装有第一放料齿条b420、第二放料齿条b430,所述第一放料齿条b420、第二放料齿条b430分别与放料齿轮b440两侧啮合并构成齿轮齿条传动机构,所述放料齿轮b440套装在放料联动轴b265上。从而在放料联动轴b265转动时能够驱动放料齿轮b440同步转动,从而使得第一放料齿条b420、第二放料齿条b430分别以相反方向移动。第一放料板b411、第二放料板b412之间的间距在1-1.5倍待切割管材的直径之间,这种设计只要是为了使第一放料板b411、第二放料板b412在放料通道处一次只能通过一根待切割管材100,以实现待切管材100的逐一输出。
[0036]
所述放料齿轮b440为单向齿轮,其转动方向为第二放料齿条向放料通道b101移动时驱动放料齿轮b440转动的方向。在需要放料时,放料联动轴b265的转向在放料齿轮b440的锁止方向上,从而使得放料齿轮b440驱动放料齿轮b440转动,放料齿轮b440带动第二放料板b412推出放料通道b101、而第一放料板b411进入放料通道内由下至上倒数第二根待切割管材100下方,从而使得最下方的待切割管材输出放料通道。然后放料联动轴b265的动力消失,放料齿轮b440通过放料弹簧b460的动力复位,在此过程中由于放料齿轮处于转动方向,因此不会带动放料联动轴b265转动,最后第一放料板、第二放料板复位,进入下一次放料准备。
[0037]
优选地,所述第一放料齿条b420、第二放料齿条b430上分别设置有第一放料滑块b421、第二放料滑块b431,所述第一放料滑块b421、第二放料滑块b431分别与一个放料滑槽b472卡合、可滑动装配,两个放料滑槽b472分别设置有放料动力腔b471内。更优选地,所述第二放料齿条b430上设置有放料滑孔b432,所述放料滑孔b432与放料滑轴b450一端卡合、可轴向滑动装配,所述放料滑轴b450另一端套装放料弹簧b460后与放料动力腔b471的内壁装配固定。所述放料弹簧b460用于对第二放料齿条b430施加向放料通道推动的弹力,从而使得初始状态时第二放料板b412进入放料通道b101内阻挡放料通道底部的待切割管材下落,且第一放料板b411不进入放料通道b101内。优选地,所述输送带b310上还安装有多个输送卡块b320,两个输送卡块b320之间设置有半管槽b321,所述半管槽b321可与待切割管材100圆周方向卡合、可圆周转动装配,从而在输送、切割时从圆周方向上相对固定待切割管材100。
[0038]
在实际的安装调试中,输送带b310的间歇性移动、定位单独来说很容易实现;同样放料齿轮的间歇性、固定角度转动也是十分容易实现的,但是本实施例要求这两者同步进行从而实现半管槽b321与放料通道b101输出的待切割管材进行同步定位,因此通过固定的转动比显然不大可能实现或成本极高。而且输送带在运行过程中可能存在张紧情况不一而导致传动比出现变化,特别是制造精度、装配精度几乎不可能达到如此完美的情况。而且还要针对于不同外径的待切割管材,不同间距的半管槽b321。这就需要放料联动轴b265与放料动力轴b220之间设置可调速的调速机构,通过调速即可以降低制造精度、装配精度,同时可以根据实际情况灵活调节输送带b310与放料联动轴b265的传动比。所述调速机构包括调速大齿b541、调速小齿b542,调速大齿b541、调速小齿b542相互啮合传动,且调速大齿b541、调速小齿b542分别套装在调速大齿轴b230、第一调速齿轴b261上,所述调速大齿轴b230分
别与第七输送立板b137、第八输送立板b138可圆周转动装配,所述调速大齿轴b230上还套装有第一放料蜗轮b530,第一放料蜗轮b530与第一放料蜗杆部分b221啮合并构成蜗轮蜗杆传动机构,所述第一放料蜗杆部分b221设置在放料动力轴b220上,放料动力轴b220穿过两块输送侧板b120且与之可圆周转动、不可轴向移动装配。
[0039]
所述第一调速齿轴b261分别与第七输送立板b137、第八输送立板b138可圆周转动装配,所述第一调速齿轴b261一端通过第二万向节b620与第二调速齿轴b262一端传动连接,所述第二调速齿轴b262分别与第六输送立板b136、第五传动立板b135、第二传动立板b132可圆周转动装配,所述第二调速齿轴b262上还套装有第一调速带轮b341,所述第一调速带轮b341通过第一调速皮带b340与第二调速带轮b342连接并构成带传动机构,所述第二调速带轮b342套装固定在第三调速齿轴b263上,所述第三调速齿轴b263分别与第五传动立板b135、第二传动立板b132、第九传动立板b139可圆周转动装配,所述第三调速齿轴b263上设置有第二调速蜗杆部分b552,所述第二调速蜗杆部分b552与第二调速蜗轮b551啮合并构成蜗轮蜗杆传动机构,所述第二调速蜗轮b551套装固定在第四调速齿轴b264上,所述第四调速齿轴b264装入放料安装腔b155内且与第二放料开关齿b572装配固定,所述第二放料开关齿b572与放料动力齿条b560一侧啮合并构成齿轮齿条传动机构,所述放料动力齿条b560另一侧与第一放料开关齿b571啮合并构成齿轮齿条传动机构,所述第一放料开关齿b571套装在放料联动轴b265上;所述放料动力齿条b560与放料齿条轴b561一端装配固定,所述放料齿条轴b561另一端穿过放料齿轴板b480且与之可轴向滑动装配,所述放料齿条轴b561位于放料动力齿条b560和放料齿轴板b480之间的部分上套装有放料齿条弹簧b950,所述放料齿条弹簧b950用于对放料动力齿条提供阻碍其向放料齿轴板b480移动的弹力。所述第二放料开关齿b572为单向齿轮,其锁止方向为驱动放料动力齿条b560向放料齿轴板b480移动的转向,另一方向上可与第四放料齿轴b264相对圆周转动。
[0040]
在需要释放放料通道b101内的待切割管材100时,第二放料开关齿b572驱动放料动力齿条b560上移,从而驱动第一放料开关齿b571转动,第一放料开关齿b571通过放料联动轴b265带动放料齿轮b440转动,放料齿轮b440带动第一放料板b411、第二放料板b412切换状态即可。而在此过程中,放料齿条弹簧b950被挤压而存储弹力,在第四放料齿轴b264驱动第二放料开关齿b572转动的动力消失后,放料齿条弹簧b950通过弹力驱动放料动力齿条b560复位,而此时,由于放料齿轮b440、第二放料开关齿b572均处在转向上,因此不会带动放料齿轮b440、第四放料齿轴b264转动。这种设计主要是为了输送半齿轮b520与输送齿轮b512啮合、与放料动力齿b511分离时,放料动力齿条b560、放料齿轮b440分别通过放料齿条弹簧b950、放料弹簧b460的弹力复位,以便于下一次放料操作的进行,从而实现循环、逐一放料。
[0041]
所述第一调速齿轴b261与调速小齿b542之间不可相对圆周转动、可轴向滑动装配,所述调速小齿b542两端面分别与不同的推力轴承的座圈贴紧或装配,所述推力轴承的轴圈可轴向滑动地套装在第一调速齿轴b261上且与调速架b170装配,所述调速架b170上设置有调速滑块b171,所述调速滑块b171与调速滑槽b161卡合、可滑动装配,所述调速滑槽b161设置在调速导板b160上,所述调速导板b160分别与第七输送立板b137、第八输送立板b138装配;所述调速架b170套装在调速螺杆b242上且通过螺纹与之旋合装配,所述调速螺杆b242分别与第七输送立板b137、第八输送立板b138可圆周转动、不可轴向移动装配,所述
调速螺杆b242一端通过第一万向节b610与调速动力轴b241一端传动连接,所述调速动力轴b241分别与两块第四输送立板b134可圆周转动装配,所述调速动力轴b241上还套装有一个调速动力带轮b351,此调速动力带轮b351通过调速动力皮带b350与安装在调速电机轴b711上的调速动力带轮b351连接并构成带传动机构,所述调速电机轴b711一端装入调速电机b710内,调速电机b710可以驱动调速电机轴b711圆周转动。
[0042]
优选地,所述第二输送立板b132、第五输送立板b135、第六输送立板b136、第七输送立板b137、第八输送立板b138分别安装在输送底板b110上,所述第四输送立板b134、第九输送立板b139均安装在第一输送立板b131上,第一输送立板安装在第二输送立板b132、第五输送立板b135、第六输送立板b136、第七输送立板b137、第八输送立板b138上。所述第二储料斜块b150上还安装有储料轴板b152,储料轴板b152与第四调速齿轴b264可圆周转动装配。
[0043]
需要调速时,只需要调节调速小齿b542相对于调速大齿b541轴向上的位置即可,由于调速大齿b541的转速不变,因此其不同外径处的线速度不相同,这就使得调速小齿b542在调速大齿b541不同外径处的传动比会发生变化,从而实现调速。当然所述调速小齿b542、调速大齿b541相互接触面上可以分别设置可以啮合、摩擦传动的粗糙面或颗粒,这种设计主要是为了实现无级调速。而调节调速小齿b542相对于调速大齿b541轴向上的位置只需要调速电机带动调速螺杆b242圆周转动,从而带动调速架b170沿着调速螺杆b242轴向移动即可。这种设计还能实现不切断动力的前提下调速,从而大大利于设备调试。
[0044]
优选地,由于待切割管材100一般偏长,本实施例主要是针对3米以上的管材切割。而在管材从放料通道内输出的过程中,由于管材比较长,重量也偏大,因此下落速度偏快,下落的冲击力也偏大。这样一方面会造成第一放料板、第二放料板可能来不及复位就使得倒数第二根待切割管材穿过第二放料板,造成非需要性输出,影响设备运行;另一方面由于冲击力大,因此在下落后会对第一放料板、第二放料板、输送带产生较大的冲击,非常容易使得第一放料板、第二放料板、输送带变形甚至损坏。而且待切割管材受到反向冲击力后很容易歪斜,造成其轴向、径向无法准确定位,严重影响切割精度,大大增加次品率。对此发明人还设计了气缓冲机构,所述气缓冲机构安装在第一储料斜块b140上且包括缓冲气囊b330、保压壳,第一储料斜块b140、第二储料斜块b150上分别设置有由上倾斜向下且逐渐靠近储料立板a140的第一储料斜面b141、第二储料斜面b151,第一储料斜面b141、第二储料斜面b151的设计有利于待切割管材向放料通道滚动,从而实现自动上料。
[0045]
所述第一储料斜块b140上还设置有缓冲气囊槽b142、缓冲安装槽b143,所述缓冲气囊槽b142、缓冲安装槽b143相互连通,且缓冲气囊槽b142贯穿第一储料斜块b140后与放料通道b101连通;所述缓冲气囊b330一端穿过缓冲气囊槽b142后部分进入放料通道内,且缓冲气囊b330进入放料通道b101内的一端上设置有缓冲弧面b332,所述缓冲弧面b332中间高两端低,从而能够对下落的待切割管材提供阻尼,以降低待切割管材的下落速度也就降低了冲击力、增加了下落时长。缓冲气囊b330另一端装入缓冲安装槽b143内且与气囊座b810密封装配,所述气囊座b810安装在缓冲安装槽b143内;缓冲气囊b330内部为中空的气囊内腔b331且缓冲气囊b330采用软质弹性材料制作,所述气囊内腔b331通过补气管b911与球阀腔b841一端连通,球阀腔b841设置在球阀壳b840内且球阀腔b841与阀球b850密封、可球形滚动装配,所述阀球b850上设置有贯穿的阀孔b851;所述球阀腔b841远离补气管b911
一端通过过气管b912与阀腔b821连通,所述阀球b850通过转动阀孔b851实现阀孔b851与过气管b912、补气管b911的通断。所述阀球b850两端分别与第一阀杆b271、第二阀杆b272一端装配,所述第一阀杆b271另一端穿出球阀壳b840后与发条弹簧b730一端装配,发条弹簧b730另一端与球阀壳b840装配,在阀孔b851分别与过气管b912、补气管b911连通时,发条弹簧b730处于散开状态。在阀球转动时,发条弹簧b730收卷而存储弹力,以便于后续阀球的打开。
[0046]
所述第二阀杆b272另一端依次穿过至少一块第二阀杆轴板b892后与第一阀杆轴板b891可圆周转动装配,所述第二阀杆轴板b892、第一阀杆轴板b891均安装在阀杆轴板架b890上,阀杆轴板架b890安装在缓冲安装腔b143内;所述第二阀杆b272上套装有开关筒b880,开关筒b880上设置有沿着其轴向、周向分布的开关弧槽b881,所述开关弧槽b881两端在开关筒b880圆周方向上的夹角至少大于阀孔b851转动至与球阀腔b841的内壁完全密封时第二阀杆的转角,这种设计主要是为了确保阀孔对过气管b912、补气管b911的充分切断。
[0047]
所述开关弧槽b881与开关滚珠b940卡合、可滑动装配,所述开关滚珠b940安装在开关滑套b870的内侧,所述开关滑套b870可轴向滑动地套装在开关筒b880上,开关滑套b870轴向移动时,能够带动开关滚珠b940同步移动,开关滚珠b940与开关弧槽b881配合从而驱动开关筒b880、第二阀杆b272转动,也就驱动阀球b850转动。所述开关滑套b870通过滑套连杆b860与阀轴b280穿出阀筒b290的一端装配固定,所述阀筒b290套装在阀轴b280外且与之可轴向滑动装配;阀筒b290一端装入阀腔b821内,且阀筒b290两端上分别安装有阀筒环b291,位于阀腔b821内的阀筒环b291与保压弹簧b930一端压紧或装配;阀轴b280另一端装入穿出阀筒b290位于阀腔b821内的一端后与阀块b830装配,所述保压弹簧b930套装在阀轴b280位于阀块b830和阀筒环b291之间的部分上,且对阀块b830施加阻碍其向阀筒环b291移动的弹力。阀筒b290与保压壳c820通过螺纹旋合装配,可以通过调节阀筒b290装入阀腔的深度调节保压弹簧的预压缩量,从而便于调节缓冲气囊内部的最大气压值。
[0048]
所述阀块b830与阀腔b821卡合、可滑动、密封装配,阀腔b821设置在保压壳b820内,且阀腔b821的内壁上还安装有挡条b822,所述挡条b822用于限制阀块b830向过气管b912移动的最大位移量;所述阀块b830将阀腔分割为两部分,一部分为与过气管连通的过气阀腔,所述过气阀腔还与保压气管b920一端连通,保压气管b920另一端气罐(未画出)内部连通,气罐内部充满加压气体。一旦气罐内部的气压偏高时,阀腔b821内的气压增加,气压会驱动阀块b830克服保压弹簧b930的弹力向阀筒b290移动,从而驱动阀轴b280、滑套连杆b860、开关滑套b870同步移动,开关滑套b870通过开关滚珠b940带动第二阀杆b272、阀球b850转动从而调节过气管b912、补气管b911的连通截面甚至切断连通。从而避免缓冲气囊内部的气压过大增加卡管、待切割管材无法按照设计下落等缺陷。而气罐内部的气压下降后,阀球可以复位。
[0049]
所述旋转模块c包括旋转组件c600、旋转螺杆c682、旋转动力轴c681,所述旋转螺杆c682、旋转动力轴c681两端分别与不同的旋转端板c691可圆周转动装配;两块旋转端板c691分别与不同的旋转立板c692一端装配固定,所述旋转立板c692另一端与旋转顶板c110装配固定;所述旋转螺杆c682一端、旋转动力轴c681一端穿出任一块旋转端板c691后分别与旋转调节电机c320、旋转电机c310的输出轴通过联轴器连接固定,所述旋转调节电机c320、旋转电机c310启动后可分别驱动旋转螺杆c682、旋转动力轴c681圆周转动;
所述旋转端板c691还与旋转升降座c120装配,所述旋转升降座c120顶部与旋转顶板c110装配固定,所述旋转升降座c120上安装有旋转齿条板c410,旋转齿条板c410与切割齿轮c420啮合并构成齿轮齿条传动机构,所述切割齿轮c420套装固定在切割侧移轴c220上,所述切割侧移轴c220分别与储料立板a140、第一主架侧板a121可圆周转动装配。本实施例中切割侧移轴c220有两根,其中一根切割侧移轴c220的两端分别与第一主架侧板a121、第二主架立板a112装配。所述旋转顶板c110与升降导向轴c210、升降伸缩轴c311一端装配,所述升降导向轴c210另一端穿出主架顶板a130后与限位螺母c211装配,所述限位螺母c211不能穿过主架顶板a130。所述升降伸缩轴c311另一端穿过主架顶板a130后装入升降气缸c310内,升降气缸c310启动后能够驱动升降伸缩轴c311轴向伸缩移动从而带动整个旋转模块c上下同步移动,而整个旋转模块c上下移动时能够驱动切割齿轮c420圆周转动。
[0050]
所述旋转组件c600包括旋转架c610、旋转动力轮c640,所述旋转架c610上内分别安装有旋转导向块c612、旋转架顶板c611,所述旋转导向块c612套装在旋转螺杆c682上且与之通过螺纹旋合装配,所述旋转架c610上可圆周转动地安装有旋转动力筒c620,旋转动力筒c620可轴向滑动、不可圆周转动地套装在旋转动力轴c681上,所述旋转动力筒c620上套装有第一旋转带轮c631,第一旋转带轮c631通过旋转皮带c630与第二旋转带轮c632连接并构成带传动机构,所述第二旋转带轮c632套装在旋转轮轴c650上,所述旋转动力轮c640套装在旋转轮轴c650上。使用时,旋转动力轴c681驱动旋转动力筒c620圆周转动,旋转动力筒c620带动旋转轮轴c650圆周转动,旋转轮轴c650带动旋转动力轮c640圆周转动,旋转动力轮c640压紧在位于切割工位上的待切割管材100,从而带动待切割管材100圆周转动以完成切割。
[0051]
优选地,所述旋转架c610上安装有夹管组件c700,所述夹管组件c700上设置有夹管槽c701,夹管槽c701可与待切割管材100圆周方向卡合、可滑动装配。使用时,夹管槽c701和半管槽b321配合即可对待切割管材圆周方向上进行定位,从而避免待切割管材圆周转动时发生摆动严重影响切割精度。所述夹管组件c700可以是一块设置有夹管槽c701的板。
[0052]
参见图35,优选地,所述夹管组件c700包括夹管侧板c710、夹管立板c720,所述夹管侧板c710、夹管立板c720分别安装在旋转架c610上;所述夹管侧板c710上安装有两根夹管联动轴c740,两根夹管联动轴c740分别与不同的夹管半齿轮c730可圆周转动装配,两个夹管半齿轮c730相互啮合传动,且夹管半齿轮c730安装在夹管支杆c750一端上,夹管支杆c750上还安装有两块夹管轴板c751,两块夹管轴板c751分别与不同的夹管带轮轴c771装配,两根夹管带轮轴c771外分别可圆周转动地套装有一个夹管带轮c761,两个夹管带轮c761之间通过夹管皮带c760连接并构成带传动机构,夹管皮带c760有两根,两根夹管皮带c760之间形成夹角,这个夹角空间为夹管槽c701。使用时所述夹管皮带c760与待切割管材100的侧壁夹紧从而实现对待切割管材100的定位。而待切割管材100圆周转动时带动通过夹管皮带c760运行,从而将待切割管材100转动时的阻尼。其中一根夹管支杆c750上还设置有夹管调节槽c752,夹管调节槽c752与夹管调节销c772一端可滑动装配,所述夹管调节销c772另一端与夹管调节块c790装配,所述夹管调节块c790与夹管调节螺栓c780一端可圆周转动、不可轴向移动,所述夹管调节螺栓c780另一端穿出夹管立板c720且与之通过螺纹旋合装配。使用时,可以通过旋转夹管调节螺栓c780,从而调节夹管槽c701的夹角以适用于不同外径的待切割管材。
[0053]
优选地,旋转组件有多个,此时只有最接近旋转调节电机c320的旋转导向块c612与旋转螺杆c682通过螺纹旋合装配,而其它旋转导向块c612均可轴向滑动、可圆周转动、不通过螺纹旋合地套装在旋转螺杆c682上。这种设计主要是为了后续便于等距调节各个旋转组件的间距。
[0054]
所述旋转架顶板c611顶板上安装有第一旋转销c661,所述第一旋转销c661与第一旋转调距杆c671中间部分铰接,所述第一旋转调距杆c671两端分别通过第二旋转销c662与其它第一旋转调距杆c671一端铰接,最靠近两块旋转端板c691的第一旋转调距杆c671通过其它第二旋转销c662与第二旋转调距杆c672一端铰接,所述第二旋转调距杆c672另一端通过第三旋转销c663和与之靠近的旋转端板c691铰接。使用时,通过圆周转动旋转螺杆c682可以带动与之通过螺纹旋合的旋转导向块c612沿着旋转螺杆c682轴向移动,而此旋转导向块c612带动第一旋转调距杆c671、第二旋转调距杆c672转动,从而拉动各个旋转组件c600沿着旋转螺杆c682等距分散或收拢。这种设计大大利于对待切割管材的转动、定位,而且通过多个旋转组件等距调节的方式可以效率较高、精度也高,从而可以避免旋转组件遮挡切割位置、与切割模块发生碰撞。
[0055]
所述切割模块d包括切割架d110,切割架d110上设置有切割架立板d111,切割架立板d111上安装有切割架滑块d112,所述切割架滑块d112与切割导向槽d131卡合、可滑动装配,所述切割导向槽d131设置在切割导向板d130上,所述切割导向板d130两端分别与储料立板a140、第一主架侧板a121装配固定;所述切割架d110上安装有切割侧移块d120,切割侧移块d120套装在切割侧移轴c220上且与之通过螺纹旋合装配,所述切割侧移轴c220两端分别与储料立板a140、第一主架侧板a121可圆周转动、不可轴向移动装配,所述切割侧移轴c220圆周转动时能够带动切割架d110沿着其轴向移动,从而实现切割模块的侧移(相对于待切割管材径向)。所述切割架d110上还安装有第一切割横板d131,所述第一切割横板d131两端分别通过不同的切割竖板d133与第二切割横板d132装配,两块切割竖板d133分别与切割螺杆d210、切割旋转轴d220可圆周转动装配,所述切割螺杆d210一端、切割旋转轴d220一端穿出任一块切割竖板d133后分别与切割调距电机d310的输出轴、切割旋转电机d320的输出轴通过联轴器连接固定,所述切割调距电机d310、切割旋转电机d320启动后可分别驱动切割螺杆d210、切割旋转轴d220圆周转动。
[0056]
所述切割螺杆d210穿过切割调距块d142且与之通过螺纹旋合装配,所述切割调距块d142安装在切割侧移盒d140上,所述切割侧移盒d140内部为中空的切割旋转腔d141,所述切割旋转腔d141内安装有切割蜗轮d410,切割蜗轮d410与切割蜗杆部分d261啮合并构成蜗轮蜗杆传动机构,所述切割蜗杆部分d261设置在切割侧移筒d260上,所述切割侧移筒d260与切割侧移盒d140可圆周转动、不可轴向移动装配,切割侧移筒d260套装在切割旋转轴d220上且与之不可圆周转动、可轴向滑动装配;所述切割蜗轮d410套装固定在切割旋转轴d230上,所述切割旋转轴d230一端穿出切割侧移盒d140后与切割安装板d150装配固定,切割安装板d150上安装有激光切割头d340,激光切割头d340用于发出激光,从而通过激光切割待切割管材100。所述激光切割头d340的激光输入端通过光纤d330接入激光切割机d360的激光输出口,从而将激光引入激光切割头d340。所述激光切割头d340不与切割旋转轴d230同轴,因此在切割旋转轴d230圆周转动时,激光切割头d340的高度会发生变化。所述
切割旋转轴d220圆周转动时能够带动切割侧移筒d260圆周转动,从而带动切割蜗轮d410转动,也就带动了切割安装板d150同步转动。
[0057]
切割侧移盒d140有多个且只有最靠近切割竖板d133的两个切割侧移盒d140上的切割调距块d142分别与切割螺杆d210通过螺纹旋合装配,其它的切割调距块d142可相对于切割螺杆d210轴向滑动;所述切割调距块d142上安装有第一切割销d241,所述第一切割销d241与第一切割连杆d511中间部分铰接,所述第一切割连杆d511两端分别通过第二切割销d242与其它第一切割连杆d511一端铰接,位于最靠近两块切割竖板d133的切割调距块d142分别通过不同的第三切割销d243与第二切割连杆d512一端铰接,第二切割连杆d512另一端通过其它第二切割销d242和与之靠近的第一切割连杆d511铰接。需要调节激光切割头d340相对于待切割管材轴向上的位置以调节切段长度。而可以通过旋转切割安装板d150调节激光切割头d340的高度,从而适用于不同外径的管材,而且这种高度调节方式十分简单,能够适用于不同数量的切割安装板d150。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips