
 商标分类
商标分类  商标转让
商标转让 
低压压力表用全自动焊机的制作方法
 2021-01-29 18:01:32|
2021-01-29 18:01:32| 211|
211| 起点商标网
起点商标网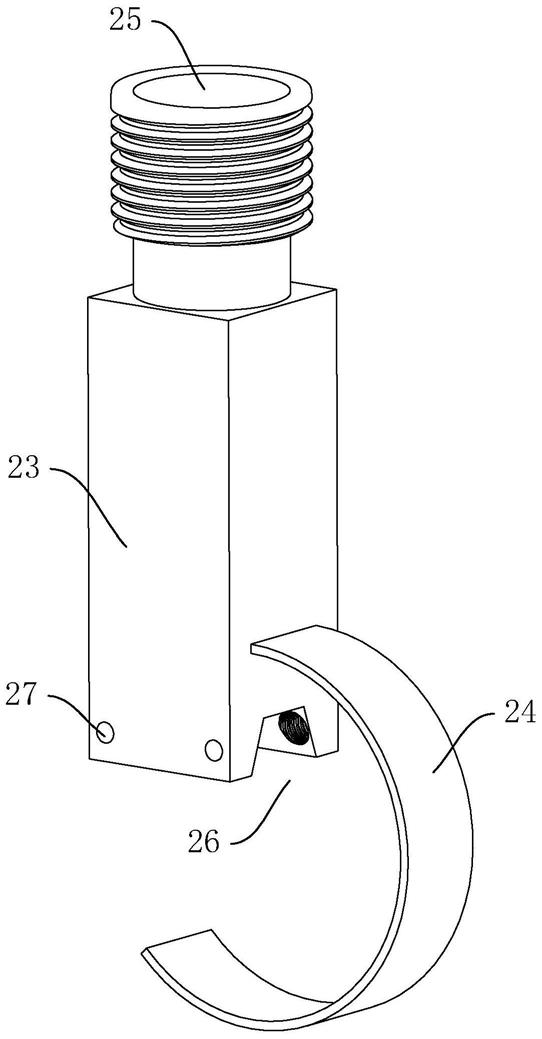
[0001]
本发明涉及焊接设备技术领域,特别涉及一种低压压力表用全自动焊机。
背景技术:
[0002]
目前,现有的低压压力表,如图1、图2所示,包括主体23以及弧形片24,所述主体23的中心处穿设有通孔25,所述主体23的一端设置有外螺纹,所述主体23的另一端上开设有通槽26,所述通槽26沿所述主体23的长度方向延伸并贯穿所述主体23的侧壁,所述主体23的侧壁上还开设有联通于所述通槽26的安装孔27,所述安装孔27沿所述主体23的宽度方向延伸。主体23的侧壁上还开设有焊接槽28,且焊接槽28所在的平面与安装孔27所在的平面相邻。所述弧形片24的一端伸入至所述焊接槽28并与焊接槽28焊接固定。在对该低压压力表进行组装加工时,使用者需要手动将弧形片24的端部伸入至焊接槽28中,之后使用焊枪将弧形片24与主体23焊接固定。这一过程中需要使用者手动处理,自动化程度相对较低。
技术实现要素:
[0003]
针对现有技术存在的不足,本发明的目的在于提供一种低压压力表用全自动焊机,其具有自动化程度较高,能够自动将主体与弧形片焊接固定的优势。
[0004]
本发明的上述技术目的是通过以下技术方案得以实现的:一种低压压力表用全自动焊机,包括机架,所述机架内部设置有转动电机,所述转动电机的输出轴凸出于所述机架的顶面,所述转动电机的输出轴上连接有转盘,所述转盘与所述机架转动连接,所述转盘的顶面上周向均匀分布有若干装夹装置,所述机架边沿处沿转盘转动方向依次设置有送料装置、顶料装置、加热装置、焊接装置、供料装置以及取料装置;所述送料装置的进料口连接于振动盘的出料口处,且送料装置用于对振动盘初次筛选之后的主体进行方向调整,使得主体的焊接槽朝向同一方向;所述顶料装置用于将送料装置上的主体运送至装夹装置上;所述加热装置用于对装夹装置上的主体进行加热;所述焊接装置用于将主体与弧形片焊接固定;所述供料装置用于将弧形片运送至焊接装置一侧;所述取料装置用于将焊接完成的低压压力表从装夹装置上取下。
[0005]
通过上述技术方案,使用时,通过送料装置将振动盘传输过来的主体运送至顶料装置一侧,顶料装置接过主体后将主体传输至装夹装置上并控制装夹装置将主体夹紧,之后通过电机控制转盘转动,使得装夹有主体的装夹装置移动至与加热装置相对,加热装置对装夹装置上的主体进行加热,之后电机控制转盘转动,使得装夹有加热完成的主体的装夹装置运动至焊接装置处,与此同时,取料装置将弧形片运送至焊接装置处并与主体相对,之后焊接装置将弧形片与主体焊接固定。整一过程中,不需要使用者参与,自动化程度较高,且生产效率较高。
[0006]
优选的,所述装夹装置包括夹持座以及设置于所述夹持座上的夹持组件,所述夹持座的顶面上开设有供工件放入的夹持槽,所述夹持组件包括螺柱、螺帽、齿轮以及齿条,所述螺柱贯穿所述夹持座并伸入至所述夹持槽中,所述螺帽螺纹连接于所述螺柱凸出于所
述夹持座的端部上,所述齿轮套设在所述螺柱上,所述齿轮的一端与所述螺帽固定连接,所述齿轮的另一端抵紧于所述夹持座的外壁,所述齿轮与所述夹持座轴向固定,所述齿条滑移连接于所述夹持座,且所述齿条与所述齿轮啮合,所述夹持座上开设有开口槽,所述开口槽联通于所述夹持座上供所述螺柱穿过的螺纹孔。
[0007]
通过上述技术方案,使用时,将主体放置到夹持槽中,之后通过气缸顶动齿条,使得齿条向上滑移,这一过程中,齿条带动齿轮以及螺帽转动,螺帽转动时驱动螺柱转动并横移向夹持槽一侧,螺柱的端部抵触于主体的侧壁并将主体压紧于夹持槽的内壁上。
[0008]
优选的,所述夹持座的侧壁上设置有挡板,所述挡板抵触于所述齿轮远离所述夹持座的侧壁。
[0009]
通过上述技术方案,设置于夹持座上的挡板能够对齿轮进行限位,使得齿轮不易发生轴向移动,且通过齿轮转动能够有效带动螺柱横向横移。
[0010]
优选的,所述送料装置包括连接于振动盘出料口处的补料组件、连接于补料组件出料口处的送料组件、连接于送料组件出料口处的调节组件;所述补料组件包括补料仓以及输送带;所述补料仓的顶部凹陷形成有补料槽,所述输送带设置于补料槽中;所述送料组件包括送料仓以及送料气缸,所述送料仓的顶部凹陷形成有送料槽,所述送料仓的顶部上还开设有连接槽,所述连接槽将所述补料槽与所述送料槽联通,所述送料气缸位于所述送料仓的进料口一侧,所述送料气缸的活塞杆朝向所述送料槽的进料口一侧,所述送料气缸的活塞杆上连接有推块,所述推块滑移连接于所述送料槽;所述调节组件包括旋转气缸、设置于旋转气缸上的调节块、设置于所述旋转气缸侧壁上的检测机构,所述调节块上设置有进料槽以及检测槽,所述进料槽的一端联通于所述送料槽的出料口,所述进料槽的另一端延伸至所述调节块的旋转中心处,所述检测槽的一端联通所述检测槽,所述检测槽的另一端朝向所述检测机构,所述检测机构包括探测气缸以及连接于所述探测气缸活塞杆端部上的探头,所述探测气缸的活塞杆伸长时探头进入到所述检测槽中。
[0011]
通过上述技术方案,使用时,经振动盘初次筛选的低压压力表主体进入到补料槽中并抵触于输送带的顶面,与此同时,动力件控制输送带工作并将低压压力表主体运送至送料组件一侧。低压压力表主体在补料机构的作用下经由连接槽进入到送料槽中,之后控制送料气缸的活塞杆伸长,送料气缸活塞杆端部上的推块伸入至送料槽中并抵触于低压压力表主体的侧壁,进而推动低压压力表主体沿送料槽移动至调节块的进料槽中,使得低压压力表主体的侧壁抵触于进料槽位于调节块中心的端部上。之后控制探测气缸的活塞杆伸长,直至探测气缸活塞杆端部上的探头抵触于低压压力表主体上。当探头抵触于座体的侧壁上且未进入到焊接槽内部时,探头控制旋转气缸开启,旋转气缸控制调节块转动180度,当探头伸入至焊接槽内部时,探头不会将旋转气缸开启,以此对低压压力表主体的方向进行调整,使得低压压力表主体上的焊接槽始终朝向一个方向。
[0012]
优选的,所述顶料装置包括翻转机械手、运送组件、平移送料机械手、推料安装组件;所述翻转机械手用于控制主体翻转90度并将主体送至运送组件中;所述运送组件包括顶部开设有凹槽的运送仓、设置于所述运送仓中的凹槽中的传送带;所述平移供料机械手用于将所述运送仓出料口处的主体夹持并运送至推料安装组件中;所述推料安装组件包括
推料机构以及安装机构,所述推料机构包括滑移连接于所述机架的推料板、设置于所述机架上并与所述推料板连接的推料气缸,所述推料板的顶面上开设有滑移槽,所述滑移槽横向贯穿所述推料板,且所述滑移槽用于联通所述运送仓的出料口;所述安装机构包括设置于机架上的执行气缸、设置于执行气缸活塞杆端部上的推料块、设置于所述机架上且用于推动齿条的顶动气缸,所述推料块用于伸入至所述滑移槽中并将主体推向夹持槽一侧。
[0013]
通过上述技术方案,使用时,翻转机械手将调节块上的主体夹起后翻转90度,使得主体的焊接槽朝上,之后翻转机械手将主体放置到送料仓的凹槽中,主体落在传送带上,传送带将主体进行运输,当主体运动之平移供料机械手下方时,平移供料机械手将主体夹起并放置到推料板的滑移槽中,之后推料气缸活塞杆伸长并控制推料板移动向推料安装组件一侧,当推料板运动至滑移槽与顶动气缸相对时,控制顶动气缸活塞杆伸长,设置于顶动气缸活塞杆上的推料块将主体推入至夹持装置的夹持槽中。
[0014]
优选的,所述安装机构还包括设置于机架上的限位气缸、设置于气缸活塞杆端部上的安装块、滑移连接于所述安装块的限位杆、套设于所述限位杆上并与所述安装块固定的弹簧。
[0015]
通过上述技术方案,在需要使用顶动气缸将主体推动至夹持槽中时,控制限位气缸活塞杆伸长,使得限位杆伸入至夹持槽中,在通过顶动气缸推动主体进入到夹持槽的过程中,主体抵触于限位杆并推动限位杆滑动,此时弹簧处于压缩状态,通过限位杆、弹簧以及推料块的配合对主体进行限位,使得主体在被装夹装置夹紧的过程中不易发生位移。
[0016]
优选的,所述加热装置包括设置于机架上的动力气缸、设置于动力气缸活塞杆上的支架、设置于支架上的加热丝,所述动力气缸的活塞杆指向所述转盘的转动中心,所述加热丝与外部电源连接。
[0017]
通过上述技术方案,当装夹装置将主体运送至与加热装置相对时,通过动力气缸控制支架以及加热丝移动向装夹装置一侧,直至加热装置抵触于装夹装置上的主体,由于加热丝与外部电源电连接,加热丝将电能转化为热能并对装夹装置上的主体进行加热。
[0018]
优选的,所述焊接装置包括托板、取料机械手、第一焊接机构和第二焊接机构,所述取料机械手用于将弧形片运送至托板上,所述第一焊接机构包括设置于机架上的第一推力气缸、设置于所述第一推力气缸上的第一焊枪,所述第二焊接机构包括设置于机架上的第二推力气缸、设置于所述第二推力气缸上的第二焊枪。
[0019]
通过上述技术方案,使用时,取料机械手将弧形片移动至托板上,且弧形片的一端伸入至焊接槽中,之后同时控制第一推力气缸以及第二推力气缸的活塞杆伸长,使得第一焊枪以及第二焊枪均抵触于主体与弧形片的连接处,且第一焊枪以及第二焊枪同时对主体与弧形片进行焊接固定。
[0020]
优选的,所述供料装置包括供料仓、传输带、供料机械手、暂存台,所述供料仓的顶部凹陷形成有供料槽,所述传输带设置于所述供料槽内部,所述供料机械手用于将弧形片转移至所述暂存台上,所述暂存台的顶部开设有暂存槽。
[0021]
通过上述技术方案,使用时,可以通过振动盘或者机械手将弧形片逐一放入到供料仓的供料槽中,传输带能够对供料槽中的弧形片进行运输,当弧形片运动至供料机械手下方时,供料机械手将弧形片取出并放置到暂存台的暂存槽中。之后取料机械手能够将弧形片从暂存槽中取出并运送至托板处。
[0022]
优选的,所述取料装置包括设置于所述装夹装置上方的下压气缸、设置于所述转盘上方的横推气缸、连接于所述横推气缸活塞杆上的取料块。
[0023]
通过上述技术方案,当装夹装置运动至下压气缸下方时,控制下压气缸活塞杆伸长,下压气缸活塞杆抵触于齿条并推动齿条下移,以此接触装夹装置对主体的夹持,之后控制横推气缸活塞杆伸长,设置于横推气缸活塞杆上的取料块抵触于主体并将主体推离装夹装置。
附图说明
[0024]
图1为低压压力表的结构示意图,主要是用于展示低压压力表的外形;图2为低压压力表的局部示意图,主要是用于展示主体的外形;图3为实施例的结构示意图,主要是用于展示实施例的组成;图4为夹持装置的结构示意图,主要是用于展示夹持装置的组成;图5为送料装置的结构示意图,主要是用于展示送料装置的组成;图6为图3的a部放大图;图7为焊接装置的结构示意图,主要是用于展示焊接装置的组成;图8为供料装置的结构示意图,主要是用于展示供料装置的组成;图9为实施例的局部示意图,主要是用于展示取料装置的组成。
[0025]
附图标记:1、机架;2、转动电机;3、转盘;4、装夹装置;41、夹持座;42、夹持组件;421、螺柱;422、螺帽;423、齿轮;424、齿条;5、送料装置;51、补料组件;511、补料仓;512、输送带;52、送料组件;521、送料仓;522、送料气缸;53、调节组件;531、旋转气缸;532、调节块;533、检测机构;5331、探测气缸;5332、探头;6、顶料装置;61、翻转机械手;62、运送组件;621、运送仓;622、传送带;63、平移送料机械手;64、推料安装组件;641、推料机构;6411、推料板;6412、推料气缸;642、安装机构;6421、执行气缸;6422、推料块;6423、顶动气缸;6424、限位气缸;6425、安装块;6426、限位杆;6427、弹簧;7、加热装置;71、动力气缸;72、支架;73、加热丝;8、焊接装置;81、托板;82、取料机械手;83、第一焊接机构;84、第二焊接机构;831、第一推力气缸;832、第一焊枪;841、第二推力气缸;842、第二焊枪;9、供料装置;91、供料仓;92、传输带;93、供料机械手;94、暂存台;10、取料装置;101、下压气缸;102、横推气缸;103、取料块;11、夹持槽;12、开口槽;13、挡板;14、补料槽;15、送料槽;16、连接槽;17、推块;18、进料槽;19、检测槽;20、滑移槽;21、供料槽;22、暂存槽;23、主体;24、弧形片;25、通孔;26、通槽;27、安装孔;28、焊接槽;29、凹槽。
具体实施方式
[0026]
以下结合附图对本发明作进一步详细说明。
[0027]
一种低压压力表用全自动焊机,如图1至图9所示,包括机架1,机架1内部设置有转动电机2,转动电机2的输出轴沿竖直方向延伸并凸出于机架1的顶面,转动电机2输出轴的端部上同轴连接有转盘3,转盘3与机架1转动连接,转盘3的顶面上周向均匀分布有若干装夹装置4,装夹装置4用于装夹低压压力表的主体23。机架1边沿处沿转盘3转动方向依次设置有送料装置5、顶料装置6、加热装置7、焊接装置8、供料装置9以及取料装置10。送料装置5的进料口连接于振动盘的出料口处,且送料装置5用于对振动盘初次筛选之后的主体23进
行方向调整,使得主体23的焊接槽28朝向同一方向;顶料装置6用于将送料装置5上的主体23运送至装夹装置4上;加热装置7用于对装夹装置4上的主体23进行加热;焊接装置8用于将主体23与弧形片24焊接固定;供料装置9用于将弧形片24运送至焊接装置8一侧;取料装置10用于将焊接完成的低压压力表从装夹装置4上取下。
[0028]
装夹装置4包括夹持座41以及设置于夹持座41上的夹持组件42,夹持座41的顶面上开设有供工件放入的夹持槽11,夹持座41的侧壁上穿设有螺纹孔,螺纹孔与夹持槽11联通,且螺纹孔与夹持槽11相垂直。夹持座41的顶面上开设有开口槽12,开口槽12联通于螺纹孔。夹持组件42包括螺柱421、螺帽422、齿轮423以及齿条424,螺柱421螺纹连接在螺纹孔中,且螺柱421的一端伸入至夹持槽11中,螺柱421的另一端凸出于夹持座41的外壁,螺帽422螺纹连接于螺柱421凸出于夹持座41的端部上,齿轮423套设在螺柱421上,齿轮423的一端与螺帽422固定连接,齿轮423的另一端通过夹持座41侧壁上的挡板13抵紧于夹持座41的外壁,使得齿轮423与夹持座41轴向固定。齿条424滑移连接于夹持座41,且齿条424与齿轮423啮合。
[0029]
送料装置5包括连接于振动盘出料口处的补料组件51、连接于补料组件51出料口处的送料组件52、连接于送料组件52出料口处的调节组件53;补料组件51包括补料仓511以及输送带512,补料仓511的顶部凹陷形成有供主体23放入的补料槽14,输送带512设置于补料槽14中且用于对补料槽14中的主体23进行传输。送料组件52包括送料仓521以及送料气缸522,送料仓521的顶部凹陷形成有供主体23放入的送料槽15,送料仓521的顶部上还开设有连接槽16,连接槽16将补料槽14与送料槽15联通,使得补料槽14内部的主体23能够经由连接槽16进入到送料槽15中,送料气缸522位于送料仓521的进料口一侧,送料气缸522的活塞杆朝向送料槽15的进料口一侧,送料气缸522的活塞杆上连接有推块17,推块17在送料气缸522活塞杆伸长时进入到送料槽15中并与送料槽15滑移连接;调节组件53包括旋转气缸531、设置于旋转气缸531上的调节块532、设置于旋转气缸531侧壁上的检测机构533。调节块532上设置有相互垂直的进料槽18以及检测槽19,进料槽18的一端联通于送料槽15的出料口,进料槽18的另一端延伸至调节块532的旋转中心处,检测槽19的一端延伸至调节块532的旋转中心处并与进料槽18联通,检测槽19的另一端贯穿调节块532的侧壁并朝向检测机构533一侧,检测机构533包括探测气缸5331以及连接于探测气缸5331活塞杆端部上的探头5332,探测气缸5331的活塞杆伸长时探头5332进入到检测槽19中。
[0030]
顶料装置6包括翻转机械手61、运送组件62、平移送料机械手63、推料安装组件64。翻转机械手61用于控制主体23翻转90度并将主体23送至运送组件62中;运送组件62包括顶部开设有凹槽29的运送仓621、设置于运送仓621中的凹槽29中的传送带622,使用时,主体23位于凹槽29内部且处于传送带622上方,传送带622能够对其上的主体23进行运输;平移供料机械手93用于将运送仓621出料口处的主体23夹持并运送至推料安装组件64中;推料安装组件64包括推料机构641以及安装机构642,推料机构641包括滑移连接于机架1的推料板6411、设置于机架1上并与推料板6411连接的推料气缸6412,推料板6411的顶面上开设有滑移槽20,滑移槽20横向贯穿推料板6411,且滑移槽20用于联通运送仓621的出料口,推料气缸6412的活塞杆固定连接在推料板6411的侧壁,且推料气缸6412通过伸缩活塞杆能够控制推料板6411进行滑移;安装机构642包括设置于机架1上的执行气缸6421、设置于执行气缸6421活塞杆端部上用于伸入至滑移槽20中并将主体23推向夹持槽11一侧的推料块6422、
设置于机架1上且用于推动齿条424的顶动气缸6423、设置于机架1上的限位气缸6424、设置于气缸活塞杆端部上的安装块6425、横向滑移连接于安装块6425的限位杆6426、套设于限位杆6426上并与安装块6425固定的弹簧6427。执行气缸6421的活塞杆朝向转盘3的旋转中心一侧。顶动气缸6423位于转盘3的下方,顶动气缸6423的活塞杆在伸长时能够推动齿条424上移。限位气缸6424位于转盘3上方,限位气缸6424的活塞杆沿转盘3的径向延伸,安装块6425的一端向下延伸并与滑移槽20相对。限位杆6426沿转盘3的径向设置,限位杆6426的两端均贯穿于安装块6425的侧壁。弹簧6427套接在限位杆6426上,弹簧6427的一端与安装块6425背离执行气缸6421的端面固定连接,弹簧6427的另一端与限位杆6426背离执行气缸6421的端面固定连接。
[0031]
加热装置7包括设置于机架1上的动力气缸71、设置于动力气缸71活塞杆上的支架72、设置于支架72上的加热丝73。动力气缸71的活塞杆指向转盘3的旋转中心,加热丝73在本实施例中有两条且以动力气缸71为中心对称分布,加热丝73的一端延伸至转盘3上方且用于抵触装夹装置4,加热丝73的另一端与外界电源电连接,加热丝73用于将电能转化为热能并对装夹装置4上的主体23进行加热,两根加热丝73能够分两步对主体23进行加热,缩短单次加热所需要的时间。
[0032]
焊接装置8包括托板81、取料机械手82、第一焊接机构83和第二焊接机构84。托板81设置于机架1上且位于转盘3侧边,托板81用于放置弧形片24。取料机械手82用于将弧形片24运送至托板81上。第一焊接机构83位于转盘3上方,第一焊接机构83包括设置于机架1上的第一推力气缸831、设置于第一推力气缸831上的第一焊枪832,第二焊接机构84设置于机架1上且位于转盘3侧边,第二焊接机构84包括设置于机架1上的第二推力气缸841、设置于第二推力气缸841上的第二焊枪842。
[0033]
供料装置9包括供料仓91、传输带92、供料机械手93、暂存台94。供料仓91的顶部凹陷形成有供料槽21,供料槽21的两端均贯穿于供料仓91的侧壁,传输带92设置于供料槽21内部,传输带92用于对放入供料槽21中的弧形片24进行运输,供料机械手93用于将弧形片24转移至暂存台94上,暂存台94的顶部开设有暂存槽22。
[0034]
取料装置10包括下压气缸101、横推气缸102以及取料块103,下压气缸101设置于机架1上且位于转盘3上方,下压气缸101活塞杆伸长时能够挤压齿条424,使得齿条424下移。横推气缸102设置于机架1上,横推气缸102的活塞杆沿转盘3径向设置,横推气缸102活塞杆的端部上设置有取料块103,当横推气缸102活塞杆伸长时取料块103能够将加工完成的低压压力表推出装夹装置4。
[0035]
以上所述仅是本发明的示范性实施方式,而非用于限制本发明的保护范围,本发明的保护范围由所附的权利要求确定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips