
 商标分类
商标分类  商标转让
商标转让 
一种便于排屑的复合旋转锉刀具的制作方法
 2021-01-29 18:01:49|
2021-01-29 18:01:49| 227|
227| 起点商标网
起点商标网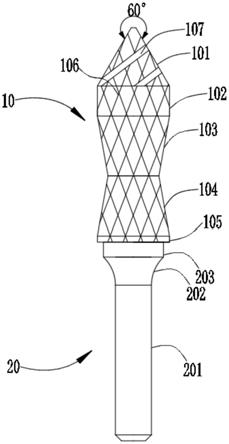
[0001]
本实用新型涉及切削工具技术领域,特别是一种便于排屑的复合旋转锉刀具。
背景技术:
[0002]
硬质合金旋转锉刀具,俗称硬质合金打磨头,是在硬质合金头胚上磨加工出特定螺旋齿,用于打磨焊痕,焊道,毛刺。硬质合金旋转锉刀,亦称硬质合金高速什锦铣刀、硬质合金模具铣刀等,与高速电磨机或风动工具配套使用,加工材料硬度可达hrc65。硬质合金旋转锉可精加工各种金属模腔;清理铸、锻、焊件的飞边、毛刺和焊缝;各种机械零件的倒角、倒圆、沟槽和键槽加工;叶轮流道部位的修光;清理管道;精加工机械零件的内孔表面;各种金属和非金属的工艺雕刻等。现有的硬质合金旋转锉刀具刀头外形为标准型号,无法满足多样化加工的需要。目前市场上的硬质合金旋转锉材料较为昂贵,导致硬质合金旋转锉生产成本较高。
技术实现要素:
[0003]
基于此,针对现有的硬质合金旋转锉刀具所存在的上述技术问题,有必要提出一种便于排屑的复合旋转锉刀具。
[0004]
本实用新型的技术方案是:
[0005]
一种便于排屑的复合旋转锉刀具,包括刀头和刀柄,所述刀头从上到下依次包括圆锥型刀头、第一圆柱型刀头、倒圆台型刀头、正圆台型刀头和第二圆柱型刀头;所述圆锥型刀头、第一圆柱型刀头、倒圆台型刀头、正圆台型刀头和第二圆柱型刀头的表面均设有若干锉纹;所述刀柄位于所述刀头的下部,所述刀柄与所述第二圆柱型刀头连接;所述圆锥型锉刀的顶角为60
°
,所述圆锥型刀头上还设有排屑槽。
[0006]
圆锥型刀头具有加工圆孔内倒角、加工锥形沉头孔以及对工件边角进行倒角加工等作用;因圆锥型刀头的顶角为60
°
较为尖锐,在使用该圆锥型刀头进行圆孔内倒角或锥形沉头孔的时候,容易将切屑卡在锉纹间的缝隙中不便于切屑排出,降低切削效率且容易影响工件加工质量;排屑槽便于将切屑下的碎屑快速排出。
[0007]
第一圆柱型刀头具有清理清理工件飞边、毛刺;精加工工件内孔表面等作用;
[0008]
倒圆台型刀头和正圆台型刀头具有对工件倒角,加工特殊工件表面等作用;
[0009]
第二圆柱型刀头具有防止正圆台型刀头下边缘在加工工件时因切向力而损坏,起到保护刀具的作用。
[0010]
综上,本实用新型能够适应不同工况场景下的加工需求,避免加工中频繁更换刀具,提高了加工效率;避免频繁对刀装夹刀具产生装夹误差,保障加工工件尺寸精度和工件表面质量。
[0011]
在进一步的技术方案中,所述锉纹为单齿型的锉纹,所述圆锥型刀头上的锉纹方向与所述第一圆柱型刀头、倒圆台型刀头、正圆台型刀头和第二圆柱型刀头上的锉纹方向相同。
[0012]
单齿型纹路更适合软质有色金属、塑料、低硬度高拉伸钢材及硬质木材等的加工作业;第一圆柱型刀头、倒圆台型刀头、正圆台型刀头和第二圆柱型刀头上的锉纹方向相同便于刀具对工件加工时排屑,防止因切屑在锉纹方向改变的夹角处累积,影响刀具正常切削。
[0013]
在进一步的技术方案中,所述锉纹为交叉齿型的锉纹,交叉齿形的锉纹包括第一锉纹和第二锉纹,第一锉纹和第二锉纹的方向相反。
[0014]
交叉型的锉纹结构更适合对坚硬材料产生较高的切割性能,如铸铁、铸钢、玻璃纤维等硬质材料制成的工件进行打磨作业;交叉型的锉纹的锉纹网纹状交叉结构,切削效率相交单齿型的锉纹更高,更适合开胚使用;同时交叉型的锉纹的排屑性能更好,被切削表面的平滑度更好;交叉型的锉纹在加工过程中振动较小、也更易于控制操作。
[0015]
在进一步的技术方案中,所述第一圆柱型刀头和第二圆柱型刀头的直径相等。
[0016]
当使用第一圆柱刀头对内孔侧壁进行加工时,能够将整个刀头部位伸入内孔且不会因为刀头各处尺寸不一对内孔面造成破坏。
[0017]
在进一步的技术方案中,所述刀柄由下至上依次包括柄杆本体、圆弧过渡段和圆柱连接段,所述圆柱连接段与所述第二圆柱型刀头连接。
[0018]
刀具结构形状复杂,热处理时容易发生弯曲变形或是应力集中,避免刀头与刀柄连接处因径向尺寸变化太大容易发生应力集中,圆柱连接段与第二圆柱型刀头连接台阶过渡的作用,加强刀头和刀柄连接处的结构强度;圆弧过渡段进一步起到圆柱连接段和杆柄本体之间的过渡作用,防止对刀具热处理时弯曲变形或应力集中;同时,圆柱连接段和圆弧过渡段加强刀具结构强度,防止硬而脆的刀具在加工工件时因震动和加工扭矩过大而折断。
[0019]
本实用新型的有益效果是:
[0020]
1、倒圆台型刀头和正圆台型刀头具有对工件倒角,加工特殊工件表面等作用;所述圆锥型锉刀的顶角为60
°
,所述圆锥型刀头上还设有排屑槽。
[0021]
圆锥型刀头具有加工圆孔内倒角、加工锥形沉头孔以及对工件边角进行倒角加工等作用;因圆锥型刀头的顶角为60
°
较为尖锐,在使用该圆锥型刀头进行圆孔内倒角或锥形沉头孔的时候,容易将切屑卡在锉纹间的缝隙中不便于切屑排出,降低切削效率且容易影响工件加工质量;排屑槽便于将切屑下的碎屑快速排出。
[0022]
第二圆柱型刀头具有防止正圆台型刀头下边缘在加工工件时因切向力而损坏,起到保护刀具的作用。
[0023]
综上,本实用新型能够适应不同工况场景下的加工需求,避免加工中频繁更换刀具,提高了加工效率;避免频繁对刀装夹刀具产生装夹误差,保障加工工件尺寸精度和工件表面质量;
[0024]
2、单齿型纹路更适合软质有色金属、塑料、低硬度高拉伸钢材及硬质木材等的加工作业;第一圆柱型刀头、倒圆台型刀头、正圆台型刀头和第二圆柱型刀头上的锉纹方向相同便于刀具对工件加工时排屑,防止因切屑在锉纹方向改变的夹角处累积,影响刀具正常切削;
[0025]
3、交叉型的锉纹结构更适合对坚硬材料产生较高的切割性能,如铸铁、铸钢、玻璃纤维等硬质材料制成的工件进行打磨作业;交叉型的锉纹的锉纹网纹状交叉结构,切削效
率相交单齿型的锉纹更高,更适合开胚使用;同时交叉型的锉纹的排屑性能更好,被切削表面的平滑度更好;交叉型的锉纹在加工过程中振动较小、也更易于控制操作;
[0026]
4、当使用第一圆柱刀头对内孔侧壁进行加工时,能够将整个刀头部位伸入内孔且不会因为刀头各处尺寸不一对内孔面造成破坏;
[0027]
5、刀具结构形状复杂,热处理时容易发生弯曲变形或是应力集中,避免刀头与刀柄连接处因径向尺寸变化太大容易发生应力集中,圆柱连接段与第二圆柱型刀头连接台阶过渡的作用,加强刀头和刀柄连接处的结构强度;圆弧过渡段进一步起到圆柱连接段和杆柄本体之间的过渡作用,防止对刀具热处理时弯曲变形或应力集中;同时,圆柱连接段和圆弧过渡段加强刀具结构强度,防止硬而脆的刀具在加工工件时因震动和加工扭矩过大而折断。
附图说明
[0028]
图1是本实用新型实施例中所述的单齿型锉纹的锉刀具;
[0029]
图2是本实用新型实施例中所述的交叉型锉纹的锉刀具;
[0030]
附图标记说明:
[0031]
10、刀头;101、圆锥型刀头;102、第一圆柱型刀头;103、倒圆台型刀头;104、正圆台型刀头;105、第二圆柱型刀头;106、锉纹;107、排屑槽;20、刀柄;201、杆柄本体;202、圆弧过渡段;203、圆柱连接段。
具体实施方式
[0032]
下面结合附图对本实用新型的实施例进行详细说明。
[0033]
在其中一个实施例中:
[0034]
如图1和图2所示,一种便于排屑的复合旋转锉刀具,包括刀头10和刀柄20,所述刀头10从上到下依次包括圆锥型刀头101、第一圆柱型刀头102、倒圆台型刀头103、正圆台型刀头104和第二圆柱型刀头105;所述圆锥型刀头101、第一圆柱型刀头102、倒圆台型刀头103、正圆台型刀头104和第二圆柱型刀头105的表面均设有若干锉纹106;所述刀柄20位于所述刀头10的下部,所述刀柄20与所述第二圆柱型刀头105连接;所述圆锥型锉刀101的顶角为60
°
,所述圆锥型刀头101上还设有排屑槽107。
[0035]
圆锥型刀头101具有加工圆孔内倒角、加工锥形沉头孔以及对工件边角进行倒角加工等作用;因圆锥型刀头101的顶角为60
°
较为尖锐,在使用该圆锥型刀头101进行圆孔内倒角或锥形沉头孔的时候,容易将切屑卡在锉纹106间的缝隙中不便于切屑排出,降低切削效率且容易影响工件加工质量;排屑槽107便于将切屑下的碎屑快速排出。
[0036]
第一圆柱型刀头102具有清理清理工件飞边、毛刺;精加工工件内孔表面等作用;
[0037]
倒圆台型刀头103和正圆台型刀头104具有对工件倒角,加工特殊工件表面等作用;
[0038]
第二圆柱型刀头105具有防止正圆台型刀头104下边缘在加工工件时因切向力而损坏,起到保护刀具的作用。
[0039]
综上,本实用新型能够适应不同工况场景下的加工需求,避免加工中频繁更换刀具,提高了加工效率;避免频繁对刀装夹刀具产生装夹误差,保障加工工件尺寸精度和工件
表面质量。
[0040]
在另一个实施例中:
[0041]
如图1所示,所述锉纹106为单齿型的锉纹106,所述圆锥型刀头101上的锉纹106方向与所述第一圆柱型刀头102、倒圆台型刀头103、正圆台型刀头104和第二圆柱型刀头105上的锉纹106方向相同。
[0042]
单齿型纹路更适合软质有色金属、塑料、低硬度高拉伸钢材及硬质木材等的加工作业;第一圆柱型刀头102、倒圆台型刀头103、正圆台型刀头104和第二圆柱型刀头105上的锉纹106方向相同便于刀具对工件加工时排屑,防止因切屑在锉纹106方向改变的夹角处累积,影响刀具正常切削。
[0043]
在另一个实施例中:
[0044]
如图2所示,所述锉纹106为交叉齿型的锉纹106,交叉齿形的锉纹106包括第一锉纹106和第二锉纹106,第一锉纹106和第二锉纹106的方向相反。
[0045]
交叉型的锉纹106结构更适合对坚硬材料产生较高的切割性能,如铸铁、铸钢、玻璃纤维等硬质材料制成的工件进行打磨作业;交叉型的锉纹106的锉纹106网纹状交叉结构,切削效率相交单齿型的锉纹106更高,更适合开胚使用;同时交叉型的锉纹106的排屑性能更好,被切削表面的平滑度更好;交叉型的锉纹106在加工过程中振动较小、也更易于控制操作。
[0046]
在另一个实施例中:
[0047]
如图1和图2所示,所述第一圆柱型刀头102和第二圆柱型刀头105的直径相等。
[0048]
当使用第一圆柱刀头10对内孔侧壁进行加工时,能够将整个刀头10部位伸入内孔且不会因为刀头10各处尺寸不一对内孔面造成破坏。
[0049]
在另一个实施例中:
[0050]
如图1和图2所示,所述刀柄20由下至上依次包括柄杆本体、圆弧过渡段202和圆柱连接段203,所述圆柱连接段203与所述第二圆柱型刀头105连接。
[0051]
刀具结构形状复杂,热处理时容易发生弯曲变形或是应力集中,避免刀头10与刀柄20连接处因径向尺寸变化太大容易发生应力集中,圆柱连接段203与第二圆柱型刀头105连接台阶过渡的作用,加强刀头10和刀柄20连接处的结构强度;圆弧过渡段202进一步起到圆柱连接段203和杆柄本体201之间的过渡作用,防止对刀具热处理时弯曲变形或应力集中;同时,圆柱连接段203和圆弧过渡段202加强刀具结构强度,防止硬而脆的刀具在加工工件时因震动和加工扭矩过大而折断。
[0052]
以上所述实施例仅表达了本实用新型的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips