
 商标分类
商标分类  商标转让
商标转让 
一种换热翅片加工设备的制作方法
 2021-01-29 18:01:02|
2021-01-29 18:01:02| 260|
260| 起点商标网
起点商标网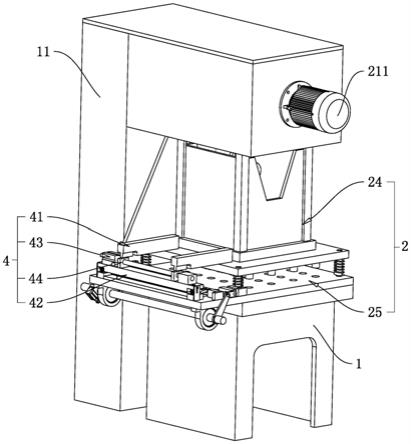
[0001]
本申请涉及换热翅片制造的技术领域,尤其是涉及一种换热翅片加工设备。
背景技术:
[0002]
模具一般包括上模和下模两个部分,二者可分可合。模具是精密工具,形状复杂,承受坯料的胀力,对结构强度、刚度、表面硬度、表面粗糙度和加工精度都有较高要求,模具生产的发展水平是机械制造水平的重要标志之一。
[0003]
相关技术中,冲压运动和剪切运动是两个独立的运动,冲压机构先对料板进行冲压,剪切机构再对料板进行剪切,剪切机构包括驱动系统和剪切结构,驱动系统包括气缸和活塞杆,气缸带动活塞杆伸缩运动,活塞杆的伸缩运动带动剪切结构上下移动,进而带动剪切结构上下运动,使得剪切结构完成对料板的剪切。
[0004]
针对上述中的相关技术,发明人认为气缸产生的作用力是变化的不稳定的,当气缸产生的作用力较大时存在损坏剪切结构的缺陷。
技术实现要素:
[0005]
为了提高剪切结构的使用寿命,本申请提供一种换热翅片加工设备。
[0006]
本申请提供的一种换热翅片加工设备采用如下的技术方案:一种换热翅片加工设备,包括机架,所述机架侧面设置有固定架,所述固定架上设置有对料板冲孔的冲压机构,所述机架上远离冲压机构一侧设置有切割料板用的剪切机构,所述机架上设置有推动料板从冲压机构移动至剪切机构处的推料机构;所述冲压机构包括设置在固定架上的上模机构和设置在机架上的下模机构;所述上模机构包括固定在固定架上的驱动系统和冲压料板用的冲压组件,所述冲压组件设置在驱动系统上,所述驱动系统带动所述冲压组件做靠近或远离下模机构的运动;所述驱动系统包括第一驱动电机、转轴和凸轮,所述第一驱动电机设置在固定架上,所述转轴设置在第一驱动电机的电机轴上,所述凸轮设置在转轴上,所述冲压组件转动连接在凸轮上;所述剪切机构包括下压组件和设置在机架上的剪切组件,所述下压组件设置在冲压组件上用于推动剪切组件向下运动剪切料板。
[0007]
通过采用上述技术方案,冲压机构用于对料板进行冲压,料板放置在下模机构上,上模机构向下模机构一侧移动,使得上模机构对料板进行冲压加工,完成冲压的料板被推料机构从下模机构上推送至剪切机构处,在上模机构向上运动过程中,待加工的料板进入下模机构,加工完的料板被推动至剪切结构处,依次循环,使得料板不断的被冲压,剪切机构根据所需料板的长度进行剪切,在上模机构向下模机构一侧移动时,同时带动下压组件向下运动,进而实现对冲压完成的料板进行剪切,第一驱动电机带动转轴转动,转轴的转动带动凸轮以转轴的轴线为中心进行转动,进而带动冲压组件做远离或靠近下模的运动,冲压组件的上下运动带动下压组件上下运动,由于上模机构的冲压力大小恒定,使得剪切组件受到的下压力恒定,实现提高剪切结构的使用寿命。
[0008]
优选的,所述剪切机构包括触发动力源和触发件,所述触发动力源固定在剪切组件上,所述触发件设置在触发动力源上,所述触发动力源推动触发件在剪切组件上移动,当触发件与下压组件相对时,所述下压组件下压剪切组件,所述剪切组件剪切料板。
[0009]
通过采用上述技术方案,触发动力源和触发件用于控制剪切机构工作与否,触发动力源推动触发件在剪切组件上进行移动,当触发件与下压组件相对时,下压组件通过触发件将下压力传递给剪切组件,剪切组件剪切料板,当触发件与下压组件相错位时,下压组件无法通过触发件将下压力传递给剪切组件,无法实现剪切组件剪切料板的运动,以此实现对剪切机构的运行和暂停的控制。
[0010]
优选的,所述剪切组件包括多个顶起弹簧、安装板和固定在安装板底面的切刀,多个所述顶起弹簧固定在机架的两侧面,所述安装板固定在顶起弹簧顶端。
[0011]
通过采用上述技术方案,剪切组件在被下压组件下压后,顶起弹簧将下压组件顶起到起始位置,实现安装板被自动弹起,同时切刀在安装板带动下被抬高,避免切刀阻碍料板的运动。
[0012]
优选的,所述剪切组件还包括多个阻挡柱,多个所述阻挡柱分别固定在安装板两端;所述剪切组件还包括设置在两个机架侧面的限位板,所述限位板的高度方向上开设有限位槽,所述阻挡柱滑动配合在限位槽内以限制安装板弹起的高度。
[0013]
通过采用上述技术方案,阻挡柱与限位槽配合,限位槽限制安装板被顶起弹簧顶起的高度,保证每次切刀运到的行程相同。
[0014]
优选的,所述推料机构包括第一连接组件和设置在机架上的推料组件,所述第一连接组件转动连接在驱动系统上,所述推料组件转动连接在第一连接组件上以实现推料组件在机架上做往复运动带动加工完的料板从下模机构移动至剪切组件处。
[0015]
通过采用上述技术方案,第一连接组件用于传递驱动系统的动力,第一连接组件带动推料组件在机架上做往复运动,推料组件推动料板从下模机构移动至剪切组件处,实现驱动系统上的动力被充分利用。
[0016]
优选的,所述推料组件包括推料板、多个推料柱和两个引导件,所述推料板转动连接在第一连接组件上,多个所述推料柱设置在推料板顶面,两个所述引导件分别设置在机架两侧,且推料板从靠近冲压机构一侧至靠近剪切机构一侧的高度逐渐升高。
[0017]
通过采用上述技术方案,推料板为多个推料柱提供安装点,推料板带动推料柱移动,料板位于引导件上,在推料柱推动下,料板的高度从靠近冲压机构一侧至靠近剪切机构一侧逐渐被抬高,随着料板的高度增加,推料柱与料板脱离,推料柱依次往复运动,实现对料板的推送功能。
[0018]
优选的,所述冲压组件包括转动连接在驱动系统上的第一连接杆、转动连接在第一连接杆底端的冲压板和若干个固定在冲压板底面的冲压柱;所述下模机构包括置料板,所述置料板上开设有多个与冲压柱配合的冲压孔,所述冲压孔与冲压柱的位置相对设置。
[0019]
通过采用上述技术方案,驱动系统带动第一连接杆上下移动,第一连接杆的上下移动带动冲压板上下移动,冲压板的上下移动带动冲压柱上下移动,冲压柱与冲压孔配合,当冲压柱向冲压孔一侧运动时,实现冲压柱对料板进行开孔。
[0020]
优选的,所述下模机构还包括对冲压板起到导向作用的缓冲导向组件,所述缓冲导向组件包括多个第一导向柱,所述第一导向柱固定在置料板上,且与冲压板滑动配合。
[0021]
通过采用上述技术方案,第一导向柱用于对冲压板的进行导向,使得冲压板沿第一导向柱的轴向移动,实现冲压板对料板冲压时,方向保持恒定,提高冲压板的冲压效果。
[0022]
优选的,所述缓冲导向组件还包括多个缓冲弹簧,所述缓冲弹簧套设在第一导向柱上,且位于置料板与冲压板之间。
[0023]
通过采用上述技术方案,缓冲弹簧用于缓冲冲压板的冲击力,减小冲压板在冲压过程中对该设备的振动。
[0024]
综上所述,本申请包括以下至少一种有益技术效果:1. 驱动系统包括第一驱动电机,使得冲压组件产生的下压力大小恒定,冲压组件的下压力大小恒定,使得剪切机构的下压力恒定,实现提高剪切机构寿命的效果;2. 冲压机构、推料机构和推料机构均采用同一驱动系统,减少驱动源的设置,使得该换热翅片加工设备成本较低,有利于减少生产成本。
附图说明
[0025]
图1是本申请实施例的结构示意图。
[0026]
图2是本申请实施例中冲压机构、推料机构和剪切机构的结构示意图。
[0027]
图3是本申请实施例中冲压机构、推料机构和剪切机构的剖视图。
[0028]
图4是本申请实施例中推料机构和剪切机构的结构示意图。
[0029]
图5是本申请实施例中第一连接组件的爆炸图。
[0030]
图6是图4中a部的放大图。
[0031]
图7是本申请实施例中剪切机构的爆炸图。
[0032]
附图标记说明:1、机架;11、固定架;12、连接架;2、冲压机构;21、驱动系统;211、第一驱动电机;212、转轴;213、凸轮;214、圆盘;22、冲压组件;221、第一连接杆;222、冲压板;2221、导向孔;223、冲压柱;23、缓冲导向组件;231、第一导向柱;232、缓冲弹簧;24、上模机构;25、下模机构;251、置料板;252、冲压孔;3、推料机构;31、第一连接组件;311、第二连接杆;312、转动杆;313、连接块;3131、安装孔;314、从动轴;315、轴承安装座;32、推料组件;321、第一连接臂;322、第二连接臂;323、滑动块;324、推料板;325、推料柱;326、限位块;327、第二导向柱;328、引导件;4、剪切机构;41、下压组件;411、下压杆;412、下压块;413、避让槽;42、剪切组件;421、限位板;422、顶起弹簧;423、安装板;424、阻挡柱;425、限位槽;426、切刀;43、触发动力源;431、第二气缸;432、第二活塞杆;433、滑移轴;44、触发件。
具体实施方式
[0033]
以下结合附图1-7本申请作进一步详细说明。
[0034]
本申请实施例公开一种换热翅片加工设备。参照图1,换热翅片加工设备包括机架1,冲压机构2、推料机构3和剪切机构4,机架1侧面设置有固定架11,冲压机构2通过螺栓固定在固定架11上,剪切机构4设置在机架1上远离冲压机构2一侧,推料机构3活动连接在机架1上,且推料机构3位于冲压机构2和剪切机构4之间,固定架11上焊接有连接架12,料板从冲压机构2进入,冲压机构2对料板进行冲压,在料板上形成圆形孔,在推料机构3推动下,料板从冲压机构2移动至剪切机构4,料板被剪切机构4切割。
[0035]
参照图1,冲压机构2包括设置在固定架11上的上模机构24和设置在机架1上的下
模机构25,上模机构24做远离或靠近下模机构25运动,进而实现对下模机构25上的料板进行冲压开孔。
[0036]
参照图1和图2,上模机构24包括通过螺栓设置在固定架11侧壁上的驱动系统21和转动连接在驱动系统21上的冲压组件22,驱动系统21驱动冲压组件22在竖直方向上做远离或靠近下模机构25的运动。
[0037]
参照图1和图2,驱动系统21包括第一驱动电机211、两个转轴212、两个凸轮213和圆盘214,第一驱动电机211通过螺栓固定在固定架11的侧壁,一个转轴212与第一驱动电机211上的电机轴同轴焊接固定,另一个转轴212通过轴承转动连接在固定架11上,且两个转轴212位于同一轴线上,两个凸轮213的一端通过焊接固定在相邻转轴212的一端,两个凸轮213之间远离转轴212一侧焊接有转轴215,圆盘214通过焊接固定在转轴212上远离第一驱动电机211的一端,第一驱动电机211带动转轴212的转动,转轴212的转动同时带动凸轮213和圆盘214的转动。
[0038]
参照图2和图3,冲压组件22包括第一连接杆221、冲压板222和多个冲压柱223,第一连接杆221顶端通过轴承转动连接在转轴215上,第一连接杆221底端通过转轴转动连接在冲压板222的表面,多个冲压柱223焊接在冲压板222底面,当凸轮213转动时,凸轮213的转动带动第一连接杆221上下移动,第一连接杆221的上下移动带动冲压板222的上下移动,进而带动多个冲压柱223的上下移动,冲压柱223的上下移动实现对料板的冲压开孔。
[0039]
参照图2和图3,下模机构25包括多个缓冲导向组件23和通过螺栓固定连接在机架1上的置料板251,置料板251为矩形钢板,置料板251上开设有多个冲压孔252,冲压孔252与冲压柱223对应设置,多个缓冲导向组件23通过焊接固定在置料板251的四角。
[0040]
参照图3,缓冲导向组件23包括第一导向柱231和缓冲弹簧232,第一导向柱231为圆柱体,第一导向柱231底端通过焊接固定在置料板251上,缓冲弹簧232位于置料板251与冲压板222之间,冲压板222的四角开设有导向孔2221,导向孔2221的横截面为圆形,参照图2,第一导向柱231穿过缓冲弹簧232和导向孔2221,第一导向柱231滑动配合在导向孔2221内,当冲压板222在向下或向上运动时,第一导向柱231对冲压板222进行限位,使得冲压板222上的冲压柱223精准的冲压料板,同时,当冲压板222向下运动时,缓冲弹簧232对冲压板222产生一个大小相等的弹性反力,用于减小冲压柱223对料板产生的冲击力。
[0041]
参照图2和图4,推料机构3包括第一连接组件31、推料组件32和调节组件33,第一连接组件31转动连接在驱动系统21上,驱动系统21带动第一连接组件31做远离或靠近驱动系统21的运动,第一连接组件31的运动带动推料组件32在机架1的长度方向上做往复运动。
[0042]
参照图4和图5,第一连接组件31包括第二连接杆311、转动杆312、两个连接块313、从动轴314、多个轴承安装座315,多个轴承安装座315通过螺栓固定在机架1上,多个轴承安装座315内均嵌设有轴承,从动轴314通过轴承转动连接在轴承安装座315上,每个连接块313的侧壁均开设有安装孔3131,安装孔3131的外形为半圆,两个连接块313上的安装孔3131相对设置,构成一个完成的圆孔,从动轴314位于安装孔3131内,两个连接块313通过螺栓固定在从动轴314的两端。
[0043]
参照图4和图5,转动杆312的一端通过转轴转动连接在连接块313上,转动杆312的另一端通过转轴转动连接在第二连接杆311的一端,参照图2,第二连接杆311上远离转动杆312一端通过转轴转动连接在圆盘214上,且第二连接杆311与圆盘214的连接点与圆盘214
的转动中心不在同一轴线上,当圆盘214转动时,圆盘214的转动带动第二连接杆311做远离或靠近圆盘214的运动,第二连接杆311的运动,带动转动杆312、连接块313和从动轴314同时转动。
[0044]
参照图4和图5,推料组件32包括第一连接臂321、第二连接臂322、滑动块323、推料板324、多个推料柱325、限位块326、第二导向柱327和引导件328,第一连接臂321焊接在从动轴314上,第二连接臂322一端通过转轴转动连接在第一连接臂321上,另一端通过转轴转动连接在滑动块323上,滑动块323上远离第二连接臂322一端焊接有推料板324,推料板324为长方形板,多个推料柱325焊接在推料板324顶端,多个推料柱325沿推料板324长度方向分布。
[0045]
参照图2、图4和图5,限位块326焊接在机架1上,限位块326上开设滑动孔3261,第二导向柱327穿过滑动孔3261,第二导向柱327的延伸方向与机架1的长度方向一致,引导件328焊接在机架1上用于引导料板移动,引导件328具有一截面为匚形的开口,且开口朝向料板一侧,料板的两端与开口滑移配合,引导件328靠近下模机构25一端的高度小于远离下模机构25一端的高度。
[0046]
参照图2、图4和图5,从动轴314的转动带动第一连接臂321绕从动轴314转动,第一连接臂321的转动带动第二连接臂322转动,第二连接臂322带动滑动块323和第二导向柱327沿第二导向柱327轴向方向移动,推料板324在机架1的长度方向上做往复运动,当推料板324位于靠近下模机构25一侧时,第二导向柱327穿过料板上的圆孔,当推料板324向剪切机构4一侧移动时,料板的高度在引导件328带动下被逐步提升,当推料板324将料板推动至最右侧时,第二导向柱327与料板上的圆孔分离,随后,推料板324向靠近下模机构25一侧移动,以此往复运动,实现对料板间歇式的推动。
[0047]
参照图6和图7,剪切机构4包括下压组件41、剪切组件42、触发动力源43和触发件44,参照图2,下压组件41设置在冲压组件22上用于推动剪切组件42向下运动剪切料板,触发动力源43通过焊接固定在剪切组件42上,触发件44包括触发块,触发块为矩形块,触发件44设置在触发动力源43上,触发动力源43推动触发件44在剪切组件42上移动,当触发件44与下压组件41相对时,下压组件41下压剪切组件42,下压剪切组件42剪切料板。
[0048]
参照图6和图7,下压组件41包括焊接在冲压板222上的下压杆411和下压块412,下压块412通过焊接固定在下压杆411一端的底部,下压杆411上靠近下压块412处开设有避让槽413,冲压板222升降运动,带动下压杆411同步升降运动。
[0049]
参照图6和图7,剪切组件42包括若干个顶起弹簧422、安装板423和固定在下压块412底面的切刀426,若干个顶起弹簧422固定在机架1的两侧面,安装板423两端固定在顶起弹簧422顶端,下压杆411带动下压块412下压安装板423,安装板423下压切刀426以实现切刀426切割料板,切割完成后,顶起弹簧422顶起安装板423,安装板423带动切刀426向上移动。
[0050]
参照图6和图7,剪切组件42还包括若干个阻挡柱424,若干个阻挡柱424固定在安装板423两端;剪切组件42还包括设置在机架1侧面的两个限位板421,限位板421的高度方向上开设有限位槽425,限位槽425沿限位板421高度方向上延伸设置,阻挡柱424穿过限位槽425用于限制安装板423弹起的高度,阻挡柱424滑动配合在限位槽425内。
[0051]
参照图6和图7,触发动力源43包括第二气缸431、第二活塞杆432和滑移轴433,第
二气缸431通过螺栓固定在安装板423的长度方向上,第二活塞杆432伸缩连接在第二气缸431内,滑移轴433焊接在第二活塞杆432上,触发件44焊接在滑移轴432上,当需要剪切料板时,第二气缸431推动滑移轴433沿其轴向运动,进而带动触发件44沿滑移轴433轴向运动,当触发件44与下压块412相对时,下压杆411下压触发件44,触发件44下压安装板423。
[0052]
本申请实施例一种换热翅片加工设备的实施原理为:首先,料板放置在下模机构24上,上模机构25向下模机构24一侧移动,使得上模机构25对料板进行冲压加工,完成冲压的料板被推料机构3从下模机构24上推送至剪切机构4处,在上模机构25向上运动过程中,待加工的料板进入下模机构24,加工完的料板被推动至剪切结构4处,依次循环,使得料板不断的被冲压,剪切机构3根据所需料板的长度进行剪切,在上模机构25向下模机构24一侧移动时,同时带动下压组件41向下运动,当触发件44与下压组件41相对时,下压组件41下压剪切组件4,进而实现对冲压完成的料板进行剪切。
[0053]
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips