
 商标分类
商标分类  商标转让
商标转让 
多层鼓状结构零件折弯卷圆冲压连续模的制作方法
 2021-01-29 17:01:04|
2021-01-29 17:01:04| 227|
227| 起点商标网
起点商标网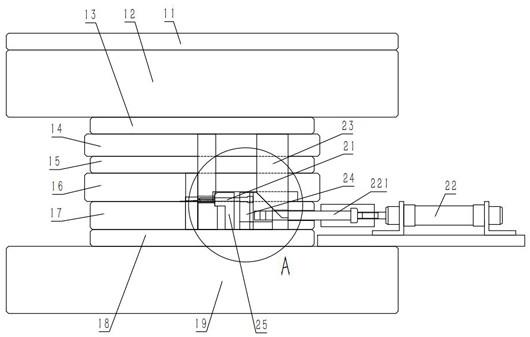
[0001]
本实用新型具体涉及一种折弯卷圆模具。
背景技术:
[0002]
多层鼓状结构零件是一种圆筒件,特点是具有多个直径不同的鼓状凸起。采用冲压工艺生产这种零件时,折弯成型的鼓状结构在卷圆时会发生开裂现象,而且卷圆的结合线部位易出现缝隙,产品的圆度也会受到影响。因此,需要对现有的卷圆工艺及模具进行改进。
技术实现要素:
[0003]
为了解决以上技术问题,本实用新型是通过以下技术方案实现的:一种多层鼓状结构零件折弯卷圆冲压连续模,包括上模和下模,上模的模具立面自上而下分别为上盖板、上模座、上垫板、上夹板、止挡板、脱料板,下模的模具立面自上而下分别为下模板、下垫板、下模座、下垫块,连续模上设有多工步冲压折弯卷圆模具,包括多工步冲孔模、多工步折弯模和多工步卷圆模,多工步冲压折弯卷圆模具包括多个模块,单个模块上设有多个工步,相邻的模块之间采用工字形连接块连接,多工步冲压折弯卷圆模具的折弯方向和卷圆方向之间相互垂直,通过连续的折弯和卷圆形成零件的多层鼓状结构,最后一个卷圆工步设置活动的卷圆中心轴,卷圆外模涵盖产品所有需要卷圆的区域,促使整个产品卷成圆形;卷圆中心轴由气缸驱动,模具闭模过程中,上模脱料板接触到料带,带动料带接近下模板平面时,气缸推进,带动卷圆中心轴进入卷圆工位,模具上还设有斜面式压合块,在气缸推进后合模时,斜面式压合块将卷圆中心轴压紧在行程终点。
[0004]
进一步的,斜面式压合块包括设于卷圆中心轴上的第一定位件和设于上模上的第二定位件,上模下压时第一定位件与第二定位件配合完成对卷圆中心轴的定位。
[0005]
进一步的,第一定位件和第二定位件均为梯形,两者的斜面相互配合完成定位。
[0006]
进一步的,卷圆中心轴上还设有第三定位件,第三定位件与模具配合对卷圆中心轴进行定位。
[0007]
进一步的,第三定位件为角形件,角形件的第一端面与下模板配合对卷圆中心轴进行定位,角形件的第二端面与下垫板配合对卷圆中心轴进行定位。
[0008]
进一步的,角形件的第一端面和第二端面垂直。
[0009]
进一步的,多工步折弯模的折弯方向分为两个方向,将料带上的平整原料折弯成上下两个方向均有凸起的半成品。
[0010]
进一步的,多工步卷圆模包括多工步向上折弯模和最后一个卷圆工步模,多工步向上折弯模分级从两侧将料带上的半成品向上折弯成未闭合的近u形件,最后一个卷圆工步模将近u形件卷圆成圆筒件。
[0011]
进一步的,连续模上在最后一个卷圆工步模后还设有多级整形模,对卷圆成型的圆筒件进行整形。
[0012]
进一步的,零件原料料带为双边料带,在多工步折弯模和多工步卷圆模之间设有一冲头,冲头对准双边料带的一边将其切断。
[0013]
本实用新型的有益之处在于,通过多级折弯模和多级卷圆模,对原料进行逐步的折弯和卷圆,减少开裂现象,避免卷圆的结合线部位出现缝隙,保证产品的圆度。在最后一级卷圆模处,卷圈前通过气缸将卷圆中心轴送入最后一级卷圆模中,再进行卷圆。斜面式压合块对卷圆中心轴进行定位,可以防止冲压卷圆时磨具过大的冲击力导致卷圆中心轴产生位移。
附图说明
[0014]
图1为本实用新型最后一个卷圆工步侧视图;
[0015]
图2为图1中a处局部放大示意图;
[0016]
图3为本实用新型俯视图;
[0017]
图4为零件多工步折弯状态的示意图;
[0018]
图5为零件多工步卷圆状态的示意图。
具体实施方式
[0019]
下面结合附图及具体实施方式对本实用新型进行详细描述:
[0020]
本实用新型结构如图1至3所示,一种多层鼓状结构零件折弯卷圆冲压连续模,包括上模和下模,上模的模具立面自上而下分别为上盖板11、上模座12、上垫板13、上夹板14、止挡板15、脱料板16,下模的模具立面自上而下分别为下模板17、下垫板18、下模座19和下垫块,连续模上设有多工步冲压折弯卷圆模具,包括多工步冲孔模、多工步折弯模和多工步卷圆模,多工步冲压折弯卷圆模具包括多个模块,单个模块上设有多个工步,相邻的模块之间采用工字形连接块3连接,多工步冲压折弯卷圆模具的折弯方向和卷圆方向之间相互垂直,通过连续的折弯和卷圆形成零件的多层鼓状结构,最后一个卷圆工步设置活动的卷圆中心轴21,卷圆外模涵盖产品所有需要卷圆的区域,促使整个产品卷成圆形;卷圆中心轴21由气缸22驱动,模具闭模过程中,上模脱料板16接触到料带,带动料带接近下模板17平面时,气缸22推进,带动卷圆中心轴21进入卷圆工位,模具上还设有斜面式压合块,在气缸22推进后合模时,斜面式压合块将卷圆中心轴21压紧在行程终点。模具卷圆时,对零件施加的力很大,如果没有固定机构,卷圆中心轴21可能会在卷圆过程中发生轴向的移动,影响卷圆质量,采用斜面式压合块将卷圆中心轴21固定,可以防止这种移动,保障卷圆质量。通过多级折弯模和多级卷圆模,对原料进行逐步的折弯和卷圆,减少开裂现象,避免卷圆的结合线部位出现缝隙,保证产品的圆度。在最后一级卷圆模处,卷圈前通过气缸22将卷圆中心轴21送入最后一级卷圆模中,再进行卷圆。
[0021]
斜面式压合块的一种具体结构为,包括设于卷圆中心轴21上的第一定位件24和设于上模上的第二定位件23,上模下压时第一定位件24与第二定位件23配合完成对卷圆中心轴21的定位。第一定位件24和第二定位件23均为梯形,两者的斜面相互配合完成定位。
[0022]
优选的,卷圆中心轴21上还设有第三定位件25,第三定位件25与模具配合对卷圆中心轴21进行定位。因为卷圆零件上没有共卷圆中心轴21定位的部件,同时依靠气缸22自身行程进行定位的话精度较差,因此额外设计一个第三定位件25对卷圆中心轴21的终点到
位进行定位。第三定位件25的一种具体结构为角形件,角形件的第一端面与下模板17配合对卷圆中心轴21进行定位,保证到位准确,角形件的第二端面与下垫板18配合对卷圆中心轴21进行定位,保证一定过程中卷圆中心轴21的水平位置,如图1和2所示。角形件的第一端面和第二端面垂直。
[0023]
针对特定的零件,多工步折弯模的折弯方向分为两个方向,将料带上的平整原料折弯成上下两个方向均有凸起的半成品。图4即由上至下地展示了零件从第一次折弯到最后一次折弯的状态变化。
[0024]
多工步卷圆模包括多工步向上折弯模和最后一个卷圆工步模,多工步向上折弯模分级从两侧将料带上的半成品向上折弯成未闭合的近u形件,最后一个卷圆工步模将近u形件卷圆成圆筒件。图5即由左至右地展示了零件从第一次向上折弯到最后一次卷圆的状态变化,在每个工步中,上部为模具,下部为零件形状。
[0025]
优选的,连续模上在最后一个卷圆工步模后还设有多级整形模,对卷圆成型的圆筒件进行整形,保证零件卷圆精度。
[0026]
优选的,零件原料料带为双边料带,在多工步折弯模和多工步卷圆模之间设有一冲头,冲头对准双边料带的一边将其切断。这种零件为卷料出货,在连续模的料带排样时,料带上使用双边带料,可以保持料带的稳定性,有效控制零件中心距的尺寸,并控制其变形,在卷圆前切断一边的料带即可。
[0027]
需要强调的是:以上仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 冲压工艺

 热门咨询
热门咨询




tips