
 商标分类
商标分类  商标转让
商标转让 
一种用于靶机装配生产线的自动化蒙皮修边装置的制作方法
 2021-01-29 17:01:56|
2021-01-29 17:01:56| 295|
295| 起点商标网
起点商标网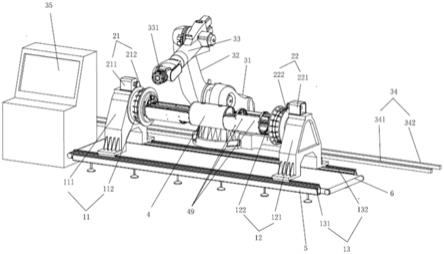
[0001]
本实用新型涉及航空技术领域,尤其涉及一种用于靶机装配生产线的自动化蒙皮修边装置。
背景技术:
[0002]
自动化生产线是指由自动化机器体系实现产品工艺过程的一种生产组织形式,它是在连续流水线的进一步发展的基础上形成的。自动化生产线的特点是:加工对象自由地由一台机床传送到另一台机床,并由机床自动地进行加工、装卸、检验等;工人的任务仅是调整、监督和管理自动线,不参加直接操作;所有的机器设备都按统一的节拍运转,生产过程是高度连续的。
[0003]
自动修边技术广泛用于家具、木材等装修领域。目前,航空领域飞行器装配生产线机体蒙皮修配技术是采用人工进行修配,具体是:先将蒙皮制定位孔并定位,再将其它孔位制出,按工装画线后取下蒙皮,进行人工修配。申请人发现,目前采用人工修配至少存在如下缺陷:人工修配所需工时长,不包括装卡时间,人工修配工时需要10~12小时;人工修配的公差较大,一般为
±
0.5mm。
[0004]
因此,为了提高航空制造业的蒙皮修配效率和修配精度,借鉴广泛用于家具、木材等领域的自动修边技术,提供一种用于靶机装配生产线的自动化蒙皮修边装置成为本领域技术人员亟待解决的技术问题。
技术实现要素:
[0005]
本实用新型的其中一个目的是提出一种用于靶机装配生产线的自动化蒙皮修边装置,解决了现有技术中人工修配存在的所需工时长、公差较大的技术问题。本实用新型优选技术方案所能产生的诸多技术效果详见下文阐述。
[0006]
为实现上述目的,本实用新型提供了以下技术方案:
[0007]
本实用新型用于靶机装配生产线的自动化蒙皮修边装置,包括固定机构、旋转驱动机构和修边机构,其中,所述固定机构包括第一固定组件和第二固定组件,并且所述第一固定组件和所述第二固定组件之间用于固定待修边靶机;所述旋转驱动机构包括第一旋转驱动组件和第二旋转驱动组件,所述第一旋转驱动组件和所述第二旋转驱动组件分别安装于所述第一固定组件和所述第二固定组件上,并通过所述第一旋转驱动组件和所述第二旋转驱动组件驱动所述待修边靶机转动;所述修边机构的端部安装有蒙皮修边刀具,以通过所述修边机构完成对所述待修边靶机上蒙皮的修配。
[0008]
根据一个优选实施方式,所述第一固定组件包括第一定位座和第一安装框,所述第二固定组件包括第二定位座和第二安装框,其中,所述第一安装框位于所述第一定位座靠近所述第二固定组件的一侧,所述第二安装框位于所述第二定位座靠近所述第一固定组件的一侧;并且所述第一安装框和所述第二安装框分别用于安装所述待修边靶机的两端。
[0009]
根据一个优选实施方式,所述固定机构还包括第一滑轨组件,所述第一固定组件
和所述第二固定组件与所述第一滑轨组件滑动连接,使得所述第一固定组件和所述第二固定组件能够在水平方向滑动。
[0010]
根据一个优选实施方式,所述第一滑轨组件包括第一滑轨和第二滑轨,所述第一滑轨和所述第二滑轨彼此平行设置,并且第一定位座和第二定位座的底端均与所述第一滑轨和所述第二滑轨滑动连接。
[0011]
根据一个优选实施方式,所述第一旋转驱动组件包括第一伺服电机和第一外齿轮,所述第二旋转驱动组件包括第二伺服电机和第二外齿轮,其中,所述第一伺服电机和所述第二伺服电机分别与所述第一外齿轮和所述第二外齿轮连接,并且所述第一伺服电机和所述第二伺服电机分别用于驱动所述第一外齿轮和所述第二外齿轮转动,并通过所述第一外齿轮和所述第二外齿轮的转动带动所述待修边靶机转动。
[0012]
根据一个优选实施方式,所述第一伺服电机和所述第二伺服电机分别安装于第一定位座和第二定位座上,所述第一外齿轮安装于第一定位座和第一安装框之间,并且所述第一外齿轮和所述第一安装框固定连接,所述第二外齿轮安装于第二定位座和第二安装框之间,并且所述第二外齿轮和第二安装框固定连接。
[0013]
根据一个优选实施方式,所述修边机构包括底座组件、连接臂和移动机械臂,其中,所述连接臂的一端与所述底座组件可转动连接,所述连接臂的另一端与所述移动机械臂的一端可转动连接,并且所述移动机械臂的另一端设置有刀架,装配有蒙皮修边刀具的刀柄可拆卸安装于所述刀架上。
[0014]
根据一个优选实施方式,所述修边机构还包括第二滑轨组件,所述底座组件的底端与所述第二滑轨组件滑动连接。
[0015]
根据一个优选实施方式,所述的用于靶机装配生产线的自动化蒙皮修边装置还包括支架机构,所述支架机构包括第一支架和第二支架,第一滑轨和第二滑轨分别设置于所述第一支架和所述第二支架上。
[0016]
根据一个优选实施方式,所述的用于靶机装配生产线的自动化蒙皮修边装置还包括挡板,所述挡板安装于第一支架和第二支架之间。
[0017]
本实用新型提供的用于靶机装配生产线的自动化蒙皮修边装置至少具有如下有益技术效果:
[0018]
本实用新型的自动化蒙皮修边装置包括固定机构、旋转驱动机构和修边机构,其中,待修边靶机固定于第一固定组件和第二固定组件之间,旋转驱动机构用于驱动待修边靶机转动,修边机构的端部安装有蒙皮修边刀具,通过修边机构可以自动完成对待修边靶机上蒙皮的修配。具体的,本实用新型的自动化蒙皮修边装置可在1小时以内完成对待修边靶机上蒙皮的修配,加工精度在
±
0.3mm以内,相比于现有技术中的人工修配方法,可明显缩短所需工时长,提高工作效率,还可减小公差。
[0019]
即本实用新型的自动化蒙皮修边装置通过固定机构、旋转驱动机构和修边机构的配合,可自动完成对待修边靶机上蒙皮的修配,解决了现有技术中人工修配存在的所需工时长、公差较大的技术问题。
附图说明
[0020]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例
或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0021]
图1是本实用新型待修边靶机装配于自动化蒙皮修边装置的一个优选实施方式示意图;
[0022]
图2是本实用新型自动化蒙皮修边装置的一个优选实施方式示意图;
[0023]
图3是本实用新型靶机架的一个优选实施方式示意图。
[0024]
图中:11、第一固定组件;111、第一定位座;112、第一安装框;12、第二固定组件;121、第二定位座;122、第二安装框;13、第一滑轨组件;131、第一滑轨;132、第二滑轨;
[0025]
21、第一旋转驱动组件;211、第一伺服电机;212、第一外齿轮;22、第二旋转驱动组件;221、第二伺服电机;222、第二外齿轮;
[0026]
31、底座组件;32、连接臂;33、移动机械臂;331、刀架;34、第二滑轨组件;341、第三滑轨;342、第四滑轨;35、操作台;
[0027]
4、待修边靶机;41、第一框体;411、第一上长桁;412、第一下长桁;42、第二框体;43、第三框体;44、第四框体;441、定位锁紧机构;45、第五框体;451、第二上长桁;452、第二下长桁;46、第六框体;47、第七框体;471、加强筋;48、第八框体;49、螺栓定位孔;
[0028]
5、支架机构;
[0029]
6、挡板。
具体实施方式
[0030]
为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
[0031]
下面结合说明书附图1~3对本实施例的用于靶机装配生产线的自动化蒙皮修边装置进行详细说明。
[0032]
本实施例用于靶机装配生产线的自动化蒙皮修边装置,包括固定机构、旋转驱动机构和修边机构。优选的,固定机构包括第一固定组件11和第二固定组件12,并且第一固定组件11和第二固定组件12之间用于固定待修边靶机4,如图1或2所示。旋转驱动机构包括第一旋转驱动组件21和第二旋转驱动组件22,第一旋转驱动组件21和第二旋转驱动组件22分别安装于第一固定组件11和第二固定组件12上,并通过第一旋转驱动组件21和第二旋转驱动组件22驱动待修边靶机4转动,如图1或2所示。修边机构的端部安装有蒙皮修边刀具,以通过修边机构完成对待修边靶机4上蒙皮的修配。
[0033]
本实施例的自动化蒙皮修边装置包括固定机构、旋转驱动机构和修边机构,其中,待修边靶机4固定于第一固定组件11和第二固定组件12之间,旋转驱动机构用于驱动待修边靶机4转动,修边机构的端部安装有蒙皮修边刀具,通过修边机构可以自动完成对待修边靶机4上蒙皮的修配。具体的,本实施例的自动化蒙皮修边装置可在1小时以内完成对待修边靶机4上蒙皮的修配,加工精度在
±
0.3mm以内,相比于现有技术中的人工修配方法,可明显缩短所需工时长,提高工作效率,还可减小公差。
[0034]
即本实施例的自动化蒙皮修边装置通过固定机构、旋转驱动机构和修边机构的配合,可自动完成对待修边靶机4上蒙皮的修配,解决了现有技术中人工修配存在的所需工时长、公差较大的技术问题。
[0035]
根据一个优选实施方式,第一固定组件11包括第一定位座111和第一安装框112,第二固定组件12包括第二定位座121和第二安装框122,其中,第一安装框112位于第一定位座111靠近第二固定组件12的一侧,第二安装框122位于第二定位座121靠近第一固定组件11的一侧;并且第一安装框112和第二安装框122分别用于安装待修边靶机4的两端。
[0036]
即本实施例优选技术方案的第一安装框112和第二安装框122相对设置,以将待修边靶机4安装于第一安装框112和第二安装框122上。优选的,待修边靶机4两端的框体与第一安装框112和第二安装框122通过卡接和/或螺钉连接的方式实现固定连接。
[0037]
根据一个优选实施方式,固定机构还包括第一滑轨组件13,第一固定组件11和第二固定组件12与第一滑轨组件13滑动连接,使得第一固定组件11和第二固定组件12能够在水平方向滑动,如图1或2所示。优选的,第一滑轨组件13包括第一滑轨131和第二滑轨132,第一滑轨131和第二滑轨132彼此平行设置,并且第一定位座111和第二定位座121的底端均与第一滑轨131和第二滑轨132滑动连接,如图1或2所示。优选的,第一固定组件11和第二固定组件12通过手动或电动的方式驱动其沿着第一滑轨131和第二滑轨132在说方向滑动。更优选的,固定结构还包括用于驱动第一固定组件11和第二固定组件12在水平方向滑动的动力驱动装置,例如电机、液压缸、气压缸等。
[0038]
本实施例优选技术方案的固定机构还包括第一滑轨组件13,第一固定组件11和第二固定组件12可以沿着第一滑轨组件13在水平方向滑动,不仅可以方便待修边靶机4的装配,通过调节第一固定组件11和第二固定组件12之间的距离,还可使得本实施例的装置用于不同机型的待修边靶机4的修边。
[0039]
根据一个优选实施方式,第一旋转驱动组件21包括第一伺服电机211和第一外齿轮212,第二旋转驱动组件22包括第二伺服电机221和第二外齿轮222,如图1或2所示。优选的,第一伺服电机211和第二伺服电机221分别与第一外齿轮212和第二外齿轮222连接,并且第一伺服电机211和第二伺服电机221分别用于驱动第一外齿轮212和第二外齿轮222转动,并通过第一外齿轮212和第二外齿轮222的转动带动待修边靶机4转动。更优选的,第一伺服电机211和第二伺服电机221分别安装于第一定位座111和第二定位座121的上。第一外齿轮212安装于第一定位座111和第一安装框112之间,并且第一外齿轮212和第一安装框112固定连接,第二外齿轮222安装于第二定位座121和第二安装框122之间,并且第二外齿轮222和第二安装框122固定连接,如图1或2所示。
[0040]
本实施例优选技术方案通过第一旋转驱动组件21和第二旋转驱动组件22驱动待修边靶机4转动,从而方便修边机构对待修边靶机4的各个方向进行修边。具体的,第一旋转驱动组件21和第二旋转驱动组件22通过如下方式驱动待修边靶机4转动:通过第一伺服电机211驱动第一外齿轮212转动,由于第一外齿轮212与第一安装框112固定连接,从而可通过第一外齿轮212的转动带动第一安装框112转动,通过第二伺服电机221驱动第二外齿轮222转动,由于第二外齿轮222与第二安装框122固定连接,从而可通过第二外齿轮222的转动带动第二安装框122转动,优选的,第一伺服电机211和第二伺服电机221分别同步驱动第一外齿轮212和第二外齿轮222转动,从而可以由第一外齿轮212和第二外齿轮222的转动同
步带动第一安装框112和第二安装框122转动,进而可以通过第一安装框112和第二安装框122的同步转动带动安装于第一安装框112和第二安装框122上的待修边靶机4转动。
[0041]
根据一个优选实施方式,修边机构包括底座组件31、连接臂32和移动机械臂33,如图1或2所示。优选的,连接臂32的一端与底座组件31可转动连接,连接臂32的另一端与移动机械臂33的一端可转动连接,并且移动机械臂33的另一端设置有刀架331,装配有蒙皮修边刀具的刀柄可拆卸安装于刀架331上。用于装配蒙皮修边刀具的刀柄为现有技术中的结构,在此不再赘述。
[0042]
本实施例优选技术方案装配有蒙皮修边刀具的刀柄可拆卸安装于刀架331,从而可更换不同类型的刀具,以完成对待修边靶机4各个位置的修边。另一方面,本实施例优选技术方案的连接臂32的一端与底座组件31可转动连接,连接臂32的另一端与移动机械臂33的一端可转动连接,从而可使得连接臂32和移动机械臂33向靠近待修边靶机4的方向转动或远离待修边靶机4的方向转动,以完成对待修边靶机4各个方向的修边。
[0043]
根据一个优选实施方式,修边机构还包括第二滑轨组件34,底座组件31的底端与第二滑轨组件34滑动连接,如图1或2所示。优选的,第二滑轨组件34包括至少两根彼此平行设置的滑轨,底座组件31的底端与至少两根彼此平行设置的滑轨滑动连接。
[0044]
本实施例优选技术方案的底座组件31的底端与第二滑轨组件34滑动连接,从而可使修边机构沿着第二滑轨组件34在水平方向滑动,从而完成对待修边靶机4各个位置的修边。进一步,第二滑轨组件34包括至少两根彼此平行设置的滑轨,可提高底座组件31在第二滑轨组件34上滑动的稳定性。
[0045]
根据一个优选实施方式,修边机构还包括动力驱动装置,以通过动力驱动装置驱动修边机构在水平方向的滑动和/或连接臂32与移动机械臂33的转动。优选的,动力驱动装置为电机、液压缸、气压缸等。
[0046]
根据一个优选实施方式,修边机构还包括操作台35。优选的,操作台35内部设置有控制器,控制器用于控制修边机构的工作状态,例如控制修边机构的启动、停止、在水平方向的滑动和/或连接臂32与移动机械臂33的转动等过程。控制器例如是具有用于对数据信号实现逻辑功能的逻辑门电路的离散逻辑电路,具有合适的组合逻辑门电路的专用集成电路,可编程门阵列(pga),现场可编程门阵列(fpga)等。
[0047]
根据一个优选实施方式,用于靶机装配生产线的自动化蒙皮修边装置还包括支架机构5,如图1或2所示。优选的,支架机构5包括第一支架和第二支架,第一滑轨131和第二滑轨132分别设置于第一支架和第二支架上,如图1或2所示。
[0048]
根据一个优选实施方式,用于靶机装配生产线的自动化蒙皮修边装置还包括挡板6,挡板6安装于第一支架和第二支架之间,如图1或2所示。优选的,挡板6为折叠挡板,折叠挡板可基于待修边靶机4的长度而展开为适合的长度。本实施例优选技术方案通过挡板6的作用,可避免修边过程中产生的蒙皮屑或粉尘对修边装置下方的部件,如电机等造成影响。
[0049]
根据一个优选实施方式,本实施例还提供了一种用于靶机装配生产线的自动化蒙皮修边方法,所述方法是利用本实施例任一技术方案所述的用于靶机装配生产线的自动化蒙皮修边装置来实现的。具体的,所述方法包括如下步骤:
[0050]
s1:靶机装配。优选的,使用总装型架,进行机身骨架装配。
[0051]
具体的,靶机架包括第一框体41、第二框体42、第三框体43、第四框体44、第五框体
45、第六框体46、第七框体47、第八框体48、以及连接于第一框体41和第三框体43之间的第一上长桁411和第一下长桁412、连接于第五框体45第七框体47之间的第二上长桁451和第二下长桁452、位于第四框体44和第五框体45之间的定位锁紧机构441、位于第七框体47和第八框体48之间的加强筋471。优选的,可使用现有技术中的铆接方法将靶机架的各部分铆接为一体。靶机架装配后的示意图如图3所示。
[0052]
s2:机身蒙皮。优选的,机身蒙皮为一体蒙皮。更优选的,机身的前设备舱、油箱和后设备舱为一体蒙皮,通过总装型架将机身蒙皮收紧与骨架贴合。
[0053]
具体的,通过总装型架定位靶机的各个框体,再装配各框体之间长桁和机身蒙皮,在蒙皮和机身上制出直径为2.6mm的初孔,并用连接螺栓将蒙皮和机身固定。例如,每个框体之间制出3~5个定位孔,用于将机身的各部件以及蒙皮与机身锁紧定位,形成为待修边靶机4。螺栓定位孔49的位置如图1所示。
[0054]
s3:安装待修边靶机4。将待修边靶机4取下,安装在自动化蒙皮修边装置上。
[0055]
具体的,将待修边靶机4取下,将机身的第一框体41和第八框体48分别安装在第一安装框112和第二安装框122上,通过螺钉锁紧固定。
[0056]
s4:对待修边靶机4进行修边。优选的,使用工艺员提供的数控程序修配机身蒙皮。
[0057]
具体的,通过旋转驱动机构的转动带动待修边靶机4,并利用修边机构在水平方向的滑动以及连接臂32和/或移动机械臂33的转动实现全机蒙皮修配。
[0058]
本实施例的修边方法由于使用数控设备进行修边,因此不采用常规修配方案进行施工。常规蒙皮修配方案是先将蒙皮制定位孔并定位,再将其它孔位制出,按工装画线后取下蒙皮,进行人工修配。本实施例的修边方法采用数控加工技术进行修配,是先将机体修边前装配,制出直径为2.6mm定位孔固定、锁紧,然后再固定在修边装置上,保证蒙皮紧固在机体结构上不会发生偏移现象后,再进行蒙皮修配工序。
[0059]
优选的,在蒙皮与框和蒙皮与长桁交界处的定位孔不要锁紧,因为数控修边会损伤框和长桁,影响飞机强度,通过保留一定的余量,不进行锁紧,下架后,对此处的蒙皮进行人工修配即可。完成数控修配后取下机体,人工修配修边装置不能进行修配的地方,再验收进行后续工作。
[0060]
以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips