
 商标分类
商标分类  商标转让
商标转让 
一种棒线材轧机冷却水控制装置及方法与流程
 2021-01-29 17:01:30|
2021-01-29 17:01:30| 285|
285| 起点商标网
起点商标网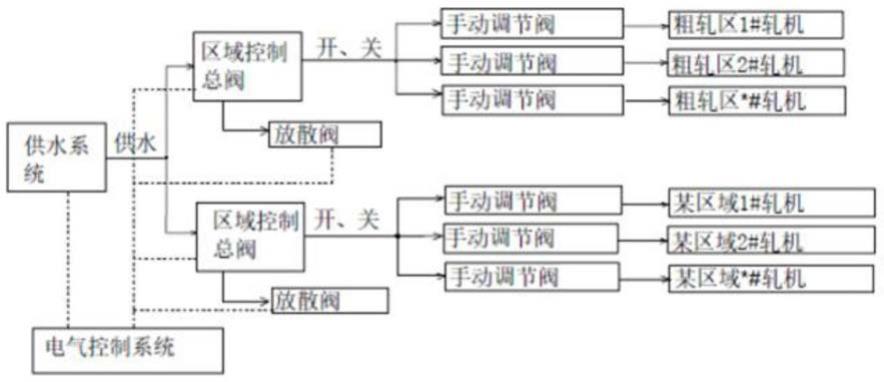
[0001]
本发明涉及一种棒线材轧机设备技术领域,更具体地说,它涉及一种棒线材轧机冷却水控制方法。
背景技术:
[0002]
棒线材轧机的作用是将加热后的钢坯轧制成用户所需要的各种棒线材产品。棒线材轧机轧辊的材质一般无限冷硬铸铁或合金锻钢,轧辊与红钢直接接触,容易产生微热裂纹,而轧制产生的氧化铁皮颗粒又容易进入这些微裂纹导致裂纹扩大。设置轧辊冷却水的作用:一是对轧辊冷却降温,减少微裂纹的产生;二是冲走氧化铁皮颗粒,避免微裂纹扩大。另外新轧辊在冷态时摩擦系数低,由于轧辊冷却水存在一定的润滑作用,因而容易导致轧机咬钢不入事故的发生。还有,对于优特棒生产线,一些特殊钢种头部被冷水淋会出现头部开裂现象,导致咬钢困难及成材率降低,轧制工艺要求咬钢后再开启轧辊冷却水。
[0003]
参见图1,图1是现有冶金棒线材轧机冷却水的控制结构图,其设备功能如下:
[0004]
(1)、棒线材轧机按功能分为粗轧、中轧(一中或二中)及精轧等区域,每个区域设置一个区域控制总阀和一个放散阀,区域控制总阀和放散阀一般为电动或气动控制。
[0005]
(2)、每台轧机机旁设置一个手动调节阀,开机前操作人员根据轧制工艺要求手动调节轧机所需的冷却水量。
[0006]
(3)、供水系统包括泵组、电机、进出口阀门、过滤装置以及压力温度振动等检测仪表,泵组为恒转速工作。
[0007]
(4)、电气控制系统包括现场检测一次仪表(如振动、温度、流量检测)、执行元件、plc过程控制系统、以及l1、l2级数据通信系统,实现对供水系统、放散阀、区域控制总阀等设备阀门的控制。
[0008]
2、其控制方法如下:
[0009]
供水系统泵组恒转速恒流量运转,出口总管的压力随轧机投入使用台数的变化而变化。正常生产时,各区域控制总阀根据工艺要求打开或关闭,各区域放散阀根据工艺要求关闭或打开,操作人员开机前手动调节每台轧机所需冷却水量。
[0010]
当某个区域某台轧机不投入使用时,出口总管的压力就会升高;当某个区域所有轧机都不投入使用时,该区域的放散阀就会打开放散。
[0011]
当轧线较长时间停机(检修或换辊换槽)时,延时一段时间后供水泵组停机,各区域控制总阀关闭,各区域放散阀打开。
[0012]
当某区域某台轧机异常需要短时停机检查时,关闭该区域总阀,打开该区域放散阀,关闭需要检查的哪台轧机的手动调节阀。
[0013]
3、存在的问题:
[0014]
(1)、需要操作人员每次开机前对每台轧机的冷却水进行手动调节,劳动强度大、自动化程度低。
[0015]
(2)、出口总管的压力波动较大,压力冲击对设备及管网寿命有一定的影响,同时
因压力波动,导致每台轧机的冷却水流量也同样存在波动,影响冷却效果。
[0016]
(3)、放散阀的放散导致冷却水与电资源的浪费。
[0017]
(4)、无法满足高品质特殊钢种冷却工艺要求。
技术实现要素:
[0018]
针对现有技术存在的不足,本发明的目的在于提供一种棒线材轧机冷却水控制装置及方法,实现单机架轧机冷却水量自动调节、自动控制,满足了高品质特殊棒线材的特殊冷却工艺要求,实现出口总管恒压力控制,保证每台轧机所需冷却水量的精确控制。
[0019]
本发明的上述技术目的是通过以下技术方案得以实现的:一种棒线材轧机冷却水控制装置,包括有供水系统,供水系统设置有出口总管,在出口总管上增设压力变送器及流量循环阀组,出口总管与轧机之间通过分支管路连通,分支管路上设置有快速开关阀、流量调节阀和手动开关阀,三个阀门依次串联,并分别与电气控制系统电性连接,电气控制系统电性连接有plc,plc具有操作界面;
[0020]
正常生产时快速开关阀根据工艺控制要求处于开启或关闭状态,流量控制阀按预设的流量阀芯处于相应开口度,手动开关阀处于打开状态,流量调节阀根据轧制工艺要求自动调节开口度控制冷却水流量。
[0021]
在其中一个实施例中,所述压力变送器设置有压力设定值,包括有sp1低压设定值,sp2高压设定值;实现供水系统恒压力控制。
[0022]
在其中一个实施例中,所述流量循环阀组包括有循环阀和节流孔板,当轧线需要短时停机停产或检查时,所有分支管路的快速开关阀处于关闭状态,为防止供水水泵过热,小流量循环阀组自动打开,供水系统处于小流量内循环状态。
[0023]
在其中一个实施例中,所述快速开关阀需要保证轧机在咬钢后,轧辊冷却水阀门能够快速打开,其开闭时间要求控制在1s以内。
[0024]
在其中一个实施例中,所述流量调节阀根据轧制工艺要求自动调节冷却水流量,在开轧前,轧机根据轧制工艺要求自动设置调整流量调节阀的开口度。
[0025]
在其中一个实施例中,所述供水系统与电气控制系统电性连接。
[0026]
在其中一个实施例中,所述供水系统还包括有供水泵组,供水泵组电性连接有水泵电机,水泵电机电性连接有变频器。
[0027]
在其中一个实施例中,所述电气控制系统另与现场检测仪表电性连接,包括有振动检测仪表、温度检测仪表、压力检测仪表及流量检测仪表。
[0028]
本发明还包括一种棒线材轧机冷却水控制方法,具体包括有:
[0029]
对供水系统的恒压力控制,根据生产工艺要求,预设总管出口上压力变送器的低压力设定值及高压力设定值,并发送到供水泵组的plc系统;供水泵组的plc系统就会通过控制变频器控制水泵驱动电机的转速;当出口总管的压力低于低压力设定值时,供水泵组就会自动增速,高于高压力设定值时,供水泵组就会自动降速,这样控制总管出口压力在低压力设定值与高压力设定值之间,从而实现恒压力控制;
[0030]
对分支管路的流量调节,根据轧制工艺要求在操作界面设定各流量调节阀的设定值或控制系统自动下载给定值,plc控制系统就会根据指令控制流量调节阀的开口度从而实现目标要求所需流量。
[0031]
在其中一个实施例中,还包括有:首先,启动供水泵组,打开循环阀组,供水泵组在低速小流量下运转;然后,预设各分支管路的流量;再然后,各分支管路的快速开关阀根据plc的控制指令自动打开或关闭;最后,供水系统的实现恒压力控制。
[0032]
综上所述,本发明具有以下有益效果:
[0033]
其一,实现出口总管恒压力控制,保证每台轧机所需冷却水量的精确控制;
[0034]
其二,实现单机架轧机冷却水量自动调节、自动控制,满足了高品质特殊棒线材的特殊冷却工艺要求;
[0035]
其三,投入使用后,降低了操作维护人员的劳动强度,满足了高品质特殊棒线材的特殊冷却工艺要求,减少了生产用水、用电的浪费,保证每台轧机所需冷却水量的精确控制,具有较好的社会及经济效益。
附图说明
[0036]
图1是现有冶金棒线材轧机冷却水的控制结构图;
[0037]
图2是本发明控制结构示意图。
具体实施方式
[0038]
下面结合附图和实施例,对本发明进行详细描述。
[0039]
值得注意的是,本文所涉及的“上”“下”等方位词均相对于附图视角而定,仅仅只是为了便于描述,不能够理解为对技术方案的限制。
[0040]
实施例:
[0041]
参见图2,一种棒线材轧机冷却水的控制方法的主要设备包括:供水系统p01,供水系统p01连接有出水总管,出水总管上设置有循环阀组x01,循环阀组x01包括1个循环阀和1组节流孔板,当轧线需要短时停机停产或检查时,所有分支管路的快速开关阀处于关闭状态,为防止供水水泵过热,小流量循环阀组自动打开,供水系统处于小流量内循环状态;出水总管分别与轧机冷却水集管z01、轧机冷却水集管z02及轧机冷却水集管z0*连通;其中在出水总管与轧机冷却水集管z01之间的分支管路上依次设置有串联的快速开关阀f0101、流量调节阀f0201及手动开关阀f0301;出水总管与轧机冷却水集管z02之间的分支管路上依次设置有串联的快速开关阀f0102、流量调节阀f0202及手动开关阀f0302;在出水总管与轧机冷却水集管z0*之间的分支管路上依次设置有串联的快速开关阀f010*、流量调节阀f020*及手动开关阀f030*;正常生产时快速开关阀根据工艺控制要求处于开启或关闭状态,各流量控制阀按预设的流量阀芯处于相应开口度,各手动开关阀处于打开状态。为防止轧机在咬钢时因冷却水水淋而打滑,要求轧件咬入后才能开轧机冷却水,快速开关阀的作用是:保证轧机在咬钢后轧辊冷却水阀门能够快速打开,其开闭时间要求控制在1s以内。流量调节阀根据轧制工艺要求自动调节冷却水流量,一般是在开轧前,轧机具有l1和l2两级数据通信系统,并通过两级数据通信系统根据轧制工艺要求自动设置调整流量调节阀的开口度。手动开关阀的作用是在停产检修时关闭,以确保检修安全。实现对每台轧机冷却水量的自动调节、自动控制,满足高品质特殊棒线材的特殊冷却工艺要求。
[0042]
供水系统p01采用变频控制,所述供水系统包括有供水泵组及出口总管,其中供水泵组电性连接有水泵电机,水泵电机电性连接有变频器,在出口总管上设置压力变送器,压
力变送器设置有sp1低压设定值,sp2高压设定值,生产操作人员根据生产工艺要求,预设总管出口上压力变送器的2个压力设定值:如sp1低压设定值为8.5bar,sp2高压设定值为9bar,并发送到供水泵组的plc系统。供水泵组的plc系统就会通过内部控制程序控制水泵驱动电机的转速。当出口总管的压力低于8.5bar时,供水泵组就会自动增速,高于9bar时,供水泵组就会自动降速,这样控制总管出口压力在8.5-9bar之间,从而实现恒压力控制。
[0043]
供水系统p01电性连接有电气控制系统k01,电气控制系统k01包括有现场检测一次仪表(如振动、温度、压力、流量检测)、执行元件、plc控制系统、以及与生产工艺的l2级控制系统的数据通信网络,实现对供水系统、循环阀组、快速开关阀和流量调节阀相关设备阀门的控制。
[0044]
控制操作过程如下:
[0045]
①
启动供水泵组,打开循环阀组,供水泵组在低速小流量下运转;
②
预设各分支管路的流量;
③
各分支管路的快速开关阀根据plc的控制指令自动打开或关闭;
④
供水系统的实现恒压力控制。
[0046]
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips