
 商标分类
商标分类  商标转让
商标转让 
对接法兰盘的手工装配焊接装置的制作方法
 2021-01-29 17:01:04|
2021-01-29 17:01:04| 309|
309| 起点商标网
起点商标网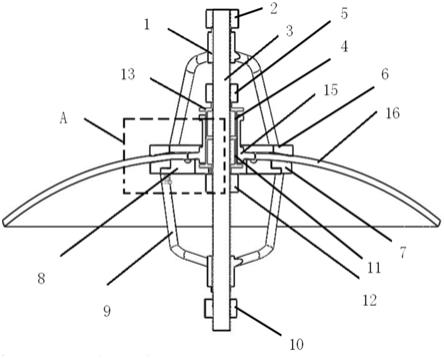
[0001]
本实用新型涉及焊接工具技术领域,尤其涉及一种对接法兰盘的手工装配焊接装置。
背景技术:
[0002]
压力容器的封头需要连接各种管路,封头与管路的连接需要法兰盘进行转接,而法兰盘与封头的连接一般采用焊接形式。受限于法兰盘焊缝的特殊位置,为曲面结构,且法兰盘直径较小,因此很难采用自动装配及焊接的方法,多采用手工装配及焊接的方法。又由于压力容器的承力特点,对法兰盘焊缝的要求比较高,且对法兰盘和封头的位置精度也很高,因此必须采用配套的工装夹具保证装配精度及焊接质量。
技术实现要素:
[0003]
本实用新型的目的在于克服上述技术的不足,而提供一种对接法兰盘的手工装配焊接装置。
[0004]
本实用新型为实现上述目的,采用以下技术方案:一种对接法兰盘的手工装配焊接装置,其特征在于:包括上支架、上支架锁紧螺母、主螺杆、上套筒、上套筒锁紧螺母、上支撑盘、下支撑盘、两个半圆垫圈、下支架、下支架锁紧螺母、下套筒以及下套筒锁紧螺母;所述主螺杆贯穿于所有部件,所述上支架的上部套在所述主螺杆的上部并通过所述上支架锁紧螺母定位锁紧,上支架的下部与所述上支撑盘固定连接,所述上套筒套在所述主螺杆上并位于所述上支架内,所述上套筒锁紧螺母与所述主螺杆螺纹连接并压紧所述上套筒的上部,所述上套筒和下套筒的内径都小于待焊接法兰盘的内径,上套筒和下套筒的端部都设有压盘,该压盘的外径大于法兰盘的外径;所述下支架镜像设置在主螺杆的另一侧,所述下支架的下部套在所述主螺杆的下部并通过所述下支架锁紧螺母定位锁紧,下支架的下部与所述下支撑盘固定连接,两个半圆垫圈通过螺栓固定在所述下支撑盘上,所述下套筒套在所述主螺杆上并位于所述下支架内,所述下套筒锁紧螺母与所述主螺杆螺纹连接并压紧所述下套筒的下部。
[0005]
优选地,所述两个半圆垫圈上分别设有凹槽,凹槽对应于法兰盘与工件接缝处正下方,凹槽直径为8mm。
[0006]
优选地,所述两个半圆垫圈具有间隙,间距1mm。
[0007]
优选地,所述上套筒和下套筒的外径与法兰盘的内直径间距0.5mm。
[0008]
本实用新型的有益效果是:本实用新型可以实现在曲面的焊接,降低工人的焊接难度,提高焊接精度与稳定性,并且产品表面尽可能光滑,无明显凸起。
附图说明
[0009]
图1是本实用新型焊接装配图;
[0010]
图2是图1中a处的放大图;
[0011]
图3是本实用新型的立体图;
[0012]
图4是本实用新型的焊接位置图。
具体实施方式
[0013]
为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器或特征与其他器或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器被倒置,则描述为“在其他器或构造上方”或“在其他器或构造之上”的器之后将被定位为“在其他器或构造下方”或“在其他器或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
[0014]
如图1和图2所示,一种对接法兰盘的手工装配焊接装置,包括上支架1、上支架锁紧螺母2、主螺杆3、上套筒4、上套筒锁紧螺母5、上支撑盘6、下支撑盘7、两个半圆垫圈8、下支架9、下支架锁紧螺母10、下套筒11以及下套筒锁紧螺母12;所述主螺杆贯穿于所有部件,所述上支架的上部套在所述主螺杆的上部并通过所述上支架锁紧螺母定位锁紧,上支架的下部与所述上支撑盘固定连接,所述上套筒套在所述主螺杆上并位于所述上支架内,所述上套筒锁紧螺母与所述主螺杆螺纹连接并压紧所述上套筒的上部,所述上套筒和下套筒的内径都小于待焊接法兰盘的内径,上套筒和下套筒的端部都设有压盘13,该压盘的外径大于法兰盘的外径;所述下支架镜像设置在主螺杆的另一侧,所述下支架的下部套在所述主螺杆的下部并通过所述下支架锁紧螺母定位锁紧,下支架的下部与所述下支撑盘固定连接,两个半圆垫圈通过螺栓17固定在所述下支撑盘上,所述下套筒套在所述主螺杆上并位于所述下支架内,所述下套筒锁紧螺母与所述主螺杆螺纹连接并压紧所述下套筒的下部。所述两个半圆垫圈上分别设有凹槽14,凹槽对应于法兰盘15与工件16接缝处正下方,凹槽直径为8mm。
[0015]
实施例1
[0016]
参考图1~4,封头的法兰盘焊接,首先要定位法兰盘孔中心。根据图纸所示法兰盘直径20mm,法兰盘中心点距离封头中心轴线小r。根据封头内半径r,得到高度h。结合高脚尺确定出中心点所在封头的高度;用尺规划线得到中心点,并且划规画出直径为20.5mm的法兰盘线。手工开孔。在法兰盘线内再画17.7mm圆,先用样冲定出开孔中心,再用直径为2.5mm的钻头配合风钻进行钻孔,按照打排钻的方式开孔。最后用铣刀反复的扩孔,修至20.5mm直径,用去毛刺的钻头与低速风钻进行修孔。反复验核孔与法兰盘。用刮刀对法兰盘以及产品焊接处包括内外两侧进行开坡口。手工开孔的方式,使得法兰盘孔精度远远不能满足高质量焊接对装配的条件要求,与机加生产的法兰盘在验合时无法很好的保证装配间隙,常存在较大间隙,导致焊接时由于焊缝收缩严重,使焊缝出现裂纹,所以要先开坡口。
[0017]
装配采用简易焊接夹具,内撑外压的方式进行固定。装配流程:首先将主螺杆穿入封头及法兰盘,然后将两个套筒分别夹在法兰盘上下两端,分别配以螺母进行位置调整与固定。接着封头上下两侧再分别装上、下支架,同样配以螺母进行位置调整与固定。在下支架凹侧面装半圆垫圈,每个半圆垫圈分别用两个螺栓与下支架连接固定。注意:焊缝所在处
大致为垫圈凹槽中心处。固定后,先进行几个位置的点焊,然后在正面进行两层焊接:一打底焊,去除打底焊缝中两侧的焊漏,在上面再次进行盖面焊缝。接着在背面进行一次封底焊接。由于在前面的焊接过程中,难免会有焊漏产生,所以要焊漏去焊以及封底焊,为了保证焊接的精确度,要打磨焊漏。
[0018]
焊接完成后,要将我们使用的法兰盘夹具取下来,清理与检查。
[0019]
实施例2
[0020]
参考图1~4,封头的法兰盘焊接,首先要定位法兰盘孔中心。根据图纸所示法兰盘直径30mm,法兰盘中心点距离封头中心轴线小r。根据封头内半径r,得到高度h。结合高脚尺确定出中心点所在封头的高度;用尺规划线得到中心点,并且划规画出直径为30.5mm的法兰盘线。手工开孔。在法兰盘线内再画27.7mm圆,先用样冲定出开孔中心,再用直径为2.5mm的钻头配合风钻进行钻孔,按照打排钻的方式开孔。最后用铣刀反复的扩孔,修至30.5mm直径,用去毛刺的钻头与低速风钻进行修孔。反复验核孔与法兰盘。用刮刀对法兰盘以及产品焊接处包括内外两侧进行开坡口。手工开孔的方式,使得法兰盘孔精度远远不能满足高质量焊接对装配的条件要求,与机加生产的法兰盘在验合时无法很好的保证装配间隙,常存在较大间隙,导致焊接时由于焊缝收缩严重,使焊缝出现裂纹,所以要先开坡口。
[0021]
装配采用简易焊接夹具,内撑外压的方式进行固定。装配流程:首先将主螺杆穿入封头及法兰盘,然后将两个套筒分别夹在法兰盘上下两端,分别配以螺母进行位置调整与固定。接着封头上下两侧再分别装上、下支架,同样配以螺母进行位置调整与固定。在下支架凹侧面装半圆垫圈,每个半圆垫圈分别用两个螺栓与下支架连接固定。注意:焊缝所在处大致为垫圈凹槽中心处。固定后,先进行几个位置的点焊,然后在正面进行两层焊接:一打底焊,去除打底焊缝中两侧的焊漏,在上面再次进行盖面焊缝。接着在背面进行一次封底焊接。由于在前面的焊接过程中,难免会有焊漏产生,所以要焊漏去焊以及封底焊,为了保证焊接的精确度,要打磨焊漏。焊接完成后,要将我们使用的法兰盘夹具取下来,清理与检查。
[0022]
实施例3
[0023]
参考图1~4,封头的法兰盘焊接,首先要定位法兰盘孔中心。根据图纸所示法兰盘直径40mm,法兰盘中心点距离封头中心轴线小r。根据封头内半径r,得到高度h。结合高脚尺确定出中心点所在封头的高度;用尺规划线得到中心点,并且划规画出直径为40.5mm的法兰盘线。手工开孔。在法兰盘线内再画37.7mm圆,先用样冲定出开孔中心,再用直径为2.5mm的钻头配合风钻进行钻孔,按照打排钻的方式开孔。最后用铣刀反复的扩孔,修至40.5mm直径,用去毛刺的钻头与低速风钻进行修孔。反复验核孔与法兰盘。用刮刀对法兰盘以及产品焊接处包括内外两侧进行开坡口。手工开孔的方式,使得法兰盘孔精度远远不能满足高质量焊接对装配的条件要求,与机加生产的法兰盘在验合时无法很好的保证装配间隙,常存在较大间隙,导致焊接时由于焊缝收缩严重,使焊缝出现裂纹,所以要先开坡口。
[0024]
装配采用简易焊接夹具,内撑外压的方式进行固定。装配流程:首先将主螺杆穿入封头及法兰盘,然后将两个套筒分别夹在法兰盘上下两端,分别配以螺母进行位置调整与固定。接着封头上下两侧再分别装上、下支架,同样配以螺母进行位置调整与固定。在下支架凹侧面装半圆垫圈,每个半圆垫圈分别用两个螺栓与下支架连接固定。注意:焊缝所在处大致为垫圈凹槽中心处。固定后,先进行几个位置的点焊,然后在正面进行两层焊接:一打底焊,去除打底焊缝中两侧的焊漏,在上面再次进行盖面焊缝。接着在背面进行一次封底焊
接。由于在前面的焊接过程中,难免会有焊漏产生,所以要焊漏去焊以及封底焊,为了保证焊接的精确度,要打磨焊漏。焊接完成后,要将我们使用的法兰盘夹具取下来,清理与检查。
[0025]
以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips