
 商标分类
商标分类  商标转让
商标转让 
一种切削刀片的制作方法
 2021-01-29 16:01:04|
2021-01-29 16:01:04| 124|
124| 起点商标网
起点商标网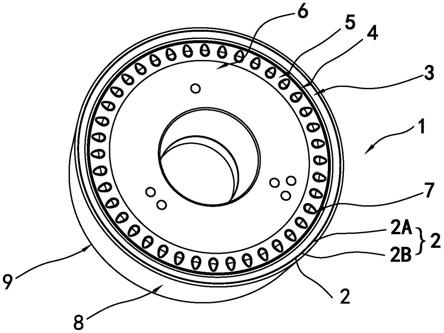
[0001]
本实用新型涉及刀具技术领域,特别是涉及一种切削刀片。
背景技术:
[0002]
大型金属材料零部件,往往采用铸造工艺,工件毛坯余量非常不均匀,而且有些零部件采用曲面连接,采用仿形加工,实际加工中切深变化大,导致切屑控制不稳定。现阶段的切削刀片大都采用大的容屑槽来保证大切深下降低切削阻力,提高刀具寿命,对于切深变化造成的切屑控制不稳定关注较少。但众所周知良好的排屑能够带走大部分切削产生的热量,降低切削热量对刀具的影响;并且大型零部件加工产生的铁屑又粗又厚,不规则的长屑极不易处理,不仅影响加工效率也存在刮伤刀具和工件的风险。
技术实现要素:
[0003]
本实用新型的目的在于克服现有技术之不足,提供一种切削刀片,通过在容屑槽里设置合适大小及数量的凸起结构,来保证足够的容屑空间同时,提高对切屑的作用,能够实现针对大型零部件加工中切深变化时能有效的进行切屑控制,提高刀具寿命以及工件表面质量。
[0004]
本实用新型解决其技术问题所采用的技术方案是:一种切削刀片,包括外轮廓大致呈圆形形状的刀片本体;该刀片本体具有上表面、下表面和连接在上、下表面之间的侧面;所述刀片本体设有贯穿上、下表面的通孔;所述上表面的边缘设为圆环形的切削刃部,所述上表面的中部设为与所述下表面相平行的上平面;在所述切削刃部与所述上平面之间设有圆环形的容屑槽,所述容屑槽中设有多个凸起,所述凸起的最高点位置介于刀片本体的上平面与切削刃部的最高点之间,且刀片本体的上平面高于切削刃部的最高点。
[0005]
所述容屑槽包括处于底部位置的凹面、由凹面的一侧边缘向切削刃部延伸的切削表面和由凹面的另一侧边缘向上平面延伸的凸台斜面;所述凸起设在凸台斜面处,且所述凸起的最低点位置低于所述切削刃部的最高点。
[0006]
所述凸起为水滴形状,且是沿着凸台斜面呈下窄上宽。
[0007]
所述多个凸起分别沿着圆环形呈均匀分布。
[0008]
所述凸台斜面相对于所述上平面的倾斜角度为5
°
~10
°
。
[0009]
所述切削表面相对于所述上平面的倾斜角度为15
°
~25
°
。
[0010]
所述切削刃部包括处于外侧的刃部斜面和处于内侧的刃部平面,所述切削刃部的最高点处在刃部平面,所述刃部平面与所述刀片本体的上平面相平行。
[0011]
所述刃部斜面相对于所述上平面的倾斜角度为10
°
~20
°
。
[0012]
所述刀片本体的侧面与所述刀片本体的上平面之间的夹角为80
°
~90
°
。
[0013]
与现有技术相比较,本实用新型的有益效果是:
[0014]
本实用新型由于采用了在所述切削刃部与所述上平面之间设有圆环形的容屑槽,所述容屑槽中设有多个凸起,所述凸起的最高点位置介于刀片本体的上平面与切削刃部的
最高点之间,且刀片本体的上平面高于切削刃部的最高点。本实用新型的这种结构,通过在容屑槽里设置合适大小及数量的凸起结构,来保证足够的容屑空间同时,提高对切屑的作用,能够实现针对大型零部件加工中切深变化时能有效的进行切屑控制,提高刀具寿命以及工件表面质量。
[0015]
以下结合附图及实施例对本实用新型作进一步详细说明;但本实用新型的一种切削刀片不局限于实施例。
附图说明
[0016]
图1是本实用新型的实施例的立体构造示意图;
[0017]
图2是本实用新型的实施例的俯视图;
[0018]
图3是图2中的a部放大示意图;
[0019]
图4是沿图2中的b-b线的剖视图。
[0020]
图中,1、刀片本体;2、切削刃部;2a、刃部斜面;2b、刃部平面;3、容屑槽的切削表面;4、容屑槽的凹面;5、容屑槽的凸台斜面;6、上平面;7、容屑槽的凸起;8、侧面;9、下表面。
具体实施方式
[0021]
实施例
[0022]
参见图1至图4所示,本实用新型的一种切削刀片,包括外轮廓大致呈圆形形状的刀片本体1;该刀片本体1具有上表面、下表面9和连接在上、下表面之间的侧面8;所述刀片本体1设有贯穿上、下表面的通孔;所述上表面的边缘设为圆环形的切削刃部2,所述上表面的中部设为与所述下表面相平行的上平面6;在所述切削刃部2与所述上平面6之间设有圆环形的容屑槽,所述容屑槽中设有多个凸起7,所述凸起7的最高点位置介于刀片本体的上平面6与切削刃部2的最高点之间,且刀片本体1的上平面6高于切削刃部2的最高点。下表面9主要作为支撑面,侧面8形成刀片的后刀面。
[0023]
本实施例中,所述容屑槽包括处于底部位置的凹面4、由凹面的一侧边缘向切削刃部2延伸的切削表面3和由凹面的另一侧边缘向上平面6延伸的凸台斜面5;切削表面3与凸台斜面5之间间隔有凹面4;切削表面3起到引导切屑流向的作用;所述凸起7设在凸台斜面5处,且所述凸起7的最低点位置低于所述切削刃部2的最高点。
[0024]
本实施例中,所述凸起7为水滴形状,且是沿着凸台斜面5呈下窄上宽。
[0025]
本实施例中,所述多个凸起7分别沿着圆环形呈均匀分布;凸起7的数量可以为25~40个。
[0026]
本实施例中,所述凸台斜面5相对于所述上平面6的倾斜角度为5
°
~10
°
。
[0027]
本实施例中,所述切削表面3相对于所述上平面6的倾斜角度为15
°
~25
°
。
[0028]
凸台斜面5和切削表面3的角度设计,可以保证切屑的充分的自卷曲及有足够的容屑空间。切削表面3角度过大会导致切削刃部2强度不足,大切削量加工中容易崩断,切削表面3角度过小会使切屑沿该表面卷曲不充分,切屑进一步接触到凹面4或凸台斜面5容易导致切削阻力过大;凸台斜面5角度过大,容屑空间太大,凸台斜面5对于切屑阻碍作用过小,不利于切屑进一步卷曲;凸台斜面5角度过小,容屑空间变小,同时导致凹面4往上表面移,切屑沿切削表面3自然卷曲不足,容易造成缠屑。
[0029]
本实施例中,所述切削刃部2包括处于外侧的刃部斜面2a和处于内侧的刃部平面2b,所述切削刃部2的最高点处在刃部平面2b,所述刃部平面2b与所述刀片本体的上平面6相平行;刃部斜面2a提高了切削刃部强度,更适合与大型零部件的加工。
[0030]
本实施例中,所述刃部斜面2a相对于所述上平面6的倾斜角度为10
°
~20
°
;角度过大切削阻力太大,角度过小切削刃部强度不足。
[0031]
本实施例中,所述刀片本体的侧面8为后刀面,所述后刀面8与所述刀片本体的上平面6之间的夹角β为80
°
~90
°
。上平面6与侧面8设置夹角β,可以避免切削时侧面干涉到工件。
[0032]
凸台斜面5、切削表面3及凹面4组成了半封闭的容屑槽,容屑槽空间过小容易导致加工时憋屑的情况,导致切削阻力大,刀片磨损过快等,总之不适合大型零部件粗加工。但容屑槽空间大,容易导致切屑不易卷曲折断,特别是在加工大型零部件中,由于工件余量变化较大,切深时大时小。通过凸台斜面5上设置了水滴形凸起7,能够保证足够的容屑空间同时凸起7又能及时对切屑进行影响,有利于切屑进一步卷曲。水滴形凸起7采用下窄上宽的设计,对切屑作用逐步增强;水滴形的凸起使得凸起7在其横截面上呈曲面状,使得凸起跟切屑接触更加流畅。凸起7的最高点低于上平面6,又高于刃部平面2b,以实现对切屑有足够的影响。凸起7最低点低于刃部平面2b,使得凸起7对切屑作用从最低点到最高点逐步加大,保证切削过程中切削力相对平缓变化。
[0033]
凸起7在凸台斜面5上平均分布,数量25~40个,过多容易导致空间变小,同时凸起与切屑接触点增加,导致切削温度增加倾向加大;太少的话可能对切屑起不到作用。最好在30个左右。
[0034]
本实用新型的一种切削刀片,采用了在所述切削刃部2与所述上平面6之间设有圆环形的容屑槽,所述容屑槽中设有多个凸起7,所述凸起7的最高点位置介于刀片本体的上平面6与切削刃部2的最高点之间,且刀片本体1的上平面6高于切削刃部2的最高点。本实用新型的这种结构,通过在容屑槽里设置合适大小及数量的凸起结构,来保证足够的容屑空间同时,提高对切屑的作用,能够实现针对大型零部件加工中切深变化时能有效的进行切屑控制,提高刀具寿命以及工件表面质量。
[0035]
上述只是本实用新型的较佳实施例,并非对本实用新型作任何形式上的限制。虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案作出许多可能的变动和修饰,或修改为等同化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips