
 商标分类
商标分类  商标转让
商标转让 
围板角衬自动焊接装置的制作方法
 2021-01-29 16:01:47|
2021-01-29 16:01:47| 211|
211| 起点商标网
起点商标网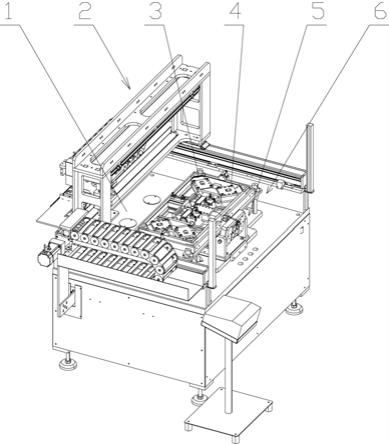
[0001]
本实用新型涉及围板角衬自动焊接装置。
背景技术:
[0002]
燃气灶包括围板、面板和灶头等部件,其中围板在折弯完成后,需要在围板四角分别焊接上一个角衬以防止围板变形,目前对于围板焊接是将围板外套在一个方形基座上,而后四周采用快速夹具对其进行固定,最后在使用自动焊接机对角衬进行点焊,这种焊接方式中需要松紧夹具都是手动操作,其缺点一方面是效率不高,另一方面是围板定位不准,焊接精度不高。
技术实现要素:
[0003]
本实用新型要解决的技术问题是提供围板角衬自动焊接装置,用于解决现有围板焊接效率不高和定位不准的问题。
[0004]
为了解决上述问题,本实用新型要解决的技术方案为:
[0005]
围板角衬自动焊接装置,包括焊接台,焊接台上安装龙门直线模组,在龙门直线模组移动端上安装有第一气缸,第一气缸与第一焊头传动连接,在自动焊接机下方焊接台上设有夹具,所述夹具包括设置在焊接台上的托板,托板外设有围框,在托板四角分别安装有第一滑块,第一滑块内装配有第一夹块,在托板上安装有第二气缸,待焊接围板设置在第一夹块与围框之间,第二气缸通过推动第一夹块向围框方向运动,第一夹块与点焊机公共端电性连接。
[0006]
在焊接台上固定有多根导杆,各导杆外均外套有导套,各导套均与升降板固定连接,所述围框连接在升降板上,在焊接台上安装有第三气缸,第三气缸活塞杆通过举升架与升降板连接。
[0007]
还包括围板端头焊接部分,所述围板端头焊接部分包括连接在围框一侧焊接台上的支座,在支座上轴连接有多块转动板,在各块转动板上端均安装有多个第二焊头,各转动板下端分别通过第四气缸与焊接台铰接;还包括安装在托板上的第二滑块和第五气缸,第二滑块内装配有第二夹块,第五气缸推动第二夹块向围框方向运动,在围框一端开设有缺口,第四气缸推动各第二焊头穿过缺口向第二夹块方向运动,第二夹块与点焊机公共端电性连接。
[0008]
在第一夹块内设有方孔,方孔内设有与托板固定连接的导向座,在方孔内设有弹簧,弹簧一端抵靠在导向座上,另外一端推动第一夹块远离围框,在两个第一夹块之间设有一个第二气缸,在第二气缸活塞杆上固定连接有三角形推块,两个第一夹块一端分别抵靠三角形推块两个斜面上。
[0009]
在各第一夹块上均固定连有多个导向销。
[0010]
本实用新型的有益效果为:
[0011]
1、由围框对围板外壁面进行限位,而后第二气缸推动各第一夹块分别将围板四角
进行固定,代替现有快速夹具固定的方式,扩大了定位面,提高了定位精度和定位速度,提高了围板焊接效率。
[0012]
2、将对围框角衬焊接与围框两端焊接合并到本焊接装置上同步完成,简化了焊接工序,进一步提高了焊接质量和效率,同时能够有效的避免焊接变形。
[0013]
3、导向销能够对角衬进行导向和定位,防止角衬在焊接在的过程中偏移。
附图说明
[0014]
下面结合附图对本实用新型做进一步的说明:
[0015]
图1为本实用新型其中一个视角的立体结构示意图,
[0016]
图2为本实用新型另外一个视角的立体结构示意图,
[0017]
图3为本实用新型关于夹具的立体结构示意图,
[0018]
图4为本实用新型关于夹具的立体结构示意图,
[0019]
图5为本实用新型关于夹具的俯视结构示意图,
[0020]
图6为本实用新型关于围板角衬的坐标图,
[0021]
图7为本实用新型各电气件的连接关系示意图。
[0022]
图中:焊接台1、龙门直线模组2、角衬3、围板4、端头焊接部分5、夹具6、点焊机公共端7、连接板8、第一焊头21、第一气缸22、第四气缸51、转动板52、支座53、第五气缸54、第二焊头55、第二夹板56、第二滑块57、第二气缸60、围框61、导杆62、升降板63、托板64、举升架65、第三气缸66、第一夹块67、第一滑块68、推块69、导向座671、方孔672、弹簧673、导向销674。
具体实施方式
[0023]
如图1到4所示,围板角衬自动焊接装置,包括焊接台1,焊接台1上安装龙门直线模组2,在龙门直线模组2移动端上安装有第一气缸22,第一气缸22与第一焊头21传动连接,在自动焊接机下方焊接台1上设有夹具6,所述夹具6包括设置在焊接台1上的托板64,托板64外设有围框61,在托板64四角分别安装有第一滑块68,第一滑块68内装配有第一夹块67,在托板64上安装有第二气缸60,待焊接围板4设置在第一夹块67与围框61之间,第二气缸60通过推动第一夹块67向围框61方向运动,第一夹块67与点焊机公共端7电性连接。其中龙门直线模组为xy轴直线模组,例如“东莞市锐翼智能装备有限公司”生产的龙门型同步带模组,如图2所示在龙门直线模组x轴和y轴模组上的分别安装有四个槽式光电开关,x轴模组一端和y轴模组移动端上均安装有用于触发各光电开关的触片,第一气缸22安装在y轴模组移动端上,如图2和6所示,将x轴模组和y轴模组的各光电开关分别设为x1、x2、x3、x4、y1、y2、y3、y4,利用各光电开关可以确定四个角衬上各点焊点的坐标,同时plc通过电磁阀控制和第一气缸22和第二气缸60伸缩。
[0024]
本实用新型的使用方法为: 将围板4放入到围框61内后,各第二气缸60活塞杆伸长,推动各第一夹块67将围板4固定到围框61内,接着将角衬3放置到围板4四角, plc控制控制龙门直线模组2让第一焊头21沿着坐标x1y2、x1y1、x2y1、x3y1、x4y1、x4y2、x4y3、x4y4、x3y4、x2y4、x1y4、x1y3依次行走,每行走到一个坐标,则控制第一气缸22推动第一焊头21对该坐标的角衬3进行点焊;角衬3焊接完成后,第二气缸60将第一夹块67松开,工人将焊接好
的围板4取出围框61,完成对围框61角衬3的焊接工作。
[0025]
在焊接台1上固定有多根导杆62,各导杆62外均外套有导套,各导套均与升降板63固定连接,所述围框61连接在升降板63上,在焊接台1上安装有第三气缸66,第三气缸66活塞杆通过举升架65与升降板63连接。在围框61焊接完成后,第三气缸66拉动围框61下行,将围板4暴露出围框61,这样就可以将围框61轻松取出。
[0026]
还包括围板4端头焊接部分5,所述围板4端头焊接部分5包括连接在围框61一侧焊接台1上的支座53,在支座53上轴连接有多块转动板52,在各块转动板52上端均安装有多个第二焊头55,各转动板52下端分别通过第四气缸51与焊接台1铰接;还包括安装在托板64上的第二滑块57和第五气缸54,第二滑块57内装配有第二夹块56,第五气缸54推动第二夹块56向围框61方向运动,在围框61一端开设有缺口,第四气缸51推动各第二焊头55穿过缺口向第二夹块56方向运动,第二夹块56与点焊机公共端7电性连接。
[0027]
使用时,在将围板4放入到围框61中后,在对角衬3进行焊接的过程中,可以在围板4端头与第二夹块56之间放置连接板8,而后第五气缸54推动第二夹块56将连接板8贴紧围板4两个端头上,接着第四气缸51通过转动板52将各第二焊头55抵靠围板4两端头表面,以将围板4两个端头固定焊接到连接板上。这就可以将角衬3焊接与围框61两端端头焊接合并到本焊接装置上同步完成,简化了焊接工序,进一步提高了焊接质量和效率,同时能够有效的避免焊接变形。
[0028]
在第一夹块67内设有方孔672,方孔672内设有与托板64固定连接的导向座671,在方孔672内设有弹簧673,弹簧673一端抵靠在导向座671上,另外一端推动第一夹块67远离围框61,在两个第一夹块67之间设有一个第二气缸60,在第二气缸60活塞杆上固定连接有三角形推块69,两个第一夹块67一端分别抵靠三角形推块69两个斜面上。如图5所示,当第二气缸60活塞杆缩回时,弹簧673推动第一夹块67远离围板4折角,当第二气缸60活塞杆伸长时,则可以通过三角推块69同步推动两个第二夹块56对围板4两个折角进行夹紧,这种结构减少了第二气缸60使用数量,在实现夹紧的同时,降低制造成本。
[0029]
在各第一夹块67上均固定连有多个导向销674。角衬3是通过冲压加工而成,在冲压加工时,可以角衬3上预留导向孔或铆接孔,在使用本装置对角衬3进焊接时,导向销674插入到导向孔中,对角衬3进行定位,防止角衬3焊接的时跑偏。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips