
 商标分类
商标分类  商标转让
商标转让 
工作机械的加工尺寸预测装置、工作机械的加工尺寸预测系统、工作机械的设备异常判定装置、工作机械的加工尺寸预测方法及程序与流程
 2021-01-29 16:01:49|
2021-01-29 16:01:49| 234|
234| 起点商标网
起点商标网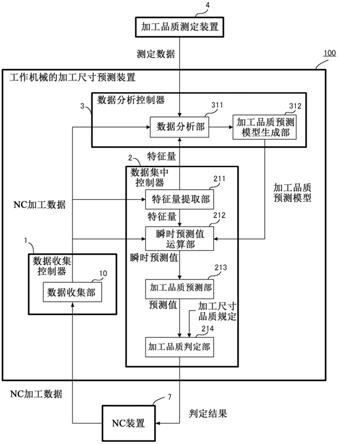
[0001]
本发明涉及工作机械的加工尺寸预测装置、加工尺寸预测系统、方法、程序及设备异常判定装置。
背景技术:
[0002]
工作机械是用于对加工对象物(被加工物)实施切断、切削、研磨等加工的机械。作为工作机械,已知铣床、车床、钻床等。
[0003]
工作机械大多实现了自动化。自动化的工作机械中的nc(数控)工作机械是使用nc加工方法对加工对象物实施加工的工作机械。nc工作机械具有nc装置,基于加工动作信息对刀具或者加工对象物进行驱动,对加工对象物进行加工。
[0004]
nc工作机械能够实现精密的加工。但是,有时由于机械设备及刀具的状态的变动、劣化、作业环境的变动等,在设计尺寸和被加工物的实际尺寸之间会产生偏差。因此,提出了对实际的尺寸或者偏移的量进行预测或者抑制偏移量的技术。
[0005]
例如,在专利文献1中记载了具有神经网络的工作机械的加工尺寸预测装置。该加工尺寸预测装置对旋转驱动刀具的驱动装置的振动进行检测,通过神经网络而学习振动的特征量和加工精度,对被加工物的加工尺寸进行预测。
[0006]
在专利文献2中记载了具有机械学习装置的工作机械。该机械学习装置按照向电动机的电力供给量、电动机的温度、负载等的状态变量、动作指令的校正值和是否发生了异常的判定结果,对动作指令进行学习,由此进行适当的校正处理,提高加工精度。该文献还公开了使用神经网络的内容。
[0007]
在专利文献3中,记载了具有进行模糊推理的加工条件推理装置的加工条件自动调整装置。该加工条件推理装置将负载状况数据和加工条件数据应用于模糊推理,持续地修正刀具的旋转速度等加工条件。
[0008]
专利文献1:日本特开2008-087095号公报
[0009]
专利文献2:日本特开2017-64837号公报
[0010]
专利文献2:日本特开平7-36530号公报
技术实现要素:
[0011]
在专利文献1中记载的工作机械使用神经网络进行学习。因此,如果刀具的种类增多,则学习所需的神经元的数量也会增大,不会适当地完成学习,加工条件会发生变动。因此,在专利文献1中记载的工作机械无法稳定地预测被加工物的品质。另外,该装置存在下述问题,即,只能够预测由刀具的装载状态引起的品质变动,无法准确地预测加工尺寸。
[0012]
在专利文献2中记载的工作机械也使用神经网络进行学习。因此,存在与专利文献1相同的课题。另外,在专利文献2中记载的工作机械对针对电动机的电力供给量等的状态
变量进行监视,始终更新学习部的参数而对电动机的转速、位置等进行校正。因此,存在下述问题,即,加工条件不恒定,无法稳定地预测被加工物的品质。
[0013]
在专利文献3中记载的加工条件自动调整装置通过模糊推理对加工条件进行修正。因此,存在下述问题,即,不保证适当地设定加工条件,无法稳定地预测被加工物的品质。
[0014]
本发明就是鉴于上述的问题而提出的,其目的在于提供能够稳定而准确地预测被加工物的加工尺寸的工作机械的加工尺寸预测装置。
[0015]
为了达到上述的目的,本发明所涉及的工作机械的加工尺寸预测装置具有:
[0016]
驱动状态信息取得部,其取得工作机械的驱动状态信息;
[0017]
特征量提取部,其从所述驱动状态信息提取特征量;
[0018]
数据分析部,其对提取出的所述特征量进行分析,输出特征量分析信息;以及
[0019]
加工品质预测模型生成部,其根据所述特征量分析信息而生成由所述工作机械进行加工的被加工物的加工尺寸的预测模型。
[0020]
发明的效果
[0021]
根据本发明,在工作机械进行驱动而对被加工物进行加工的期间,能够稳定地预测被加工物的尺寸。
附图说明
[0022]
图1是本发明的实施方式1所涉及的工作机械的加工尺寸预测装置的功能框图。
[0023]
图2a是表示被加工物的加工例的图。
[0024]
图2b是表示加工数据的一个例子的图。
[0025]
图3a是图1所示的数据收集控制器的框图。
[0026]
图3b是图1所示的数据集中控制器的框图。
[0027]
图3c是图1所示的数据分析控制器的框图。
[0028]
图4是图1所示的nc装置的功能框图。
[0029]
图5是由图1所示的数据收集控制器执行的数据收集处理的流程图。
[0030]
图6是由图1所示的数据分析控制器执行的预测模型生成处理的流程图。
[0031]
图7是由图1所示的数据集中控制器执行的加工品质预测模型运算处理的流程图。
[0032]
图8是对本发明的实施方式2所涉及的刀具更换时期进行说明的图,(a)是表示加工品质的降低与经过时间成正比的例子的图,(b)是表示加工品质的降低随着时间的经过而变得平缓的例子的图,(c)是表示加工品质的降低随着时间的经过而变得急剧的例子的图。
[0033]
图9是本发明的实施方式3所涉及的工作机械的设备异常判定装置的功能框图。
[0034]
图10是表示图9所示的工作机械的设备异常判定装置的刀具寿命判别处理的流程图。
[0035]
图11是本发明的实施方式4所涉及的加工尺寸预测装置的功能框图。
具体实施方式
[0036]
(实施方式1)
[0037]
下面,参照附图,对本发明的实施方式1所涉及的工作机械的加工尺寸预测装置和具有该加工尺寸预测装置的nc工作机械进行说明。
[0038]
实施方式1所涉及的工作机械的加工尺寸预测装置100如图1所示,具有:数据收集控制器1,其收集nc加工数据;数据集中控制器2,其使用加工品质预测模型对被加工物的加工品质进行预测;以及数据分析控制器3,其生成加工品质预测模型。
[0039]
数据收集控制器1具有数据收集部10。数据收集部10连接于nc装置7和数据集中控制器2。
[0040]
数据收集部10从nc装置7收集nc加工数据,暂时地存储,将一定量的数据汇总在一起,提供给数据集中控制器2。
[0041]
由数据收集部10进行收集的nc加工数据,包含加工工艺数据和表示nc装置7的动作状态的状态数据。加工工艺数据关于nc加工,包含表示是对哪个加工工艺的哪个加工区间进行处理的数据。另一方面,状态数据包含表示nc装置7的动作的状态本身的数据和表示动作环境的状态的数据,包含表示nc装置7的主体的状态的数据和由配置于nc装置7的传感器取得的数据。在下面的说明中,状态数据设为是对主轴进行旋转驱动的主轴电动机的驱动电流的电流值、由安装于主轴电动机的振动传感器输出的振动数据、由安装于主轴电动机的温度传感器输出的温度数据。这些数据的采样定时及采样周期可以彼此不同。nc加工数据是技术方案的驱动状态信息的一个例子。
[0042]
参照具体例对由数据收集部10收集及输出的nc加工数据的结构进行说明。在这里,作为简化的例子,如图2a所示,作为nc装置7,设想具有下述构造的铣床,即,在沿铅垂方向延伸的主轴91通过弹簧夹头安装有刀具92。刀具92相对于在工作台94上固定的被加工物wa,对x轴方向的长度3l的区域进行切削以使得成为深度d,即,z轴方向的切削量成为d,形成具有一定深度的直线状的槽。
[0043]
被加工物wa在工作台94上由台钳ba进行抓持。被加工物wa的加工对象部分的长度3l的区域设为被分割为长度l的3个加工区间。另外,在对安装有刀刃的主轴91进行旋转驱动的主轴电动机93安装有电流传感器s1、振动传感器s2、温度传感器s3。电流传感器s1对主轴电动机93的驱动电流的电流值进行测定,将测定数据供给至nc装置7。振动传感器s2对主轴电动机93的振动数据进行测定,将测定数据供给至nc装置7。温度传感器s3对主轴电动机93的温度数据进行测定,将测定数据供给至nc装置7。nc装置7在测定数据中附带收集时刻和数据类别而发送至数据收集部10。下面,在参照图2a进行的说明中,有时将长度l的区域表现为区域l,将长度3l的区域表现为区域3l。
[0044]
数据收集部10将供给的测定数据针对每个工序区间汇总在一起。如图2b中例示那样,数据群包含:表示加工区间的加工的开始时刻的工艺id、区间id和开始标记的组;在其之后的时刻、数据种类和测定数据的组;以及表示加工区间的加工的结束时的工艺id、区间id和结束标记的组。数据收集部10将生成的数据群发送至数据集中控制器2。在图2b中,一行与一组相对应。
[0045]
图2b中的工艺“3”表示工艺id为3,区间“1”表示加工区间为“1”,即,表示是图2a中的长度3l的加工区间中的最初长度l的加工区间l。
[0046]
图1所示的数据集中控制器2具有:特征量提取部211,其对nc加工数据的特征量进行提取;瞬时预测值运算部212,其根据特征量而求出加工品质的瞬时预测值;加工品质预
测部213,其基于一系列的瞬时预测值对加工完成品的品质进行预测;以及加工品质判定部214,其对品质的合格/不合格进行判定。
[0047]
特征量提取部211从由数据收集控制器1的数据收集部10提供的针对每1个加工区间的nc加工数据对特征量进行提取。特征量例如是在1个加工区间内收集到的相同种类的nc加工数据,例如是电流值的最大值、最小值、平均值、标准偏差、数值范围、加工时间、积分值等。
[0048]
瞬时预测值运算部212将由数据收集部10提供的nc加工数据和由特征量提取部211提供的特征量应用于从数据分析控制器3提供的加工品质预测模型,进行运算,求出加工中的被加工物wa的加工品质的瞬时值。
[0049]
该加工品质的瞬时值相当于技术方案中的预测尺寸信息的一个例子。
[0050]
加工品质预测部213基于从瞬时预测值运算部212直至该时刻为止供给的一系列的加工品质数据,对被加工物wa的加工完成时的最终性的加工品质进行预测。
[0051]
加工品质判定部214对由加工品质预测部213预测出的被加工物wa的最终性的加工品质是否满足通过加工尺寸品质规定而确定出的品质基准进行判定,将判定结果输出至nc装置7。
[0052]
该品质基准相当于技术方案中的品质规定信息的一个例子。
[0053]
此外,数据收集部10作为技术方案的驱动状态信息取得部的一个例子起作用。加工品质预测部213作为技术方案的品质预测部的一个例子起作用。
[0054]
另一方面,数据分析控制器3具有:数据分析部311,其对特征量进行分析;以及加工品质预测模型生成部312,其根据分析出的特征量,生成后面记述的加工品质预测模型。
[0055]
数据分析部311通过参照由数据收集部10提供的nc加工数据,从而从由特征量提取部211提取出的特征量中将不适于模型生成的值即异常值排除在外,例如进行下述等分析处理,即,为了与构成加工工艺的多个工序的任意工序相对应而进行分隔、以及进行分析模型的生成。
[0056]
加工品质预测模型生成部312使用从数据分析部311供给的特征量、以及从加工品质测定装置4供给的尺寸的实测值,求出将特征量设为说明变量x、将实测值设为目标变量y的加工品质预测模型。在该实施方式中,将加工品质预测模型设为通过最小二乘法得到的回归直线。加工品质预测模型生成部312将生成的加工品质预测模型提供给数据集中控制器2的瞬时预测值运算部212,通过包含直线在内的曲面拟合曲线对加工品质的倾向进行判定。
[0057]
数据分析部311作为技术方案的分析部的一个例子起作用。另外,由数据分析部311分析出的数据相当于技术方案的特征量分析信息的一个例子。
[0058]
数据收集控制器1在硬件上,如图3a所示,具有:处理器11,其按照控制程序对数据进行处理;主存储部12,其作为处理器11的工作区域起作用;辅助存储部13,其用于长期间地对数据进行存储;输入部14,其接收数据输入;输出部15,其将数据进行输出;通信部16,其与其他装置进行通信;以及总线17,其将这些要素彼此连接。
[0059]
在辅助存储部13中存储有由处理器11执行的数据收集处理的控制程序。关于控制程序的内容在后面记述。
[0060]
输入部14对从nc装置7发送而来的nc加工数据进行接收,提供给处理器11。
[0061]
通信部16在与数据集中控制器2之间进行通信,发送nc加工数据。
[0062]
主存储部12或辅助存储部13作为技术方案的预测模型存储部的一个例子起作用。通信部16作为技术方案的预测模型取得部的一个例子起作用。
[0063]
另一方面,图1所示的数据集中控制器2在硬件上,如图3b所示,与数据收集控制器1同样地,具有处理器21、主存储部22、辅助存储部23、输入部24、输出部25、通信部26和总线27。在辅助存储部23中存储有由处理器21执行的品质预测处理的控制程序。关于控制程序的内容在后面记述。通信部26连接于数据收集控制器1及数据分析控制器3,在其与它们之间进行通信。
[0064]
主存储部12或辅助存储部13作为技术方案的预测模型存储部或加工条件存储部的一个例子起作用。通信部16作为技术方案的预测模型取得部的一个例子起作用。
[0065]
另外,图1所示的数据分析控制器3在硬件上,如图3c所示,与数据收集控制器1及数据集中控制器2同样地,具有处理器31、主存储部32、辅助存储部33、输入部34、输出部35、通信部36和总线37。在辅助存储部33中存储有由处理器31执行的预测模型生成处理的控制程序。关于控制程序的内容在后面记述。输入部34对从检查装置8发送来的检查数据进行接收,提供给处理器31。通信部36与数据集中控制器2连接,在与它们之间进行通信。
[0066]
主存储部12或辅助存储部13作为技术方案的预测模型存储部的一个例子起作用。通信部16作为技术方案的预测模型取得部的一个例子起作用。
[0067]
此外,数据收集控制器1、数据集中控制器2、数据分析控制器3各自优选是工业用计算机。但是,也可以取代工业用计算机而使用民用计算机。另外,1台计算机可以兼具数据收集控制器1、数据集中控制器2、数据分析控制器3。
[0068]
接下来,参照图4对nc装置7的结构进行说明。
[0069]
nc装置7具有:nc控制单元70,其对nc数据进行处理,输出控制信号;以及加工机90,其按照来自nc控制单元70的控制信号对被加工物wa施加加工。
[0070]
加工机90具有:主轴91;刀具92,其安装于主轴91;主轴电动机93,其对主轴91进行旋转驱动;工作台94,其对被加工物wa进行固定;移动机构95,其将工作台94进行移动;2个伺服电动机96x、96y,它们使移动机构95在x轴、y轴方向进行对位;以及伺服电动机96z,其使主轴电动机93在z轴方向进行对位。向主轴电动机93通过主轴放大器85而供给驱动电流,向伺服电动机96x、96y、96z通过伺服放大器86而供给驱动电流。能够通过伺服电动机96x、96y、96z在x轴、y轴、z轴方向上分别独立地控制刀具92相对于被加工物wa的位置。
[0071]
在主轴电动机93中配置有电流传感器s1、振动传感器s2、温度传感器s3。
[0072]
另外,在加工机90中还配置有:接触器、螺线管、灯等98;以及限位开关、传感器其他开关种类97,它们对加工机90内的各部的状态进行检测,输出检测信号。
[0073]
nc控制单元70具有:处理器71,其对信息进行处理;存储部72,其存储数据;外部连接接口(以下称为i/f)73,其与数据收集控制器1连接;操作面板i/f 74,其与nc操作面板82连接;主轴控制i/f 75,其与主轴放大器85连接;以及伺服控制i/f 76,其与伺服放大器86连接。
[0074]
处理器71按照在存储部72中存储的数控程序和数值信息,经由主轴控制i/f 75向主轴放大器85供给驱动信号,对主轴电动机93进行驱动,经由伺服控制i/f 76向伺服放大器86供给驱动信号,使伺服电动机96x、96y、96z进行动作。由此,将主轴91旋转驱动,将刀具
92定位而对被加工物wa进行切削。
[0075]
另外,数字输入部77将来自电流传感器s1、振动传感器s2、温度传感器s3、限位开关、传感器其他开关种类97的数据进行输入,供给至处理器71。处理器71将这些数据储存于存储部72。另外,处理器71将来自传感器s1~s3的数据经由外部连接i/f 73而发送至数据收集控制器1。
[0076]
外部连接i/f 73在其与外部装置之间进行数据通信。特别地,在本实施方式中,外部连接i/f 73在处理器71的控制下,对由传感器s1~s3输出的数据附加时刻数据和类别数据,发送至数据收集控制器1。
[0077]
操作面板i/f 74与具有显示部、键操作部等的nc操作面板82连接,向nc操作面板82发送显示数据,从nc操作面板82接收键操作信号,通知给处理器71。
[0078]
另外,nc控制单元70具有:数字输入部77,其接收来自加工机90的数字信号;数字输出部78,其向加工机90发送数字信号;以及内部计时器it,其内置于处理器71。
[0079]
接下来,对具有上述结构的加工尺寸预测装置100及nc装置7的动作进行说明。
[0080]
加工尺寸预测装置100的动作具有:学习过程,其对nc装置7的动作状态和加工品质之间的关系进行学习,生成加工品质预测模型;以及加工过程,其在实际地加工被加工物wa的过程中,对加工品质进行预测。
[0081]
首先,对学习过程进行说明。
[0082]
首先,在nc装置7的工作台94上对被加工物wa进行固定,使用预先设定的数值数据而实际开始被加工物wa的加工。
[0083]
另一方面,处理器71将表示执行中的工艺及加工区间的数据经由外部连接i/f 73发送至数据收集控制器1。处理器71经由数字输入部77并行地收集来自传感器s1~s3的数据,附带从内部计时器it取得的时刻数据和表示数据类别的类别数据,经由外部连接i/f 73发送至数据收集控制器1。
[0084]
另一方面,处理器71经由外部连接i/f 73而启动加工尺寸预测装置100,对数据收集控制器1指示数据收集的开始。对该指示进行响应,数据收集控制器1的处理器11开始图5所示的数据收集处理。
[0085]
处理器11首先进行等待而直至nc装置7中的加工到达数据收集的开始点为止(步骤s11)。
[0086]
如果nc装置7中的加工工艺进行,开始最初的加工区间的处理,则处理器11开始收集从nc装置7供给的数据,首先,登记开始标记(步骤s12)。该标记是用于对某个加工区间的加工开始进行识别的标记。
[0087]
被加工物wa的最初的加工区间在图2a所示的例子中,是接近x轴的原点,即,相当于位于最左侧的l的区间。开始标记在加工在l的左端处进行时被登记。
[0088]
接下来,处理器11依次将从nc装置7供给的数据累积于主存储部12(步骤s13)。
[0089]
接下来,处理器11对1个工序区间的数据的累积是否结束进行判别(步骤s14)。在图2a所示的例子中,被加工物wa的加工区间3l被分割为3个加工区间l,因此通过处理器11判别加工是否到达各个加工区间l的右端。如果1个工序区间的数据的累积没有结束(步骤s14:no),则处理返回至步骤s13。
[0090]
另一方面,如果1个工序区间的数据的累积结束,或者通过手动的指示而接收到处
理器11结束的指示(步骤s14:yes),则对结束标记进行存储(步骤s15),能够进行1个加工区间的数据的识别,将从开始标记至结束标记为止的1个加工区间的数据发送至数据集中控制器2(步骤s16)。在图2a所示的例子中,在最初的加工区间l中,在加工进行到l的右端的时刻对结束标记进行登记,将1个加工区间l所包含的全部数据发送至数据集中控制器2。
[0091]
接下来,处理器11对加工工艺是否结束进行判别(步骤s17)。如果没有结束(步骤s17:no),则处理返回至步骤s12,对下一个加工区间的数据进行收集。
[0092]
另一方面,如果加工工艺结束(步骤s17:yes),则结束处理。
[0093]
加工工艺是否结束是通过加工是否在整个加工区间的范围进行而判别的,即,在图2a所示的例子中,是根据加工是否达到至3l的加工区间中的、与远离x轴的原点即位于最右侧的l相当的区间的右端而进行判别的。
[0094]
这样,从数据收集部10通过图2b所例示出的方式,将表示向主轴电动机93供给的电流的电流值、表示主轴电动机93的振动的程度的振动数据、表示主轴电动机93的温度的温度数据以加工区间为单位而供给至数据集中控制器2。
[0095]
如图2a所例示,在3l中包含有3个加工区间,因此在加工达到至与各个加工区间相当的l的右端的各时刻,以其加工区间为单位将上述数据供给至数据集中控制器2。在该例中,图2b所示的数据的汇总分为3次进行供给。
[0096]
在学习过程中,数据集中控制器2的处理器21将经由通信部26供给的数据储存于辅助存储部23。接下来,处理器21从收集到的数据提取特征量。特征量例如是在1个加工区间内收集到的相同种类的nc加工数据,例如是电流值的最大值、最小值、平均值、标准偏差、数值范围、加工时间、积分值等。
[0097]
处理器21将提取出的各特征量,例如从与位于图2b的左、中央、右的l相对应的部分的nc加工数据提取出的各特征量经由通信部26而与加工工艺的id、加工区间的id等一起发送至数据分析控制器3。
[0098]
在学习过程中,数据分析控制器3的处理器31将经由通信部36从数据集中控制器2供给的特征量储存于辅助存储部33。
[0099]
另外,数据收集控制器1的处理器11将经由通信部16由数据收集部10收集到的nc加工数据发送至数据分析控制器3。数据分析控制器3的处理器31将供给的nc加工数据储存于辅助存储部33。
[0100]
另一方面,如果被加工物wa的加工完成,则用户将加工完成的被加工物wa装载于加工品质测定装置4,针对每个加工区间l对被加工物wa的尺寸进行测定,将测定数据发送至数据分析控制器3。
[0101]
数据分析控制器3的处理器31经由输入部34对发送出的数据进行接收,暂时累积于辅助存储部33。
[0102]
如果完成特征量数据和测定数据的接收,则处理器31开始图6所示的预测模型生成处理,首先,进行从表示加工的特征的特征量将异常值去除,计算贡献率、相关系数、多重共线性等数据的分析处理(步骤s21)。
[0103]
接下来,处理器31进行计算回归直线或曲面拟合曲线而生成预测模型的模型化(步骤s22)。
[0104]
在本实施方式中,将预测模型设为回归式,作为求出回归式的方法而使用最小二
乘法。此外,最小二乘法是下述方法,即,在使用函数对通过测定而得到的数值的组进行近似时,决定使残差的平方和变得最小这样的系数,以使得设想的函数相对于测定值而良好的近似。
[0105]
具体地表示所要求出的回归式。
[0106]
y=ax
1
+bx
2
+cx
3
+
…
+nx
n
[0107]
在这里,y是目标变量,x
k
(k=1、2、
…
、n)是说明变量,a、b、c、
…
、n是各自的说明变量的系数。
[0108]
在本实施方式中,将说明变量x
1
设为由电流传感器s1测定出的驱动电流值的特征量,将x
2
设为由振动传感器s2测定出的振动数据的特征量,将x
3
设为由温度传感器s3测定出的温度数据的特征量。
[0109]
另外,基于图2a所示的例子,将目标变量y设为被加工物wa的槽的深度d的设计值和测定值的差分。
[0110]
处理器31通过回归分析,针对回归式y=ax
1
+bx
2
+cx
3
,对最适合从多个nc加工数据提取出的多个特征量(x
1
,x
2
,x
3
)的系数a、b、c进行计算。
[0111]
处理器31针对加工工艺的每个工序区间,即,针对与图2a中的3个l相对应的每个加工区间而求出回归式。
[0112]
此外,在本实施方式中,模型化是基于实时地收集到的特征量而进行的,但也可以基于过去收集、存储于主存储部32或辅助存储部33的特征量数据而进行。
[0113]
处理器31使用与在步骤s22中的预测模型的生成时不同的nc加工数据,对生成的预测模型的精度,即,应用于回归式的情况下的预测精度进行计算,对精度进行验证(步骤s23)。
[0114]
处理器31对通过步骤23计算出的预测精度是否满足基准进行判别(步骤s24)。
[0115]
如果判别为预测精度不满足基准(步骤s24:no),则返回至步骤s22。
[0116]
如果判别为预测精度满足基准(步骤s24:yes),则处理器31将求出的模型,在该情况下,将回归式的系数a、b、c发送至数据集中控制器2(步骤s25)。数据集中控制器2的处理器21将接收到的模型与加工工艺和加工区间相关联地存储于辅助存储部23。
[0117]
如上所述,在实际的加工处理的情况下用于对加工尺寸或者加工品质进行预测的预测模型完成。
[0118]
此外,该学习处理针对每个加工工艺以任意的频度被执行。
[0119]
处理器31关于通过步骤s22求出的各回归式,对相关关系的贡献率,即,各说明变量x
k
的贡献相对于目标变量y的比例进行计算,使用重相关系数r而求出贡献率的精度。
[0120]
例如,在说明变量仅为驱动电流的情况下(k=1),求出的贡献度的精度是以何种程度的精度反映出主轴电动机93的电流值x
1
和被加工物wa的槽的深度即d相对于设计值的差分之间的关系的指标。
[0121]
因此,在判断为贡献度的精度不充分的情况下,能够对说明变量、特征量的选择、特征量的提取方法等进行再研究,能够防止预测品质的误判定。
[0122]
接下来,参照图7说明在实际的加工处理的情况下,使用预测模型对加工尺寸或者加工品质进行预测的处理。
[0123]
在通过nc装置7对被加工物wa进行加工的情况下,处理器71按照所设定的数值信
息对工作机械进行控制,对被加工物进行加工。处理器71与加工处理并行地将由传感器s1~s3得到的数据发送至数据收集控制器1。
[0124]
数据收集部10对供给的数据进行整理,发送至数据集中控制器2。
[0125]
另一方面,数据集中控制器2的处理器21执行图7所示的加工品质预测模型运算处理,首先对当前的加工是否是预测判定对象的加工进行判别(步骤s31)。
[0126]
处理器21在判断为当前的加工是预测判定对象的加工的情况下(步骤s31:yes),提取特征量(步骤s32)。
[0127]
处理器21在判断为当前的加工不是预测判定对象的加工的情况下(步骤s31:no),如果存在已有的模型,则采用已有的模型(步骤s33),如果不存在已有的模型,则直接结束运算处理。
[0128]
在特征量的提取之后,处理器21为了对该时刻的加工品质进行预测,将从nc控制单元70新接收到的nc加工数据应用于预测模型即回归式,求出在该时刻预测的加工品质y(步骤s34)。
[0129]
具体地说,处理器31针对回归式y=ax
1
+bx
2
+cx
3
,代入从nc加工数据提取出的x
1
=驱动电流值、x
2
=振动数据、x
3
=温度数据,对加工品质y,即,设计值和预测的尺寸之差的绝对值进行预测。
[0130]
并且,直至在曲面拟合曲线中超出与尺寸公差之差为止对同一预测对象的以前的加工预测值和加工品质y进行预测判定(步骤s35)。
[0131]
处理器31参照针对每个加工工艺而预先确定出的加工尺寸品质规定,对预测出的加工品质y是否满足基准进行判别(步骤s36)。
[0132]
如果判断为预测出的加工品质y满足基准(步骤s36:yes),则对加工工艺是否结束进行判别(步骤s37)。
[0133]
如果没有结束(步骤s37:no),则为了进行关于下一个区间的处理,返回至步骤s34。
[0134]
另一方面,如果结束(步骤s37:yes),则结束处理。
[0135]
另外,如果判断为预测出的加工品质y不满足基准(步骤s36:no),则转入至不合格品发生时的工序(步骤s38)。
[0136]
例如,处理器21在nc装置7中中断加工处理,指示发出不合格品发生的报警而进行通知。
[0137]
通过执行以上的步骤,从而能够在被加工物wa的加工中,即,该被加工物wa的加工完成前,对最终性的加工尺寸的品质进行预测。
[0138]
此外,在本实施方式中,数据分析控制器3的处理器31通过步骤s32、s34求出了预测模型即回归式。但是,如果在数据集中控制器2中存储有适于预测判定对象的已有的预测模型,则也能够不经由数据分析控制器3,而是处理器21采用在主存储部22或辅助存储部23中存储的预测模型而进行加工品质的判定。
[0139]
如上所述,在分析中使用重回归分析这一确立的方法,在预测时使用向回归式的代入的计算量少的方法,由此与使用神经网络、模糊理论、深层学习等复杂的方法的情况相比,能够高速地执行高速且稳定的分析及预测。
[0140]
并且,根据工作机械的加工尺寸预测装置100,加工品质预测模型在被加工物wa的
加工中不更新,另外,在加工中加工条件也不变更。因此,与在加工中动态地变更加工条件的情况相比,能够稳定地预测被加工物wa的加工品质。
[0141]
此外,在被加工物wa的加工中,数据收集控制器1将预测结果反馈至加工机90,由此也能够进行将预测为与品质规定的富裕量少的加工尺寸收敛于品质规定内的控制。由此,能够预防被加工物wa的加工尺寸脱离品质基准的加工不良,因此能够减少由于加工不良而浪费被加工物wa。
[0142]
另外,在图7中,为了使理解变得容易,对1个nc加工数据进行了说明,但也可以是许多nc加工数据并行地进行处理。各个nc加工数据包含有区间信息,因此在数据收集控制器1、数据集中控制器2或数据分析控制器3中不会引起数据的错误。
[0143]
(实施方式2)
[0144]
也能够基于由加工尺寸预测装置100求出的加工品质对刀具的更换时期进行判别。下面,对判别刀具的更换时期的实施方式2进行说明。
[0145]
在本实施方式中,数据集中控制器2的处理器21如图8所示,使用最小二乘法等求出表示预测出的一系列的加工品质和经过时间之间的关系的直线。
[0146]
处理器21对包含有求出的直线在内的曲面拟合曲线和尺寸公差相交叉的定时进行确定,将该定时作为刀具更换的定时而进行通知。
[0147]
具体地说,在曲面拟合曲线为直线的情况下,如图8(a)所示,加工品质的降低与经过时间成正比,因此在ta处,加工品质低于基准值。
[0148]
另外,曲面拟合曲线如图8(b)所示,加工品质的变化随着时间的经过而变得平缓,如图8(c)所示,加工品质的变化随着时间的经过而变得急剧。
[0149]
在这些情况下,在tb或者tc处,加工品质低于基准值。
[0150]
并且,曲面拟合曲线并不限定于图8(a)至(c)所示的情况,也可以通过更复杂的函数进行表现,如果能够将nc加工数据更好地再现,则并不限定于上述的例子。
[0151]
由此,操作者能够事先知晓刀具更换的定时。例如,数据集中控制器2经由通信部26向数据收集控制器1供给与直至刀具的更换时期为止的剩余时间相关的数据。数据收集控制器1如果接收到该数据,则针对经由外部连接i/f 73所连接的nc控制单元70,发出在nc操作面板82对“剩余可加工次数10次”、“剩余可加工时间10小时”等进行显示的指令。
[0152]
此外,通知的定时也可以以确定出的定时为基准而处于一定时间之前或者之后。
[0153]
(实施方式3)
[0154]
接下来,对本发明的实施方式3所涉及的工作机械的设备异常判定装置200进行说明。
[0155]
设备异常判定装置200在对加工品质进行预测的功能的基础上,还具有对工作机械的刀具的设备更换时期进行预测,对设备的异常进行判定的功能。
[0156]
如图9所示,工作机械的设备异常判定装置200在数据收集控制器1、数据集中控制器2、数据分析控制器3的基础上,还具有工作时间上限存储部41。工作时间上限存储部41存储刀具的工作量的上限值,换言之,存储成为对超过该值而是否要停止继续使用刀具进行判断的基准的阈值。
[0157]
数据收集控制器1具有对当前时刻进行测量的计时部18,在nc装置7的刀具进行了更换时将其日期时间通知给数据集中控制器2。
[0158]
数据集中控制器2具有:加工工作量计算部221,其根据nc加工数据即工作机械的驱动时的驱动能量数据,例如,根据主轴电动机93的驱动电流对工作量进行计算;刀具更换时期存储部222,其存储更换了对被加工物wa进行加工的刀具的日期时间;以及刀具寿命判定部223,其对刀具的寿命进行判定。
[0159]
工作时间上限存储部41针对刀具的每个种类,对工作量的上限值b进行存储。上限值b是基于实绩值、从刀具的制造商提供的数据、仿真的结果等而求出的,由用户设定。
[0160]
数据收集控制器1根据nc装置7的输出数据对是否更换了刀具进行判别,如果判别为更换了刀具,则将计时部18的计时日期时间设置于数据集中控制器2的刀具更换时期存储部222。
[0161]
对刀具更换日期时间的更新做出响应,刀具寿命判定部223将在内部存储的工作量的累计值a重置为0。
[0162]
数据收集控制器1与实施方式1同样地,在由nc装置7对被加工物wa进行加工的过程中对状态数据进行收集,将主轴电动机93的电流值供给至加工工作量计算部221。
[0163]
数据集中控制器2的处理器21如果接收到电流值,则开始图10所示的刀具寿命判别处理,首先使用从数据收集部10提供的电流值,求出由刀具进行的工作量(步骤s41)。
[0164]
如果更具体地说明,则主轴电动机93的驱动电流具有与刃物所承受的负载大致成正比的关系。因此,工作量设为与加工中的主轴电动机93的驱动电流的总和成正比,通过式(1)表示。
[0165]
工作量=k1
×
σ(加工中的主轴电动机的驱动电流)
···
(1)
[0166]
在这里,k1为比例系数。
[0167]
此外,如果能够连续地测量电流值,则也可以将离散值的总和σ置换为积分。
[0168]
加工工作量计算部221将求出的工作量与工作量的累计值a相加,对累计值进行更新(步骤s42)。
[0169]
接下来,刀具寿命判定部223求出由刀具进行的工作量的累计值a和在阈值存储部41中存储的刀具的工作量的上限值b的差c(步骤s43)。差c是能够表示正在使用的刀具此后还能够做多少工作的值。
[0170]
接下来,处理器21求出当前的刀具的工作率d。刀具的工作率d与该时刻的主轴电动机93的驱动电流值成正比。因此工作率d通过下式表示。
[0171]
d=k2
×
(主轴电动机93的驱动电流)
[0172]
k2:系数
[0173]
此外,在旋转运动中,工作率与将扭矩t(n
·
m)乘以转速n(rpm)得到的值成正比。主轴的转速n设定为最佳转速。系数k2是考虑该最佳转速而预先设定的。
[0174]
接下来,处理器21如以下那样,通过将差c除以刀具的工作率d而计算直至刀具的寿命为止的剩余的期间即残存寿命期间e(步骤s44)。
[0175]
e=c/d
[0176]
接下来,对e是否小于或等于0进行判别(步骤s45)。如果e小于或等于0(步骤s45:yes),则已经到达寿命,因此将处理转入对刀具进行更换的工序(步骤s46)。
[0177]
另一方面,如果e大于0(步骤s45:no),则通知残存寿命期间e(步骤s47)。
[0178]
如上所述,根据实施方式3所涉及的工作机械的设备异常判定装置200,在被加工
物wa的加工品质预测的同时对刀具的寿命进行判定,因此对刀具的更换时期及加工运转时间进行优化。
[0179]
因此,能够减少由刀具的异常引起的损失成本。即,能够进行设备的计划性的停止、维护,因此能够防止设备的长时间的停止或不正常地动作的状态的发生。
[0180]
(实施方式4)
[0181]
在上述实施方式中,示出了将1台nc装置7、1台数据收集控制器1、1台数据集中控制器2和1台数据分析控制器3进行配置的例子,但台数是任意的。例如,在多个nc装置7配置1台数据集中控制器2的情况考虑数据处理的效率和速度也能够适当进行。
[0182]
例如,如图11所示,可以在n台nc装置7
1
~7
n
配置数据收集控制器1
1
~1
m
,配置p台数据集中控制器2
1
~2
p
,并且配置q台数据分析控制器3
1
~3
q
。在这里,n、m、p、q各自是任意的自然数。
[0183]
在图11所示的结构的情况下,在n台数据收集控制器1
1
~1
m
和p台数据集中控制器2
1
~2
p
之间、在p台数据集中控制器2
1
~2
p
和q台数据分析控制器3
1
~3
q
之间经由交换式集线器6通过网络连接。
[0184]
根据该结构,只要预先设定出通过哪个数据集中控制器2和数据分析控制器3对哪个nc装置7中的加工工艺的处理进行处理,按照设定对进行数据收发、进行处理即可。
[0185]
根据如上所述的结构,在数据收集控制器1
1
~1
m
的至少1个、数据集中控制器2
1
~2
p
的至少1个、数据分析控制器3
1
~3
q
的至少1个中执行适合于各个控制器的计算机程序,由此也能够实现上述的处理。
[0186]
并且,图11所示的连接的方法是一个例子,数据收集控制器1、数据集中控制器2、数据分析控制器3也可以不经由交换式集线器6而连接。
[0187]
如以上说明所述,根据实施方式1~4,在(1)加工品质的预测及诊断,即,(1-1)加工品质异常的防止、(1-2)加工品的品质稳定化、(1-3)不合格尺寸品的早期去除,(2)刀具寿命诊断,具体地说,按照刀具的寿命而判定更换时期这些至此为止所述的效果的基础上,还实现(3)主轴异常预防诊断,(4)生产节拍改善辅助。
[0188]
以上的说明是以对静止的被加工物wa按压被旋转驱动的刀具而进行切削这一种类的nc装置7为前提的,但本发明的实施方式并不限定于此。
[0189]
本发明例如还能够应用于通过固定的刀具对被旋转驱动的被加工物wa进行加工的工作机械;
[0190]
一边使静止的被加工物wa移动,一边对被旋转驱动的刀具按压该被加工物wa而进行切削或者研磨这一种类的工作机械;或者
[0191]
对被旋转驱动的刀具按压相同的被旋转驱动的被加工物wa而进行切削或者研磨这一种类的工作机械。
[0192]
另外,作为特征量,主要举出主轴电动机93的驱动电流值,但特征量并不限定于此。特征量也可以是使同一加工区间的刀具或加工物旋转驱动的驱动装置进行旋转时的转速、扭矩。在这里,期间是指从加工开始至结束为止的通过具有再现性的数据的变化或触发信号而分隔后的时间。例如,与图2a所示的将3l分割后的3个l的区间各自相对应的时间相当于期间,但期间并不限定于此,也可以通过不同的加工工艺进行分隔,也可以是在同一加工工艺内均等地或通过任意的间隔进行分隔的时间。另外,特征量也可以是驱动电流值、相
对于旋转轴的垂直方向的振动、静止或者旋转而移动时的转速、扭矩。
[0193]
并且,特征量也可以是关于驱动电流而在多个时刻收集到的数据中的同一加工区间内的收集数据中的最大值、最小值、平均值、标准偏差、值范围、加工时间、积分等从在加工开始起的针对每个指定时间的收集数据进行提取。
[0194]
图2a、图2b所示的加工方法、数据构造等只不过是用于使理解变得容易的一个例子,能够适当变更。
[0195]
在本发明的上下文脉络中,机械可读取的介质能够是由命令执行系统、设备或者装置,或为了与它们相关地使用而能够对程序进行保持或储存的任意的有形的介质。机械可读取的介质能够是机械可读取的信号介质或机械可读取的记录介质。机械可读取的介质包含电子的、磁性的、光学的、电磁的、红外线或半导体的系统、设备或者装置或前述的任意的适当组合,但并不限定于这些。机械可读取的记录介质的更具体的例子包含具有大于或等于1个线的电连接、便携式计算机存储盘、硬盘、随机存取存储器(ram)、读取专用存储器(rom)、可删除程序的读取专用存储器(eprom或闪存)、光纤、便携式压缩盘只读存储器(cd-rom)、光存储装置、磁性存储装置或前述的任意的适当组合。
[0196]
本发明在不脱离本发明的广义的精神和范围的情况下,能够实现各种实施方式及变形。另外,上述的实施方式用于对本发明进行说明,并不对本发明的范围进行限定。即,本发明的范围不是实施方式,而是由权利要求书示出。而且,在权利要求书内及与其同等的发明的意义的范围内实施的各种变形视作本发明的范围内。
[0197]
标号的说明
[0198]
1数据收集控制器,2数据集中控制器,3数据分析控制器,4加工品质测定装置,6交换式集线器,7 nc装置,8检查装置,10数据收集部,11、21、31处理器,12、22、32主存储部,13、23、33辅助存储部,14、24、34输入部,15、25、35输出部,16、26、36通信部,17、27、37总线,18计时部,41工作时间上限存储部,70 nc控制单元,71处理器,72存储部,73外部连接i/f,74操作面板i/f,75主轴控制i/f,76伺服控制i/f,77数字输入部,78数字输出部,81程序自动创建装置,82 nc操作面板,83显示部,84操作键,85主轴放大器,86伺服放大器,90加工机,91主轴、92刀具,93主轴电动机,94工作台,95移动机构,96x、96y、96z伺服电动机,100工作机械的加工尺寸预测装置,200工作机械的设备异常判定装置,211特征量提取部,212瞬时预测值运算部,213加工品质预测部,214加工品质判定部,221加工工作量计算部,222刀具更换时期存储部,223刀具寿命判定部,311数据分析部,312加工品质预测模型生成部。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips