
 商标分类
商标分类  商标转让
商标转让 
一种宽幅超厚TC4钛合金板材的制备方法与流程
 2021-01-29 16:01:14|
2021-01-29 16:01:14| 272|
272| 起点商标网
起点商标网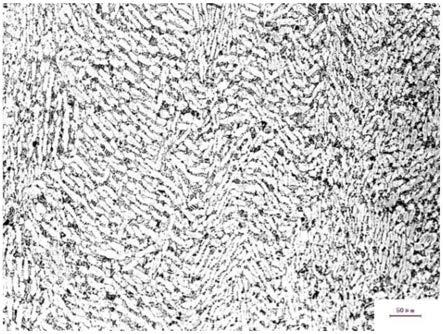
一种宽幅超厚tc4钛合金板材的制备方法
技术领域
[0001]
本发明属于钛合金厚板制造技术领域,具体涉及一种宽幅超厚tc4钛合金板材的制备方法。
背景技术:
[0002]
tc4钛合金名义成分为ti-6al-4v,属α+β型钛合金,综合性能优异,可加工成板材、棒材、锻件、管材、型材等加工材,tc4钛合金加工材在航空航天等领域有着广泛的应用,其中板材用量超过50%,随着国内外大型装备制造的发展,对宽幅超厚tc4钛合金板材提出了新的需求。目前,国内可按gjb2505a-2008标准要求,可批量生产规格为4.0~70
×
400~3000
×
1000~4000mm的tc4钛合金厚板。
[0003]
国内大型装备产业的发展,提出了规格为130
×
≥2000
×
>2500mm的宽幅超厚tc4板材需求。宽幅超厚tc4钛合金板材的制备,对大规格铸锭熔炼、大规格板坯制备、宽幅厚板轧制工艺及装备提出了更高的要求。制备出成分组织均匀、性能满足标准要求的宽幅超厚tc4钛合金板材,需提出大规格铸锭熔炼—厚板坯锻造—宽幅板材轧制成型可行的方法。
技术实现要素:
[0004]
本发明的目的是提供一种宽幅超厚tc4钛合金板材的制备方法,采用该方法,能够成功制备出成分组织均匀、性能满足gjb2505a-2005要求的130
×
≥2000
×
>2500mm的宽幅超厚tc4钛合金板材。
[0005]
本发明所采用的技术方案是,一种宽幅超厚tc4钛合金板材的制备方法,具体包括以下步骤:
[0006]
步骤1,制备tc4合金块,在真空焊箱中焊接成电极;
[0007]
步骤2,将经步骤1得到的电极经过多次熔炼得到合金铸锭;
[0008]
步骤3,将经步骤2得到的铸锭在箱式电阻加热炉中进行加热,加热后进行锻造,得到坯料;
[0009]
步骤4,将经步骤3得到的坯料进行镦拔,然后将镦拔后的坯料进行反复的回炉镦拔;
[0010]
步骤5,将经步骤4得到的坯料进行空冷后修磨,修磨后放入相箱式电阻加热炉进行加热,然后进行镦拔,镦拔后反复进行回炉镦拔,最后修复;
[0011]
步骤6,将经步骤5修复后的坯料放入箱式电阻加热炉中加热,然后锻造展宽至板坯尺寸;
[0012]
步骤7,将经步骤6得到的板坯进行铇铣,铇铣后在均热炉中加热;
[0013]
步骤8,将加热后的坯料轧制成板材,然后将板材进行热处理,热处理后进行切割和铇铣,得到成品板材。
[0014]
本发明的特点还在于:
[0015]
其中步骤1中,选用0级海绵钛和优质中间合金,按名义成分进行合金配比,得到
tc4合金,然后将得到的tc4合金在3000吨油压机上压制成合金块,最后在真空焊接箱中焊接成电极;
[0016]
其中步骤2具体内容为:将经步骤1得到的电极利用10吨自耗电弧炉经三次熔炼成合金铸锭,得到的合金铸锭经车床车削扒皮和锯切冒口,得到合金成品铸锭;
[0017]
其中步骤3中箱式电阻加热炉加热的具体过程为:将经步骤2得到的铸锭在箱式电阻加热炉中,加热至β相变点以下100~200℃,保温100~150min;提升温度,加热至β相变点以上150~200℃,保温500~600min;
[0018]
其中步骤3中锻造过程为:将经加热的铸锭在4500t锻造机上,按锻造比1.4~1.6进行镦粗,再按30%的变形量进行展宽,展宽后长宽比为1.5,得到坯料;
[0019]
其中步骤4中的镦拔过程为:将经步骤3得到的坯料进行热料回炉,加热至β相变点以上100~120℃,保温200~250min,然后在4500t锻造机上,按总锻造比为4进行镦拔;
[0020]
镦拔后继续进行热料二次回炉,加热至β相变点以上50~100℃,保温200~250min,然后将加热的坯料,在4500t锻造机上,按总锻造比为4进行二次镦拔;
[0021]
二次镦拔后进行热料三次回炉,加热至β相变点以上50~100℃,保温200~250min,然后将加热的坯料,在4500t锻造机上,按总锻造比为4进行三次镦拔;
[0022]
其中步骤5中将经步骤4得到的坯料修磨后放入相箱式电阻加热炉进行加热,加热至β相变点以下30~50℃,保温500~600min,然后将加热后的坯料,在4500t锻造机上,按总锻造比为4进行首次镦拔;
[0023]
然后将首次镦拔后的坯料,进行热料回炉,加热至β相变点以下30~50℃,保温150~200min;加热后的坯料,在4500t锻造机上,按总锻造比为4进行二次镦拔;
[0024]
最后将经二次镦拔后的坯料,进行热料回炉,加热至β相变点以下30~50℃,保温150~200min,最后在4500t锻造机上,按总锻造比为4进行三次镦拔;
[0025]
其中步骤6中经步骤5修复后的坯料放入箱式电阻加热炉中加热,加热至β相变点以下30~50℃,保温500~600min;然后在4500t锻造机上,展宽至板坯尺寸,进行多次回炉,回炉加热温度在β相变点以下30~50℃,保温100~150min;
[0026]
其中步骤7中将经步骤6锻造后的板坯,空冷后,在龙门铣床上进行六面铇铣,单面铇铣量5~10mm;将铇铣的板坯在均热炉中加热至β相变点以下150~200℃,保温250~350min后,再提升加热温度至β相变点以下30~50℃,保温350~450min;
[0027]
其中步骤8具体操作过程为:将经步骤7加热后的坯料,在4200mm四辊可逆式热轧上轧制成品板材厚度,道次压下量5~20mm,轧制速度0.3~1m/s,轧制变形量为50~60%;将轧制后的板材在箱式电阻炉中进行热处理,热处理温度为750~850℃,保温120~200min,然后空冷至室温,将热处理后的板材,在龙门式水切割机上,预切割长宽尺寸,最后在龙门式铣床上就行六面铇铣,获得成品板材。
[0028]
本发明的有益效果是:
[0029]
本发明提出一套从熔炼-锻造-轧制-热处理-精整,制备宽幅超厚tc4板材的方法;利用4500t吨锻造机进行锻造,使得大规格板坯制备得以实现;多次镦拔变形,使得板坯各个方向变形均匀,铸态晶粒得到充分破坏和细化;利用4200mm四辊可逆式热轧机,一次直接轧制成品板材,该方式快速高效。
附图说明
[0030]
图1是本发明的一种宽幅超厚tc4钛合金板材的制备方法中实施例1制备的成品板材显微组织图;
[0031]
图2是本发明的一种宽幅超厚tc4钛合金板材的制备方法中实施例2制备的成品板材显微组织图。
具体实施方式
[0032]
下面结合附图和具体实施方式对本发明进行详细说明。
[0033]
本发明提供一种宽幅超厚tc4钛合金板材的制备方法,具体包括以下步骤:
[0034]
步骤1,选用0级海绵钛和优质中间合金,按名义成分进行合金配比,得到tc4合金,然后将得到的tc4合金在3000吨油压机上压制成合金块,最后在真空焊接箱中焊接成电极;
[0035]
步骤2,将经步骤1得到的电极利用10吨自耗电弧炉经三次熔炼成合金铸锭,得到的合金铸锭经车床车削扒皮和锯切冒口,得到合金成品铸锭;
[0036]
步骤3,将经步骤2得到的铸锭在箱式电阻加热炉中进行加热,加热至β相变点以下100~200℃,保温100~150min;提升温度,加热至β相变点以上150~200℃,保温500~600min,加热后进行锻造,锻造过程为:将经加热的铸锭在4500t锻造机上,按锻造比1.4~1.6进行镦粗,再按30%的变形量进行展宽,展宽后长宽比为1.5,得到坯料;
[0037]
步骤4,将经步骤3得到的坯料进行热料回炉,加热至β相变点以上100~120℃,保温200~250min,然后在4500t锻造机上,按总锻造比为4进行镦拔;
[0038]
镦拔后继续进行热料二次回炉,加热至β相变点以上50~100℃,保温200~250min,然后将加热的坯料,在4500t锻造机上,按总锻造比为4进行二次镦拔;
[0039]
二次镦拔后进行热料三次回炉,加热至β相变点以上50~100℃,保温200~250min,然后将加热的坯料,在4500t锻造机上,按总锻造比为4进行三次镦拔;锻造后进行空冷,利用砂轮机进行修磨表面裂纹等缺陷;
[0040]
步骤5,将经步骤4得到的坯料进行空冷后修磨,修磨后放入相箱式电阻加热炉进行加热,加热至β相变点以下30~50℃,保温500~600min,然后将加热后的坯料,在4500t锻造机上,按总锻造比为4进行首次镦拔;
[0041]
然后将首次镦拔后的坯料,进行热料回炉,加热至β相变点以下30~50℃,保温150~200min;加热后的坯料,在4500t锻造机上,按总锻造比为4进行二次镦拔;
[0042]
最后将经二次镦拔后的坯料,进行热料回炉,加热至β相变点以下30~50℃,保温150~200min,最后在4500t锻造机上,按总锻造比为4进行三次镦拔,锻造后进行空冷,利用砂轮机进行修磨表面裂纹等缺陷;
[0043]
步骤6,经步骤5修复后的坯料放入箱式电阻加热炉中加热,加热至β相变点以下30~50℃,保温500~600min;然后在4500t锻造机上,展宽至板坯尺寸,进行多次回炉,回炉加热温度在β相变点以下30~50℃,保温100~150min,然后锻造展宽至板坯尺寸;
[0044]
步骤7,将经步骤6锻造后的板坯,空冷后,在龙门铣床上进行六面铇铣,单面铇铣量5~10mm;将铇铣的板坯在均热炉中加热至β相变点以下150~200℃,保温250~350min后,再提升加热温度至β相变点以下30~50℃,保温350~450min;
[0045]
步骤8,将经步骤7加热后的坯料,在4200mm四辊可逆式热轧上轧制成品板材厚度,
道次压下量5~20mm,轧制速度0.3~1m/s,轧制变形量为50~60%;将轧制后的板材在箱式电阻炉中进行热处理,热处理温度为750~850℃,保温120~200min,然后空冷至室温,将热处理后的板材,在龙门式水切割机上,预切割长宽尺寸,最后在龙门式铣床上就行六面铇铣,获得成品板材。
[0046]
实施例1
[0047]
步骤1,选用0级海绵钛和优质中间合金,按ti-6.5al-4.15v-0.165o-0.18fe进行合金配比;将配比好的合金在3000吨油压机上压制成31~72kg合金块,在真空焊箱中焊接成电极;
[0048]
步骤2,利用10吨自耗电弧炉(var),经三次熔炼成φ820的合金铸锭;三次var熔炼获得的铸锭,经车床车削扒皮、锯切冒口,得到合金铸锭;
[0049]
步骤3,铸锭在箱式电阻加热炉中,加热至β相变点以下200℃,保温150min;提升温度,加热至β相变点以上150℃,保温500min;加热的铸锭在4500t锻造机上,将φ820
×
2357mm铸锭镦粗至φ1080
×
1350mm,再展宽至800
×
1200
×
1290mm;
[0050]
步骤4,展宽后的坯料,热料回炉,加热至β相变点以上100℃,保温200min;加热后的坯料,在4500t锻造机上,按800
×
1200
×
1290
→
900
×
900
×
1520mm
→
1100
×
1100
×
1020mm
→
800
×
1200
×
1290mm进行镦拔变形;
[0051]
镦拔后继续进行热料二次回炉,加热至β相变点以上80℃,保温200min;加热的坯料,在4500t锻造机上,按800
×
1200
×
1290mm
→
900
×
900
×
1520mm
→
1100
×
1100
×
1020mm
→
800
×
1200
×
1290mm进行镦拔变形;
[0052]
二次镦拔后进行热料三次回炉,加热至β相变点以上80℃,保温200min,然后将加热的坯料,在4500t锻造机上,按总锻造比为4进行三次镦拔;锻造后进行空冷,利用砂轮机进行修磨表面裂纹等缺陷;锻造后的坯料,空冷后,利用砂轮机进行修磨表面裂纹等缺陷;
[0053]
步骤5,将经步骤4修磨后的坯料在箱式电阻加热炉中,加热至β相变点以下40℃,保温550min;加热后的坯料,在4500t锻造机上,按800
×
1200
×
1290mm
→
880
×
880
×
1535mm
→
1065
×
1065
×
1050mm
→
800
×
1200
×
1240mm进行镦拔变形;
[0054]
然后将首次镦拔后的坯料,进行热料回炉,加热至β相变点以下40℃,保温200min;加热后的坯料,在4500t锻造机上,按800
×
1200
×
1290mm
→
880
×
880
×
1535mm
→
1065
×
1065
×
1050mm
→
800
×
1200
×
1240mm进行镦拔变形;
[0055]
最后将经二次镦拔后的坯料,进行热料回炉,加热至β相变点以下40℃,保温200min,最后在4500t锻造机上,按总锻造比为4进行三次镦拔,锻造后进行空冷,利用砂轮机进行修磨表面裂纹等缺陷;
[0056]
步骤6,将步骤5修磨后的坯料,在箱式电阻加热炉中,加热至β相变点以下40℃,保温550min;加热后的坯料,在4500t锻造机上,800
×
1200
×
1240mm
→
650
×
1400
×
1270mm
→
380
×
1430
×
2280mm;
[0057]
步骤7,将经步骤6锻造的板坯,空冷后,在龙门铣床上进行六面铇铣,铇铣后板坯尺寸365
×
1410
×
2260mm;铇铣的板坯,在均热炉中加热至β相变点以下150℃,保温300min后,再提升加热温度至β相变点以下40℃,保温400min;
[0058]
步骤8,将经步骤7加热后的坯料365
×
1410
×
2260mm,在4200mm四辊可逆式热轧上以2260mm为宽,轧至145
×
2260
×
3550mm,道次压下量5~20mm,轧制速度0.3~1m/s,轧制变
形量为50~60%;将轧制后的板材,在箱式电阻炉中,进行热处理,热处理温度为750℃,保温150min,空冷至室温;热处理后的板材,在龙门式水切割机上,预切割成145
×
2200
×
2680mm;最后在龙门式铣床上就行六面铇铣,获得成品板材130(
±
2)
×
2180(﹢5/0)
×
2660(﹢5/0)mm。
[0059]
本实施案例,获得的成品板材尺寸为:130(
±
2)
×
2180(﹢5/0)
×
2660(﹢5/0)mm;不平度:1mm/m;表面粗糙度:ra<2.0μm;抗拉强度rm>900mpa;rp0.2>825mpa;a>10%;化学成分如表1,显微组织如图1。板材成分、性能、组织及表面尺寸板型完全满足gjb2505a-2008要求。
[0060]
表1案例一板材化学成分(wt/%)
[0061]
alvfecnho单个总和基体6.264.020.170.0150.0080.0010.179<0.10<0.3ti
[0062]
实施例2:
[0063]
步骤1,选用0级海绵钛和优质中间合金,按ti-6.5al-4.15v-0.165o-0.18fe进行合金配比;将配比好的合金在3000吨油压机上压制成31~72kg合金块,在真空焊箱中焊接成电极;
[0064]
步骤2,利用10吨自耗电弧炉(var),经三次熔炼成φ820的合金铸锭;三次var熔炼获得的铸锭,经车床车削扒皮、锯切冒口,得到合金铸锭;
[0065]
步骤3,铸锭在箱式电阻加热炉中,加热至β相变点以下200℃,保温150min;提升温度,加热至β相变点以上150℃,保温500min;加热的铸锭在4500t锻造机上,将φ820
×
2106mm铸锭镦粗至φ1020
×
1350mm,再展宽至750
×
1130
×
1290mm;
[0066]
步骤4,展宽后的坯料,热料回炉,加热至β相变点以上100℃,保温200min;加热后的坯料在4500t锻造机上,按750
×
1130
×
1290mm
→
860
×
860
×
1500mm
→
1030
×
1030
×
1030mm
→
750
×
1130
×
1290mm进行镦拔变形;
[0067]
镦拔后继续进行热料二次回炉,加热至β相变点以上80℃,保温200min;加热的坯料,在4500t锻造机上,按750
×
1130
×
1290mm
→
860
×
860
×
1500mm
→
1030
×
1030
×
1030mm
→
750
×
1130
×
1290mm进行二次镦拔变形;
[0068]
二次镦拔后进行热料三次回炉,加热至β相变点以上80℃,保温200min,然后将加热的坯料,在4500t锻造机上,按总锻造比为4进行三次镦拔;锻造后进行空冷,利用砂轮机进行修磨表面裂纹等缺陷;锻造后的坯料,空冷后,利用砂轮机进行修磨表面裂纹等缺陷;
[0069]
步骤5,将经步骤4修磨后的坯料在箱式电阻加热炉中,加热至β相变点以下40℃,保温550min;加热后的坯料,在4500t锻造机上,按750
×
1130
×
1290mm
→
840
×
840
×
1500mm
→
1020
×
1020
×
1020mm
→
750
×
1130
×
1290mm进行镦拔变形;
[0070]
然后将首次镦拔后的坯料,进行热料回炉,加热至β相变点以下40℃,保温200min;加热后的坯料在4500t锻造机上,按750
×
1130
×
1290mm
→
840
×
840
×
1500mm
→
1020
×
1020
×
1020mm
→
750
×
1130
×
1290mm进行二次镦拔变形;
[0071]
最后将经二次镦拔后的坯料,进行热料回炉,加热至β相变点以下40℃,保温200min,最后在4500t锻造机上,按总锻造比为4进行三次镦拔,锻造后进行空冷,利用砂轮机进行修磨表面裂纹等缺陷;
[0072]
步骤6,将步骤5修磨后的坯料,在箱式电阻加热炉中,加热至β相变点以下40℃,保
温550min;加热后的坯料在4500t锻造机上,750
×
1130
×
1290mm
→
600
×
1300
×
1310mm
→
380
×
1310
×
2050mm;
[0073]
步骤7,将经步骤6锻造的板坯,空冷后,在龙门铣床上进行六面铇铣,铇铣后板坯尺寸365
×
1300
×
2030mm;铇铣的板坯,在均热炉中加热至β相变点以下150℃,保温300min后,再提升加热温度至β相变点以下40℃,保温400min;
[0074]
步骤8,将经步骤7加热后的坯料365
×
1300
×
2030mm,在4200mm四辊可逆式热轧上以2030mm为宽,轧至145
×
2030
×
3270mm,道次压下量5~20mm,轧制速度0.3~1m/s,轧制变形量为50~60%;将轧制后的板材在箱式电阻炉中,进行热处理,热处理制度:750℃,保温150min,空冷至室温;热处理后的板材,在龙门式水切割机上,预切割成145
×
2000
×
2680mm;预切割后的板材,在龙门式铣床上就行六面铇铣,获得成品板材130
×
1980
×
2660mm。
[0075]
本实施案例2,获得的成品板材尺寸为:130(
±
2)
×
1980(﹢5/0)
×
2660(﹢5/0)mm;不平度:1mm/m;表面粗糙度:ra<2.0μm。抗拉强度rm>900mpa;rp0.2>825mpa;a>10%;化学成分如表2,显微组织如图2。板材成分、性能、组织及表面尺寸板型完全满足gjb2505a-2008要求。
[0076]
表2案例一板材化学成分(wt/%)
[0077]
alvfecnho单个总和基体6.224.040.170.0140.0080.0010.175<0.10<0.3ti
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips