
 商标分类
商标分类  商标转让
商标转让 
百叶窗板激光加工系统及方法与流程
 2021-01-29 16:01:22|
2021-01-29 16:01:22| 199|
199| 起点商标网
起点商标网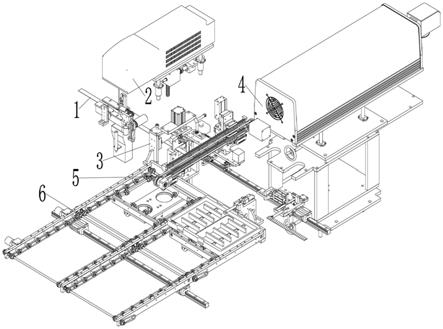
[0001]
本发明涉及百叶窗板激光加工系统及方法。
背景技术:
[0002]
在百叶窗中放置温度计测量气温。百叶窗透气板是为了保证腔室内气流顺畅,避免因为气流循环速度慢,而造成测量误差,同时起到阻挡杂物进入,避免强气流进入对内部件的损坏,因此需要在百叶窗板上加工处各种条形孔,现有技术采用铣削,造成薄板变向,采用冲压,不适合流水线作业,本发明采用激光加工实现低变形,流水作业,同时,进行微雕各种所需孔。
技术实现要素:
[0003]
本发明所要解决的技术问题总的来说是提供一种百叶窗板激光加工系统及方法。
[0004]
为解决上述问题,本发明所采取的技术方案是:
[0005]
一种百叶窗板激光加工系统,用于在百叶窗透气板上加工镂空;系统包括
[0006]
镂空激光器,用于在百叶窗透气板加工长槽孔;
[0007]
传送装置,用于将加工长槽百叶窗透气板裁切后传送;
[0008]
精雕激光器,用于在单件百叶窗透气板加工安装并将加工端面修磨;
[0009]
输出组件,用于将百叶窗透气板输送;
[0010]
存储装置,用于存储输出的百叶窗透气板。
[0011]
作为上述技术方案的进一步改进:
[0012]
镂空激光器包括具有上下通透的镂空纵向通道,在镂空纵向通道上方设置有镂空激光头;
[0013]
在镂空激光头下端设置有镂空水平蜗杆,镂空水平蜗杆传动连接有镂空丝母箱的蜗轮,镂空丝母箱的蜗轮传动连接有丝母,丝母传动连接镂空升降丝杠底座的丝杆,镂空升降丝杠底座安装在镂空激光头下方;
[0014]
在镂空激光头下方设置有镂空垃圾存储箱,用于承接下来的碎屑;
[0015]
在镂空纵向通道上方设置有镂空工艺上挡板,在镂空纵向通道下方设置有镂空下驱动轮;
[0016]
百叶窗透气板连续从镂空工艺上挡板与镂空下驱动轮之间通过;在镂空纵向通道上设置有镂空制动弹性插销,镂空制动弹性插销下行用于阻挡镂空下驱动轮旋转;
[0017]
传送装置包括设置在镂空纵向通道上的传送纠偏架;在传送纠偏架上设置有传送变向辊,一端部铰接在镂空纵向通道上的传送纠偏锥度辊,传送纠偏锥度辊另一端连接有传送提拉绳的一端,传送提拉绳另一端绕过传送变向辊后悬挂传送牵拉配重;
[0018]
在镂空纵向通道输出端下方设置有传送下托板,在传送下托板输出端设置有裁切机;裁切机包括对向运动的裁剪上切刀及裁剪下切刀,在裁切机输出端设置有裁剪后移动托板,在裁剪后移动托板上设置有裁剪后夹持部;
[0019]
在裁切机输出端设置有精雕激光器;
[0020]
精雕激光器包括设置在裁剪后夹持部一工位处的手动调整蜗杆;手动调整蜗杆连接有手动调整丝母座的蜗轮;手动调整丝母座的丝母传动连接有手动升降螺杆,在手动升降螺杆上有精雕激光机头及精雕磨头;
[0021]
输出组件包括设置在裁剪后夹持部又一工位的输出缓存夹持手,在输出缓存夹持手一侧设置有输出行走架,在输出行走架上设置有输出升降架,输出行走架终端设置有输出定位长度光栅,在输出行走架上设置有输出牵拉定位探针;
[0022]
在输出升降架上横向设置有输出传送带,在输出传送带上有输出牵引座,在输出牵引座上纵向设置有输出调整长度带及输出固定吸嘴,在输出调整长度带上设置有输出调整座,在输出调整座上设置有输出调整吸嘴;
[0023]
存储装置,包括设置在输出缓存夹持手一侧的存储机架;在存储机架平行设置有运动相反结构相同的送入通道与送出通道;
[0024]
在送入通道内分布有存储驱动辊,在存储驱动辊上行走有存储移动托盘,在存储移动托盘上设置有存储横向输送辊,存储横向输送辊传动连接有存储横向从动辊,存储横向从动辊用于托载存储载具并将存储载具横向移动;
[0025]
在存储载具上设置有存储工艺豁口及存储隔板。
[0026]
一种百叶窗板激光加工方法,该方法步骤如下:
[0027]
s1,通过镂空激光器在百叶窗透气板加工长槽孔;
[0028]
s2,传送装置将加工长槽百叶窗透气板裁切后传送;
[0029]
s3,精雕激光器在单件百叶窗透气板加工安装并将加工端面修磨;
[0030]
s4,输出组件将百叶窗透气板输送;
[0031]
s5,存储装置存储输出的百叶窗透气板。
[0032]
作为上述技术方案的进一步改进:
[0033]
在s1中,首先,百叶窗透气板通过镂空纵向通道送入,并通过镂空下驱动轮向前输送;然后,当百叶窗透气板达到镂空激光头下方,镂空制动弹性插销下行阻挡镂空下驱动轮旋转,镂空激光头对百叶窗透气板加工镂空;
[0034]
在s2中,首先,百叶窗透气板通过传送下托板到达裁切机;然后,裁剪后夹持部夹持百叶窗透气板前端,裁剪上切刀与裁剪下切刀将百叶窗透气板进行剪断;其次,精雕激光器对剪断后的百叶窗透气板进行精雕及修磨;
[0035]
在s3中,首先,输出缓存夹持手夹持裁剪后夹持部送入的百叶窗透气板;然后,输出组件移动到输出缓存夹持手处,根据所纵向裁剪长度,调整输出调整吸嘴位置并与输出调整吸嘴吸取百叶窗透气板输出;
[0036]
在s4中,首先,在送入通道输入端将空载的存储载具放入,启动存储驱动辊将存储载具送入到输出组件输出工位,承接加工完毕的百叶窗透气板于存储隔板之间;然后,满载的存储载具被存储横向输送辊横向推送到送出通道上的存储移动托盘上并通过送出通道上的存储移动托盘上的存储横向从动辊横送到位;其次,送出通道的存储驱动辊将满载的存储载具输出到终端;再次,在送出通道终端,通过机械手将满载的存储载具取出。
[0037]
本发明设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便。
附图说明
[0038]
图1是本发明的使用结构示意图。
[0039]
图2是本发明的镂空激光器结构示意图。
[0040]
图3是本发明的传送装置结构示意图。
[0041]
图4是本发明的输出组件结构示意图。
[0042]
图5是本发明的存储装置结构示意图。
[0043]
其中:1、百叶窗透气板;2、镂空激光器;3、传送装置;4、精雕激光器;5、输出组件;6、存储装置;7、镂空纵向通道;8、镂空激光头;9、镂空水平蜗杆;10、镂空丝母箱;11、镂空升降丝杠底座;12、镂空垃圾存储箱;13、镂空工艺上挡板;14、镂空下驱动轮;15、镂空制动弹性插销;16、传送纠偏架;17、传送纠偏锥度辊;18、传送变向辊;19、传送提拉绳;20、传送牵拉配重;21、传送下托板;22、裁切机;23、裁剪上切刀;24、裁剪下切刀;25、裁剪后移动托板;26、裁剪后夹持部;27、手动调整蜗杆;28、手动调整丝母座;29、手动升降螺杆;30、精雕激光机头;31、精雕磨头;32、输出行走架;33、输出升降架;34、输出缓存夹持手;35、输出牵拉定位探针;36、输出定位长度光栅;37、输出传送带;38、输出牵引座;39、输出调整长度带;40、输出调整座;41、输出调整吸嘴;42、输出固定吸嘴;43、存储机架;44、存储驱动辊;45、存储移动托盘;46、存储横向输送辊;47、存储横向从动辊;48、存储载具;49、存储工艺豁口;50、存储隔板。
具体实施方式
[0044]
如图1-5所示,本实施例的百叶窗板激光加工系统,用于在百叶窗透气板1上加工镂空;系统包括
[0045]
镂空激光器2,用于在百叶窗透气板1加工长槽孔;
[0046]
传送装置3,用于将加工长槽百叶窗透气板1裁切后传送;
[0047]
精雕激光器4,用于在单件百叶窗透气板1加工安装并将加工端面修磨;
[0048]
输出组件5,用于将百叶窗透气板1输送;
[0049]
存储装置6,用于存储输出的百叶窗透气板1。
[0050]
镂空激光器2包括具有上下通透的镂空纵向通道7,在镂空纵向通道7上方设置有镂空激光头8;
[0051]
在镂空激光头8下端设置有镂空水平蜗杆9,镂空水平蜗杆9传动连接有镂空丝母箱10的蜗轮,镂空丝母箱10的蜗轮传动连接有丝母,丝母传动连接镂空升降丝杠底座11的丝杆,镂空升降丝杠底座11安装在镂空激光头8下方;
[0052]
在镂空激光头8下方设置有镂空垃圾存储箱12,用于承接下来的碎屑;
[0053]
在镂空纵向通道7上方设置有镂空工艺上挡板13,在镂空纵向通道7下方设置有镂空下驱动轮14;
[0054]
百叶窗透气板1连续从镂空工艺上挡板13与镂空下驱动轮14之间通过;在镂空纵向通道7上设置有镂空制动弹性插销15,镂空制动弹性插销15下行用于阻挡镂空下驱动轮14旋转;
[0055]
传送装置3包括设置在镂空纵向通道7上的传送纠偏架16;在传送纠偏架16上设置有传送变向辊18,一端部铰接在镂空纵向通道7上的传送纠偏锥度辊17,传送纠偏锥度辊17
另一端连接有传送提拉绳19的一端,传送提拉绳19另一端绕过传送变向辊18后悬挂传送牵拉配重20;
[0056]
在镂空纵向通道7输出端下方设置有传送下托板21,在传送下托板21输出端设置有裁切机22;裁切机22包括对向运动的裁剪上切刀23及裁剪下切刀24,在裁切机22输出端设置有裁剪后移动托板25,在裁剪后移动托板25上设置有裁剪后夹持部26;
[0057]
在裁切机22输出端设置有精雕激光器4;
[0058]
精雕激光器4包括设置在裁剪后夹持部26一工位处的手动调整蜗杆27;手动调整蜗杆27连接有手动调整丝母座28的蜗轮;手动调整丝母座28的丝母传动连接有手动升降螺杆29,在手动升降螺杆29上有精雕激光机头30及精雕磨头31;
[0059]
输出组件5包括设置在裁剪后夹持部26又一工位的输出缓存夹持手34,在输出缓存夹持手34一侧设置有输出行走架32,在输出行走架32上设置有输出升降架33,输出行走架32终端设置有输出定位长度光栅36,在输出行走架32上设置有输出牵拉定位探针35;
[0060]
在输出升降架33上横向设置有输出传送带37,在输出传送带37上有输出牵引座38,在输出牵引座38上纵向设置有输出调整长度带39及输出固定吸嘴42,在输出调整长度带39上设置有输出调整座40,在输出调整座40上设置有输出调整吸嘴41;
[0061]
存储装置6,包括设置在输出缓存夹持手34一侧的存储机架43;在存储机架43平行设置有运动相反结构相同的送入通道与送出通道;
[0062]
在送入通道内分布有存储驱动辊44,在存储驱动辊44上行走有存储移动托盘45,在存储移动托盘45上设置有存储横向输送辊46,存储横向输送辊46传动连接有存储横向从动辊47,存储横向从动辊47用于托载存储载具48并将存储载具48横向移动;
[0063]
在存储载具48上设置有存储工艺豁口49及存储隔板50。
[0064]
本实施例的百叶窗板激光加工方法,该方法步骤如下:
[0065]
s1,通过镂空激光器2在百叶窗透气板1加工长槽孔;
[0066]
s2,传送装置3将加工长槽百叶窗透气板1裁切后传送;
[0067]
s3,精雕激光器4在单件百叶窗透气板1加工安装并将加工端面修磨;
[0068]
s4,输出组件5将百叶窗透气板1输送;
[0069]
s5,存储装置6存储输出的百叶窗透气板1。
[0070]
在s1中,首先,百叶窗透气板1通过镂空纵向通道7送入,并通过镂空下驱动轮14向前输送;然后,当百叶窗透气板1达到镂空激光头8下方,镂空制动弹性插销15下行阻挡镂空下驱动轮14旋转,镂空激光头8对百叶窗透气板1加工镂空;
[0071]
在s2中,首先,百叶窗透气板1通过传送下托板21到达裁切机22;然后,裁剪后夹持部26夹持百叶窗透气板1前端,裁剪上切刀23与裁剪下切刀24将百叶窗透气板1进行剪断;其次,精雕激光器4对剪断后的百叶窗透气板1进行精雕及修磨;
[0072]
在s3中,首先,输出缓存夹持手34夹持裁剪后夹持部26送入的百叶窗透气板1;然后,输出组件5移动到输出缓存夹持手34处,根据所纵向裁剪长度,调整输出调整吸嘴41位置并与输出调整吸嘴41吸取百叶窗透气板1输出;
[0073]
在s4中,首先,在送入通道输入端将空载的存储载具48放入,启动存储驱动辊44将存储载具48送入到输出组件5输出工位,承接加工完毕的百叶窗透气板1于存储隔板50之间;然后,满载的存储载具48被存储横向输送辊46横向推送到送出通道上的存储移动托盘
45上并通过送出通道上的存储移动托盘45上的存储横向从动辊47横送到位;其次,送出通道的存储驱动辊44将满载的存储载具48输出到终端;再次,在送出通道终端,通过机械手将满载的存储载具48取出。
[0074]
本发明实现了对百叶窗透气板1的加工剪裁精修,以及实现了自动上料与循环存储。镂空激光器2实现了加工,传送装置3实现了传送,精雕激光器4精修,输出组件5实现将工件送至存储装置6,镂空纵向通道7实现了上料,镂空激光头8实现加工,镂空水平蜗杆9通过镂空丝母箱10驱动升降镂空升降丝杠底座11,镂空垃圾存储箱12存储废料,镂空工艺上挡板13工艺性好,镂空下驱动轮14实现了驱动,镂空制动弹性插销15实现了制动控制,传送纠偏架16实现支撑,传送纠偏锥度辊17实现偏心自动导向,通过传送变向辊18及传送提拉绳19,传送牵拉配重20可以调整,从而防止工件侧向倾斜,传送下托板21实现传送,裁切机22通过裁剪上切刀23,裁剪下切刀24实现剪切,裁剪后移动托板25带动裁剪后夹持部26对工件的扶持及输送,手动调整蜗杆27通过手动调整丝母座28及手动升降螺杆29,带动精雕激光机头30升降,精雕磨头31实现了磨削,输出行走架32,输出升降架33,输出缓存夹持手34,输出牵拉定位探针35,输出定位长度光栅36实现形成定位,输出传送带37实现传送,输出牵引座38移动,输出调整长度带39根据长度实现对输出调整座40移动,从而确定输出调整吸嘴41的位置,输出固定吸嘴42配合同时吸附上料,存储工艺豁口49方便装卸,存储隔板50实现分隔存储。
[0075]
本发明充分描述是为了更加清楚的公开,而对于现有技术就不再一一列举。
[0076]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;作为本领域技术人员对本发明的多个技术方案进行组合是显而易见的。而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips