
 商标分类
商标分类  商标转让
商标转让 
汽车空调铝管的胀接加工装置的制作方法
 2021-01-29 16:01:14|
2021-01-29 16:01:14| 359|
359| 起点商标网
起点商标网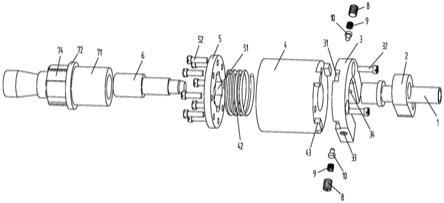
[0001]
本实用新型涉及汽车空调技术领域,具体涉及一种汽车空调铝管的胀接加工装置。
背景技术:
[0002]
汽车空调流体输送管是汽车空调系统中不可或缺的部件,汽车空调流体输送管通常是铝管,铝管通过铝管压板连接固定,在汽车的行进过程中会受到汽车震动的影响而产生晃动,易与相邻部件发生撞击,从而导致了噪声及管路的松动、损坏,因此对空调铝管的压板连接的综合机械性能提出较高的要求。
[0003]
目前,汽车行业中压板与铝管的连接通常采用氧气钎焊来固定,用4047铝硅焊丝,焊接温度580-650℃,高温下的恶劣工作环境,要达到高稳定的焊接质量极不容易,容易产生虚焊、假焊、沙眼,反之为过焊焊穿零件、流焊、焊瘤堵塞管孔、焊接产品变形等等缺陷,最终造成泄漏使空调制冷失效。管路焊完后还需进行气密检验,生产环节多,成本高,操作不方便。此外,焊缝处可能会残留少量焊渣或其他金属屑,还需要振动清洗才能干净,不利于批量生产。
技术实现要素:
[0004]
针对目前存在的技术问题,本实用新型提供一种汽车空调铝管的胀接加工装置,以解决现有技术的问题。
[0005]
为了实现上述发明目的,本实用新型提供了以下技术方案:
[0006]
一种汽车空调铝管的胀接加工装置,包括空调铝管和套设在该空调铝管上的铝管压板,还包括夹具缸,该夹具缸内沿其轴向活动安装有连接柄,该连接柄的一端伸入所述夹具缸内,另一端伸出所述夹具缸,且其位于所述夹具缸内的一段上套设有第一弹簧,该第一弹簧的一端抵接在所述夹具缸上,另一端抵接在所述连接柄上,所述空调铝管的一端伸入所述夹具缸内,另一端伸出所述夹具缸,所述铝管压板的端面抵接在所述夹具缸的端面上,所述连接柄和空调铝管分别位于所述夹具缸的两端;
[0007]
在所述连接柄上套设有夹具盘,该夹具盘的端面抵接在所述夹具缸的端面上,且轴向进行固定,所述连接柄上的凸台抵接在所述夹具盘的内端面上以限制该连接柄向所述夹具盘的一侧移动;
[0008]
还包括活动设置在所述夹具缸内的胀接芯棒,该胀接芯棒的一端与所述连接柄固定连接,其另一端伸入所述空调铝管内。
[0009]
上述技术方案,使用时将连接柄的外端与机床连接,并推动连接柄和胀接芯棒向前移动,完成对空调铝管和铝管压板的胀接固定,完成后,在第一弹簧的作用下连接柄和胀接芯棒返回原位,通用性也较强。
[0010]
作为优选,在所述夹具盘的内孔上沿其周向均匀分布有第一凹槽,在所述连接柄上对应位置的外周上分布有伸入该第一凹槽内的第一凸块,当所述连接柄前后移动时,该
第一凸块能够沿该第一凹槽前后移动。
[0011]
如此设置,有效保证了连接柄和胀接芯棒的运动精度,避免了连接柄在移动过程中出现相对转动,进而提高了胀接精度。
[0012]
作为优选,所述连接柄的前端部分为伸入段,所述第一弹簧套设在该伸入段上,且所述凸台位于该伸入段和第一凸块之间的位置处。
[0013]
作为优选,所述夹具缸内沿其轴向设置有一阶梯孔,所述连接柄的伸入段位于该阶梯孔内,所述第一弹簧的一端抵接在该阶梯孔上,另一端抵接在所述凸台上。
[0014]
如此设置,将第一弹簧和连接柄的伸入段安装在阶梯孔内,这样可以保证机床轴向推力工作过程中的稳定性,有效防止了对空调铝管的冲击,提高了胀接装置的使用寿命。
[0015]
作为优选,还包括固定连接在所述夹具缸端面上的限位块,所述铝管压板卡在该限位块上。
[0016]
作为优选,在所述限位块的端面上分布有第二凹槽,在所述夹具缸的端面上设置有伸入该第二凹槽内的第二凸块。
[0017]
如此设置,避免了在使用过程中夹具缸和限位块之间出现相对转动,进一步提高了空调铝管的胀接精度。
[0018]
作为优选,所述限位块包括整体呈u型结构的限位本体,所述铝管压板卡在该限位本体内,在所述限位本体的两侧壁上分别活动设置有一个限位顶紧机构,两个该限位顶紧机构对称设置,且该限位顶紧机构的活动端与所述铝管压板相接触。
[0019]
作为优选,所述限位顶紧机构包括螺钉、第二弹簧和顶紧销,该第二弹簧的一端与螺钉抵接,另一端与顶紧销抵接;
[0020]
在所述限位本体的侧壁上设有螺孔和销孔,该螺孔和销孔相连通,该螺孔的轴心线和销孔的轴心线位于同一条直线上,所述螺钉安装在螺孔内,所述顶紧销安装在销孔内,且该顶紧销的活动端伸出所述销孔后与所述铝管压板相接触。
[0021]
如此设置,保证了在胀接过程中,顶紧销始终与铝管压板相接触,螺钉是固定的,通过第二弹簧的弹力对顶紧销进行预紧调节,保证了胀接芯棒和铝管压板孔的同心度,提高了胀接精度。
[0022]
与现有技术相比,本实用新型的有益效果:本实用新型结构简单、制作成本低,大大优化了空调铝管与铝管压板的装配。有利于批量生产,大大降低了生产成本。同时,空调铝管与铝管压板的装配也简单快捷,不再需要人为调整装配角度,操作方便,大大缩短了装配时间,提高了加工效率。
附图说明:
[0023]
图1为本实用新型的结构示意图;
[0024]
图2为图1的爆炸结构示意图;
[0025]
图3为图1中的a-a剖视图;
[0026]
图4为图1中的b-b剖视图;
[0027]
图5为图1中的c-c剖视图。
具体实施方式
[0028]
下面结合试验例及具体实施方式对本实用新型作进一步的详细描述。但不应将此理解为本实用新型上述主题的范围仅限于以下的实施例,凡基于本
技术实现要素:
所实现的技术均属于本实用新型的范围。
[0029]
在本实用新型的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0030]
在本实用新型的描述中,除非另有规定和限定,需要说明的是,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
[0031]
如附图1-附图5所示的汽车空调铝管的胀接加工装置,包括夹具缸4,该夹具缸4呈柱形结构,且在夹具缸4内沿其轴向设置有一阶梯孔41,该阶梯孔41内沿其轴向活动安装有连接柄7,该连接柄7的一端伸入阶梯孔41内,另一端伸出夹具缸4,使用时伸出夹具缸4的部分与机床轴连接。
[0032]
连接柄7位于夹具缸4内的部分为伸入段71,该伸入段71上套设有第一弹簧42,该第一弹簧42的一端抵接在夹具缸4的阶梯孔41上,另一端抵接在连接柄7的凸台72上,该凸台72的端面与夹具盘5端面相抵,且夹具盘5和夹具缸4在轴向上通过第一螺栓52连接,夹具盘5的外径与夹具缸4的外径相同。
[0033]
夹具盘5套设在连接柄7上,由于夹具盘5是固接在夹具缸4上的,且连接柄7上的凸台72抵在夹具盘5的端面上,这样就限制了该连接柄7向左移动的极限位置(可参考图3);在夹具盘5的内孔上沿其周向均匀分布有四个第一凹槽51,该第一凹槽51贯穿夹具盘5的厚度方向,在连接柄7上对应位置处的外周上分布有伸入该第一凹槽51内的第一凸块74,第一凸块74的长度大于第一凹槽51的长度,当连接柄7在外力作用下前后移动时,该第一凸块74能够沿该第一凹槽51前后移动,同时也限制了连接柄7与夹具盘5之间出现相对转动。凸台72位于伸入段71和第一凸块74之间的位置处,凸台72的外径大于伸入段71和第一凸块74的外径。
[0034]
夹具缸4的另一端端面上通过第二螺栓32固接有限位块3,该限位块3包括整体呈u型结构的限位本体30,铝管压板2卡在该限位本体30上,铝管压板2的端面与夹具缸4的端面相抵,空调铝管1通过铝管压板2上的孔穿设在铝管压板2上,空调铝管1的一端伸入夹具缸4内,另一端为自由端。连接柄7和空调铝管1分别位于夹具缸4的两端。
[0035]
在限位本体30朝向夹具缸4的一端的端面上分布有第二凹槽31,在夹具缸4的端面上设置有伸入该第二凹槽31内的第二凸块43,通过第二凸块43与第二凹槽31的配合,避免了使用过程中限位本体30和夹具缸4之间出现相对转动。
[0036]
为了提高胀接精度,在限位本体30的两侧壁上分别活动设置有一个限位顶紧机构,两个该限位顶紧机构对称设置,限位顶紧机构包括螺钉8、第二弹簧9和顶紧销10,该第二弹簧9的一端与螺钉8抵接,另一端与顶紧销10抵接;在限位本体30的侧壁上设有螺纹孔
33和销孔34,销孔34经过淬火硬化处理,螺纹孔33靠近限位本体30侧壁的外侧,销孔34靠近内侧,且螺纹孔33和销孔34相连通,该螺孔33的轴心线和销孔34的轴心线位于同一条直线上,螺钉8安装在螺纹孔33内,顶紧销10安装在销孔34内,且该顶紧销10的活动端始终伸出销孔34与铝管压板2相接触。
[0037]
在连接柄7伸入夹具缸4内的一端设有安装孔75,胀接芯棒6的一端安装在该安装孔75内,其另一端伸入空调铝管1内。同时在连接柄7中部设有第一螺孔76,该第一螺孔76的中心线与安装孔75的中心线位于同一条直线上,在胀接芯棒6上靠近连接柄7的一端设有第二螺孔61,该第二螺孔61和第一螺孔76内安装有第三螺栓以此将胀接芯棒6和连接柄7连接起来。
[0038]
本实用新型的原理及使用过程如下:
[0039]
将连接柄7的外端与机床轴连接,空调铝管1穿设在铝管压板2上的孔内,铝管压板2卡在限位块3上,加床轴带动连接柄7和胀接芯棒6向前移动,实现了对空调铝管1和铝管压板2的胀接,在胀接过程中限位块3两侧壁上的顶紧销10在第二弹簧9和螺钉8的作用下进行预调节,始终保证胀接芯棒6与铝管压板2上的孔的同心度。空调铝管1和铝管压板2之间的固定采用冷加工的胀接工艺,两者固定后旋转扭矩达到30n.m以上,拉脱力达到50kg以上,并且尺寸精度和圆度小于0.05mm,光洁度达到以内,比普通的焊接工艺的精度高。
[0040]
同时本实用新型具有通用性,当铝管压板2尺寸变化时,只需要更换限位块3的内圈尺寸和胀接芯棒6的尺寸即可,其他零件不用更改即可生产,达到了通用化的效果。
[0041]
以上描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips