
 商标分类
商标分类  商标转让
商标转让 
一种稳定下料的冲压模具的制作方法
 2021-01-29 16:01:05|
2021-01-29 16:01:05| 263|
263| 起点商标网
起点商标网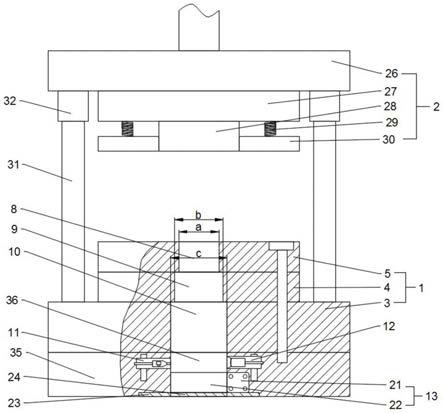
[0001]
本发明属于冲压模具技术领域,尤其是涉及一种稳定下料的冲压模具。
背景技术:
[0002]
将板料沿封闭轮廓线分离,将轮廓线以内的材料作为冲裁件的工序叫落料,完成落料工序的模具叫落料模,在冲压加工中,落料冲压是常用的冲压方式,现有的用于落料加工的冲压模具在下模板部分中,下垫板和下模架上会开设与凹模板上收紧圈中成型槽相对应的槽孔,便于冲压加工之后的成品件能够通过这些槽孔下落,随后通过气缸将其推出,部分先进的设备中,会在下模架内设置光电感应模块,用于检测是否有成品件下落,以对设备的运行进行监控,但是这些模具的相应结构仍旧存在以下的不足和隐患:
[0003]
1、下垫板和下模板中的槽孔与凹模板上收紧圈中的成型槽的槽宽差距过大,在成品件下落时,容易造成工件在槽孔内移动,一方面不利于光电感应,容易造成检测不到的状况,另一方面落下的工件不整齐,容易造成工件弯折,同时推出后较为散乱,不利于后续的收集处理;
[0004]
2、光电感应只能检测有无工件落下,无法检测落下工件的数量,一旦出现冲压的上料端故障或者是人工疏忽,造成多个板料同时冲压的状况时,设备难以及时反映,往往会损伤模具,造成损失的同时会延误工时。
技术实现要素:
[0005]
本发明的目的是为了解决上述问题,设计了一种稳定下料的冲压模具。
[0006]
实现上述目的本发明的技术方案为,一种稳定下料的冲压模具,包括下模板和上模板,所述下模板包括下模架、下垫板和凹模板,所述凹模板上通过收紧圈垫板安装有收紧圈,所述收紧圈上设置有成型槽,所述下垫板和下模架上分别设置有与成型槽位置相对应的过渡槽与接料槽,所述成型槽、过渡槽和接料槽的槽宽依次为a、b、c且0.3mm≥b-a≤0.5mm及0.3mm≥c-b≤0.5mm。
[0007]
所述下垫板安装于下模架的顶面上,所述凹模板安装于下垫板的顶面上,所述凹模板、下垫板和下模架之间通过销钉固定,所述下垫板与销钉之间为过盈配合。
[0008]
所述上模板包括上模架、固定于上模架底面上的上垫板、固定于上垫板底面上且与凹模板相对应的凸模板和通过弹性件安装于上垫板上且分别位于凸模板两侧的卸料板。
[0009]
所述下模架的底部固接有底板,所述底板上与接料槽相对应的开设有配合槽,所述配合槽的槽宽与接料槽相同,所述底板中位于配合槽的一侧设置有光电感应装置,所述底板中位于配合槽的另一侧设置有安全检测装置和推料机构,所述底板的底部安装有挡片,所述挡片上与配合槽相对应的位置处安装有可脱落薄片。
[0010]
所述上模板包括上模架、固定于上模架底面上的上垫板和固定于上垫板底面上且与凹模板相对应的凸模板,所述凹模板的顶面上固定有卸料板,所述卸料板一端的两侧设置有定位板一,所述卸料板另一端的两侧设置有定位板二。
[0011]
所述下模架中位于接料槽的一侧设置有光电感应装置,所述下模架中位于接料槽的另一侧设置有安全检测装置和推料机构,所述下模架的底部安装有挡片,所述挡片上与接料槽相对应的位置处安装有可脱落薄片。
[0012]
所述光电感应装置是由安装在下模架中且与接料槽相通的感应外壳、设置于感应外壳内的感应探头、设置于感应外壳内且与感应探头相接的感应器件和接设于感应器件上的感应传输线共同构成的。
[0013]
所述安全检测装置包括安装在下模架中且与接料槽相通的检测外壳、设置于检测外壳内的摄像头和与摄像头相接的检测传输线。
[0014]
所述推料机构包括安装于下模架中的推料气缸、滑动安装在接料槽中且与推料气缸伸缩端相接的的推料块。
[0015]
所述下模架的两侧设置有导向轴,所述上模架的两侧设置有导向套,所述导向套与导向轴的位置相互对应且导向套滑动套装在导向轴上,所述收紧圈上沿着成型槽的外形相应地插装有收紧条。
[0016]
利用本发明技术方案制作的一种稳定下料的冲压模具,其有益效果为:
[0017]
1、缩小下垫板和下模板中的槽孔与凹模板上收紧圈中的成型槽的槽宽差距并将该值稳定在一定范围之内,一方面能够使成品件下落直到被推出,另一方便,避免成品件在槽孔中发生移动,导致光电感应装置无法检测以及推出散乱,不便于之后工序的问题;
[0018]
2、在下模架中加装了安全检测装置,通过摄像观察成品件是否是单个下落,保证设备不会出现多个板料同时冲压导致模具损坏的问题,同时在下模架的底部设置有挡片,挡片上设置有可脱落薄片,当有2个及以上的成品件下落时,可脱落薄片会脱落,以此反应设备故障,便于操作员及时发现并做出措施。
附图说明
[0019]
图1是实施例1整体结构主视图;
[0020]
图2是光电感应装置结构示意图;
[0021]
图3是安全检测装置结构示意图;
[0022]
图4是实施例1凹模板俯视结构图;
[0023]
图5是收紧圈俯视放大图;
[0024]
图6是实施例2整体结构主视图;
[0025]
图7是实施例2中卸料板安装结构俯视图。
[0026]
图中:1、下模板;2、上模板;3、下模架;4、下垫板;5、凹模板;6、收紧圈垫板;7、收紧圈;8、成型槽;9、过渡槽;10、接料槽;11、光电感应装置;12、安全检测装置;13、推料机构;14、感应外壳;15、感应探头;16、感应器件;17、感应传输线;18、检测外壳;19、摄像头;20、检测传输线;21、推料气缸;22、推料块;23、挡片;24、可脱落薄片;25、收紧条;26、上模架;27、上垫板;28、凸模板;29、弹性件;30、卸料板;31、导向轴;32、导向套;33、定位板一;34、定位板二;35、底板;36、配合槽;a、成型槽槽宽;b、过渡槽槽宽;c、接料槽槽宽。
具体实施方式
[0027]
下面结合附图对本发明的具体实施方式作详细说明,实施例1:
[0028]
如图1、4所示,一种稳定下料的冲压模具,包括下模板1和上模板2,所述下模板1包括下模架3、下垫板4和凹模板5,所述凹模板5上通过收紧圈垫板6安装有收紧圈7,所述收紧圈7上设置有成型槽8,所述下垫板4和下模架3上分别设置有与成型槽8位置相对应的过渡槽9与接料槽10,所述成型槽8、过渡槽9和接料槽10的槽宽依次增大且该差值为0.3-0.5mm。
[0029]
在冲压模具中,凹模板5是下模板1中的一部分,除此之外,下模板1还包括下垫板4和下模架3,其中下模架3用于对下模板1整体结构的稳定和支撑,下垫板4设置于下模架3和凹模板5之间,对凹模板5起到缓冲的作用,能够延长凹模板5的使用寿命,而在凹模板5上,收紧圈7上的成型槽8则用于在对板料的冲压过程中成型成品件的作用,因此,收紧圈7与凹模板5之间需要加装收紧圈垫板6,以对收紧圈7起到缓冲的作用,降低冲压过程中对收紧圈7的损害,成品件在收紧圈7上的成型槽8中成型之后,需要穿过下垫板4直到下模架3,因此相应的在下垫板4和下模架3中开设有过渡槽9和接料槽10,如图1所示,成型槽8的槽宽用a表示,过渡槽9的槽宽用b表示,接料槽10的槽宽用c表示,由于工件较薄,对冲压加工的精度要求也很高,工件在成型之后沿着成型槽8—过渡槽9—接料槽10下落时,容易在这些槽孔中发生较大的移位,对后续的检测和送料造成影响,时常需要进行停机检查,延误了工时,所以,在本实施例中,针对这种情况,将a、b、c依次增加的差值缩小为0.3mm,即b-a=0.3mm及c-b=0.3mm,以此来避免成品件在沿着这些槽孔下落的过程中出现较大位移的状况,以此保证下料和出料的稳定,实现整体设备的平稳运行。
[0030]
所述下垫板4安装于下模架3的顶面上,所述凹模板5安装于下垫板4的顶面上,所述凹模板5、下垫板4和下模架3之间通过销钉固定,所述下垫板4与销钉之间为过盈配合。
[0031]
在现有的技术中,凹模板5、下垫板4和下模架3之间是通过销钉固接的,并且为了延长下垫板4的使用寿命,往往会在下垫板4与销钉之间采用间隙配合,但是这种配合方式会导致冲压过程中,下垫板4相对于凹模板5和下模架3会发生一定的位移,从而改变过渡槽9与成型槽8和接料槽10的相对位置,甚至会在成品件掉落的过程中,由于下垫板4的移动导致成品件在相应槽孔内发生位移,因此,在本发明中,下垫板4与销钉之间采用过盈配合,以此避免下垫板4与凹模板5和下模架3之间发生相对位移,保证成品件的稳定下料和出料。
[0032]
所述上模板2包括上模架26、固定于上模架26底面上的上垫板27、固定于上垫板27底面上且与凹模板5相对应的凸模板28和通过弹性件29安装于上垫板27上且分别位于凸模板28两侧的卸料板30,所述下模架3的两侧设置有导向轴31,所述上模架26的两侧设置有导向套32,所述导向套32与导向轴31的位置相互对应且导向套32滑动套装在导向轴31上。
[0033]
上模板2相应的包括上模架26、上垫板27和凸模板28,其中凸模板28与凹模板5相对应,用于对板料的冲压加工,而上垫板27设置于上模架26和凸模板28之间,能够对凸模板28进行缓冲,同时,上模板1还包括卸料板30,卸料板30设置于凸模板28的两侧,并且通过弹性件29与上垫板27相接,用于在冲压加工的过程中将套在凸模板28上的板料卸下,需要说明的是,本实施例中,冲压对象的厚度在1.5mm以下,因此,卸料板30安装于上垫板27上,通过弹性件29相接,是弹性卸料的方式。
[0034]
所述下模架3的底部固接有底板35,所述底板35上与接料槽10相对应的开设有配合槽36,所述配合槽36的槽宽与接料槽10相同,所述底板35中位于配合槽36的一侧设置有光电感应装置11,所述底板35中位于配合槽36的另一侧设置有安全检测装置12和推料机构13,所述底板35的底部安装有挡片23,所述挡片23上与配合槽36相对应的位置处安装有可
脱落薄片24。
[0035]
在该实施例中,由于上模板2中是弹性卸料,因此在下模架3的底部,设置有底板36,凹模板5、下垫板4、下模架3和底板35通过同一根销钉固接,并且底板35上与接料槽10相应的开设有配合槽36,配合槽36的槽宽与接料槽10的槽宽一致,用于成品件的下料,同时在底板35中加装光电感应装置11和推料机构13,其中光电感应装置11用于检测是否有工件下落,能够对设备是否正常的运行进行监控,推料机构13则用于将接料槽10内的成品件推送出去,而在本发明中,于底板35中还加装有安全检测装置12,安全检测装置12用于监控下落至接料槽10内成品工件的数量,避免由于设备的上料端故障或者人工疏忽导致多个板料同时进行冲压,损坏模具的情况出现,是设备和模具安全防护的一道防线。
[0036]
所述推料机构包括安装于下模架3中的推料气缸21、滑动安装在接料槽10中且与推料气缸21伸缩端相接的的推料块22。当成品的工件下落到接料槽中10后,由推料气缸21工作,带动推料板22在接料槽10中进行滑动,从而推动成品件沿着接料槽10移动,将其推送出下模架3。
[0037]
如图2、3所示,所述光电感应装置11是由安装在下模架3中且与配合槽36相通的感应外壳14、设置于感应外壳14内的感应探头15、设置于感应外壳14内且与感应探头15相接的感应器件16和接设于感应器件16上的感应传输线17共同构成的,所述安全检测装置12包括安装在下模架中且与配合槽36相通的检测外壳18、设置于检测外壳18内的摄像头19和与摄像头19相接的检测传输线20。
[0038]
光电感应装置11中,感应外壳14起到对内部部件的防护作用,感应探头15则用于感应是否有工件落下,感应器件16进行光电信息转换后由感应传输线17将感应的电信号输送至外部设备内相应的分析和控制模块中,同理检测外壳18用于起到对内部部件的防护作用,由摄像头19拍摄后将信息通过检测传输线20输送至外部设备内相应的分析和控制模块中。
[0039]
如图1所示,所述底板35的底部安装有挡片23,所述挡片23上与接料槽10相对应的位置处安装有可脱落薄片24。底板35底部的挡片23上与配合槽36相应的位置处设置有可脱落薄片24,配合槽36为通槽,成型的工件下落至配合槽36中后会相应地落在挡片23上的可脱落薄片24上,可脱落薄片24接设在挡片23中并且在承受两个及以上成型工件的的重量后便会脱落,因此,当仅掉落下一个成型工件时,可脱落薄片24不会脱落,经过推送机构13能够将成型工件送出,而当掉落下两个及以上的成型工件后,可脱落薄片24便会脱落,以此提醒操作员设备出现了故障并及时停止设备继续冲压,避免对模具造成损伤,因此挡片23和可脱落薄片24的设置是设备及模具安全防护的第二道防线,因为安全检测装置12为电器,也存在故障的可能,设置了挡片23和可脱落薄片24之后,即便是安全检测装置12出现故障,也能通过可脱落薄片24掉落的方式提醒操作员,更加具备安全性。
[0040]
如图5所示,所述收紧圈7上沿着成型槽8的外形相应地插装有收紧条25。收紧条25优选为硬质合金制成,并且沿着成型槽8的外形插装在收紧圈7上,在冲压的过程中,当板料进入收紧圈7时,收紧条25起到挤压板料,促使其成型的作用,收紧条25能够有效的延长收紧圈7的使用寿命,当收紧条25磨损后,可以将收紧圈7拆卸下来将收紧条25进行更换,十分的方便和快捷。
[0041]
实施例2:如图6、7所示,所述上模板包括上模架26、固定于上模架26底面上的上垫
板27和固定于上垫板27底面上且与凹模板5相对应的凸模板28,所述凹模板5的顶面上固定有卸料板30,所述卸料板30一端的两侧设置有定位板一33,所述卸料板30另一端的两侧设置有定位板二34,所述下模架3的两侧设置有导向轴31,所述上模架26的两侧设置有导向套32,所述导向套32与导向轴31的位置相互对应且导向套32滑动套装在导向轴31上,所述下模架3中位于接料槽10的一侧设置有光电感应装置11,所述下模架3中位于接料槽10的另一侧设置有安全检测装置12和推料机构13,所述下模架3的底部安装有挡片23,所述挡片23上与接料槽10相对应的位置处安装有可脱落薄片24。
[0042]
在本实施例中,与实施例1相比,将卸料板30通过螺钉或者销钉固定在凹模板5上,同时分别在卸料板30两端的两侧加装定位板一33和定位板二34,采用了刚性卸料的方式,并且取消了下模架3底部的底板35,直接将挡板23安装在下模架3的底部,相应的将光电感应装置11、安全检测装置12和推料机构13设置在下模架3中,该实施例适用于2.5mm厚度以上冲压件的冲压加工,这种刚性卸料的原理是冲压结束时,凸模板26带动其外面的板料一起向上运动,当板料与卸料板30接触并产生撞击时,凸模板26仍然可以继续向上运动,但箍在凸模板26外的板料则由卸料板30的撞击力卸下,由于这种卸料方式更适用于2.5mm以上冲压件的冲压加工,因此在本实施例中,a、b、c依次增大的值选取为0.5mm,即b-a=0.5mm及c-b=0.5mm,以此来避免成品件在沿着这些槽孔下落的过程中出现较大位移的状况,以此保证下料和出料的稳定,实现整体设备的平稳运行。
[0043]
利用本发明技术方案制作的一种稳定下料的冲压模具,缩小下垫板和下模板中的槽孔与凹模板上收紧圈中的成型槽的槽宽差距并将该值稳定在一定范围之内,一方面能够使成品件下落直到被推出,另一方便,避免成品件在槽孔中发生移动,导致光电感应装置无法检测以及推出散乱,不便于之后工序的问题,并且进一步地在下模架中加装了安全检测装置,通过摄像观察成品件是否是单个下落,保证设备不会出现多个板料同时冲压导致模具损坏的问题,同时在下模架的底部设置有挡片,挡片上设置有可脱落薄片,当有2个及以上的成品件下落时,可脱落薄片会脱落,以此反应设备故障,便于操作员及时发现并做出措施。
[0044]
以上对本发明的两个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips