
 商标分类
商标分类  商标转让
商标转让 
一种搅拌桶球冠焊接产线的制作方法
 2021-01-29 16:01:50|
2021-01-29 16:01:50| 296|
296| 起点商标网
起点商标网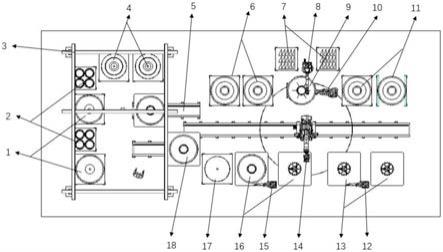
[0001]
本实用新型涉及焊接技术领域,具体涉及一种搅拌桶球冠焊接产线。
背景技术:
[0002]
水泥搅拌桶球冠焊接时需焊接多种工件,其中涉及到法兰与封头组焊、筋板与球冠角焊、锥板与球冠组焊等工序,球冠重量在250公斤左右,直径为2米左右,在现行焊接条件下,工人焊接任务量重,焊接工艺复杂,现场焊接环境差,对球冠的翻边还需借助外部辅助设备才能实现。
[0003]
现有技术中的水泥搅拌桶球冠焊接方式不利于焊接效率提升、保护工人的身体健康及整个搅拌桶焊接车间的智能制造升级。
[0004]
综上所述,亟需提供一种可提升焊接车间的自动化水平、提高搅拌桶焊接效率的搅拌桶球冠焊接产线。
技术实现要素:
[0005]
本实用新型的目的是提供一种可提升焊接车间的自动化水平、提高搅拌桶焊接效率的搅拌桶球冠焊接产线。
[0006]
上述目的是通过如下技术方案实现:一种搅拌桶球冠焊接产线,包括封头缓存工位、法兰缓存工位、锥板缓存工位、筋板缓存工位、法兰封头点焊工位、法兰满焊工位、筋板满焊工位、锥板球冠点焊工位、锥板满焊工位以及出料工位,所述封头缓存工位和法兰缓存工位与所述法兰封头点焊工位通过柔性起重机构实现工件流转,所述筋板缓存工位与所述筋板满焊工位通过筋板抓取机构实现工件流转,所述锥板缓存工位与所述锥板球冠点焊工位通过柔性起重机构实现工件流转,所述法兰封头点焊工位、法兰满焊工位、筋板满焊工位、锥板球冠点焊工、锥板满焊工位和出料工位之间通过搬运机构实现工件流转,所述法兰满焊工位、筋板满焊工位和锥板满焊工位分别设有用于焊接的法兰满焊机构、筋板满焊机构和锥板满焊机构。
[0007]
本实用新型的搅拌桶球冠焊接产线用于水泥搅拌桶球冠焊接,具体应用过程中,柔性起重机构将法兰和封头分别从法兰缓存工位封头缓存工位输运至法兰封头点焊工位,点焊将法兰和封头固定好;搬运机构将已进行点焊的工件搬运至法兰满焊工位,法兰满焊机构对上述工件的环缝进行满焊;搬运机构将已进行法兰满焊的工件搬运至筋板满焊工位,筋板抓取机构从筋板缓存工位中抓取筋板至筋板满焊工位,筋板满焊机构对筋板的进行满焊,将筋板焊接在已进行法兰满焊的工件上;运机构将已进行筋板满焊的工件搬运至锥板球冠点焊工位,柔性起重机构将锥板从锥板缓存工位输运至锥板球冠点焊工位,点焊将锥板固定在已进行筋板满焊的工件上;搬运机构将已进行锥板球冠点焊的工件搬运至锥板满焊工位,锥板满焊机构对锥板的环缝进行满焊完成搅拌桶球冠的焊接;搬运机器人将搅拌桶球冠搬运至出料工位进行出料。
[0008]
进一步的技术方案是,所述法兰封头点焊工位和锥板球冠点焊工位分别设有移动
平台,所述搬运机构设有搬运点,所述移动平台用于将法兰封头点焊工位或锥板球冠点焊工位的工件输送至所述搬运点,所述搬运机构在所述搬运点将工件搬运至其他工位。如此设置,移动平台将法兰与封头点焊好的球冠运送至搬运点,搬运机构根据指令自动将球冠搬运至法兰满焊工位;锥板点焊好后,锥板点焊区的移动平台移送至搬运点,搬运机构将球冠搬运至锥板满焊工位。
[0009]
进一步的技术方案是,所述搅拌桶球冠焊接产线还包括用于缓存法兰封头满焊后的工件的第一缓存工位,所述法兰满焊工位、筋板满焊工位与第一缓存工位通过搬运机构实现工件流转。如此设置,当筋板满焊工位有工件正在进行焊接时,搬运机构先将已进行法兰满焊的工件搬运至第一缓存工位,待筋板满焊工位完成在先的焊接工作后,搬运机构将已进行法兰满焊的工件从第一缓存工位搬运至筋板满焊工位进行焊接工作。
[0010]
进一步的技术方案是,所述搅拌桶球冠焊接产线还包括用于缓存锥板球冠点焊后的工件的第二缓存工位,所述锥板球冠点焊工位、锥板满焊工位与第二缓存工位通过搬运机构实现工件流转。如此,当锥板满焊工位有工件正在进行焊接时,搬运机构先将已进行锥板球冠点焊的工件搬运至第二缓存工位,待锥板满焊工位完成在先的焊接工作后,搬运机构将已进行锥板球冠点焊的工件从第二缓存工位搬运至锥板满焊工位进行焊接工作。
[0011]
进一步的技术方案是,所述搬运机构包括行走轨道和行走件,所述行走件可沿所述行走轨道行走,所述行走件上固定设有搬运机器人。
[0012]
进一步的技术方案是,所述筋板缓存工位、筋板满焊工位和球冠出料工位设置在所述行走轨道的一侧,所述法兰封头点焊工位、法兰满焊工位和锥板满焊工位设置在所述行走轨道的另一侧。
[0013]
进一步的技术方案是,柔性起重机构设置在所述行走轨道的一端,所述柔性起重机构包括起重支架,所述起重支架上设有行走架,所述行走架上设有起重件,所述封头缓存工位、法兰缓存工位和锥板缓存工位设置在行走架所覆盖的区域内。
[0014]
相比于现有技术,本实用新型可实现球冠从零散工件到整体的自动翻边、自动组焊、满焊、自动搬运的全过程,人工只需辅助点焊工作,一个人可同时操作若干个工位,在解放劳动力的基础上可大大提升焊接车间的自动化水平,提高搅拌桶焊接效率,保护工人身体健康及提升焊接车间智能化程度。
附图说明
[0015]
构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
[0016]
图1本实用新型一种实施方式下所涉及的搅拌桶球冠焊接产线的平面布置示意图。
[0017]
图中:
[0018]
1封头缓存工位
ꢀꢀꢀꢀꢀꢀ
2法兰缓存工位
ꢀꢀꢀ
3柔性起重机构
ꢀꢀꢀꢀ
4锥板缓存工位
[0019]
5锥板球冠点焊工位
ꢀꢀ
6第一缓存工位
ꢀꢀꢀ
7筋板缓存工位
ꢀꢀꢀꢀ
8筋板抓取机构
[0020]
9筋板满焊工位
ꢀꢀꢀꢀꢀꢀ
10筋板满焊机构
ꢀꢀ
11球冠出料工位
ꢀꢀꢀ
12锥板满焊机构
[0021]
13锥板满焊工位
ꢀꢀꢀꢀꢀ
14搬运机构
ꢀꢀꢀꢀꢀꢀ
15法兰满焊机构
ꢀꢀꢀ
16法兰满焊工位
[0022]
17第二缓存工位
ꢀꢀꢀꢀꢀ
18法兰封头点焊工位
具体实施方式
[0023]
下面结合附图对本实用新型进行详细描述,本部分的描述仅是示范性和解释性,不应对本实用新型的保护范围有任何的限制作用。此外,本领域技术人员根据本文件的描述,可以对本文件中实施例中以及不同实施例中的特征进行相应组合。
[0024]
本实用新型实施例如下,参照图1,一种搅拌桶球冠焊接产线,包括封头缓存工位1、法兰缓存工位2、锥板缓存工位4、筋板缓存工位7、法兰封头点焊工位18、法兰满焊工位16、筋板满焊工位9、锥板球冠点焊工位5、锥板满焊工位13以及出料工位,所述封头缓存工位1和法兰缓存工位2与所述法兰封头点焊工位18通过柔性起重机构3实现工件流转,所述筋板缓存工位7与所述筋板满焊工位9通过筋板抓取机构8实现工件流转,所述锥板缓存工位4与所述锥板球冠点焊工位5通过柔性起重机构3实现工件流转,所述法兰封头点焊工位18、法兰满焊工位16、筋板满焊工位9、锥板球冠点焊工、锥板满焊工位13和出料工位之间通过搬运机构14实现工件流转,所述法兰满焊工位16、筋板满焊工位9和锥板满焊工位13分别设有用于焊接的法兰满焊机构15、筋板满焊机构10和锥板满焊机构12。
[0025]
本实用新型的搅拌桶球冠焊接产线用于水泥搅拌桶球冠焊接,具体应用过程中,柔性起重机构3将法兰和封头分别从法兰缓存工位2封头缓存工位1输运至法兰封头点焊工位18,点焊将法兰和封头固定好;搬运机构14将已进行点焊的工件搬运至法兰满焊工位16,法兰满焊机构15对上述工件的环缝进行满焊;搬运机构14将已进行法兰满焊的工件搬运至筋板满焊工位9,筋板抓取机构8从筋板缓存工位7中抓取筋板至筋板满焊工位9,筋板满焊机构10对筋板的进行满焊,将筋板焊接在已进行法兰满焊的工件上;运机构将已进行筋板满焊的工件搬运至锥板球冠点焊工位5,柔性起重机构3将锥板从锥板缓存工位4输运至锥板球冠点焊工位5,点焊将锥板固定在已进行筋板满焊的工件上;搬运机构14将已进行锥板球冠点焊的工件搬运至锥板满焊工位13,锥板满焊机构12对锥板的环缝进行满焊完成搅拌桶球冠的焊接;搬运机器人将搅拌桶球冠搬运至出料工位进行出料。
[0026]
在上述实施例的基础上,本实用新型另一实施例中,如图1,所述法兰封头点焊工位18和锥板球冠点焊工位5分别设有移动平台,所述搬运机构14设有搬运点,所述移动平台用于将法兰封头点焊工位18或锥板球冠点焊工位5的工件输送至所述搬运点,所述搬运机构14在所述搬运点将工件搬运至其他工位。如此设置,移动平台将法兰与封头点焊好的球冠运送至搬运点,搬运机构14根据指令自动将球冠搬运至法兰满焊工位16;锥板点焊好后,锥板点焊区的移动平台移送至搬运点,搬运机构14将球冠搬运至锥板满焊工位13。
[0027]
在上述实施例的基础上,本实用新型另一实施例中,如图1,所述搅拌桶球冠焊接产线还包括用于缓存法兰封头满焊后的工件的第一缓存工位6,所述法兰满焊工位16、筋板满焊工位9与第一缓存工位6通过搬运机构14实现工件流转。如此设置,当筋板满焊工位9有工件正在进行焊接时,搬运机构14先将已进行法兰满焊的工件搬运至第一缓存工位6,待筋板满焊工位9完成在先的焊接工作后,搬运机构14将已进行法兰满焊的工件从第一缓存工位6搬运至筋板满焊工位9进行焊接工作。
[0028]
在上述实施例的基础上,本实用新型另一实施例中,如图1,所述搅拌桶球冠焊接产线还包括用于缓存锥板球冠点焊后的工件的第二缓存工位17,所述锥板球冠点焊工位5、锥板满焊工位13与第二缓存工位17通过搬运机构14实现工件流转。如此,当锥板满焊工位13有工件正在进行焊接时,搬运机构14先将已进行锥板球冠点焊的工件搬运至第二缓存工
位17,待锥板满焊工位13完成在先的焊接工作后,搬运机构14将已进行锥板球冠点焊的工件从第二缓存工位17搬运至锥板满焊工位13进行焊接工作。
[0029]
在上述实施例的基础上,本实用新型另一实施例中,如图1,所述搬运机构14包括行走轨道和行走件,所述行走件可沿所述行走轨道行走,所述行走件上固定设有搬运机器人。
[0030]
在上述实施例的基础上,本实用新型另一实施例中,如图1,所述筋板缓存工位7、筋板满焊工位9和球冠出料工位11设置在所述行走轨道的一侧,所述法兰封头点焊工位18、法兰满焊工位16和锥板满焊工位13设置在所述行走轨道的另一侧。
[0031]
在上述实施例的基础上,本实用新型另一实施例中,如图1,柔性起重机构3设置在所述行走轨道的一端,所述柔性起重机构3包括起重支架,所述起重支架上设有行走架,所述行走架上设有起重件,所述封头缓存工位1、法兰缓存工位2和锥板缓存工位4设置在行走架所覆盖的区域内。
[0032]
本实用新型还提供一种搅拌桶球冠的焊接方法,采用上述任一所述的搅拌桶球冠焊接产线进行焊接,包括如下步骤:
[0033]
(1)柔性起重机构3将法兰和封头分别从法兰缓存工位2封头缓存工位1输运至法兰封头点焊工位18,点焊将法兰和封头固定好;
[0034]
(2)搬运机构14将步骤(1)中已进行点焊的工件搬运至法兰满焊工位16,法兰满焊机构15对上述工件的环缝进行满焊;
[0035]
(3)搬运机构14将步骤(2)中已进行法兰满焊的工件搬运至筋板满焊工位9,筋板抓取机构8从筋板缓存工位7中抓取筋板至筋板满焊工位9,筋板满焊机构10对筋板的进行满焊,将筋板焊接在已进行法兰满焊的工件上;
[0036]
(4)搬运机构14将步骤(3)中已进行筋板满焊的工件搬运至锥板球冠点焊工位5,柔性起重机构3将锥板从锥板缓存工位4输运至锥板球冠点焊工位5,点焊将锥板固定在已进行筋板满焊的工件上;
[0037]
(5)搬运机构14将步骤(4)中已进行锥板球冠点焊的工件搬运至锥板满焊工位13,锥板满焊机构12对锥板的环缝进行满焊完成搅拌桶球冠的焊接;
[0038]
(6)搬运机器人将步骤(5)中的搅拌桶球冠搬运至出料工位进行出料。
[0039]
所述步骤(3)中以及步骤(5)中,当筋板满焊工位9或锥板满焊工位13有工件正在进行焊接时,搬运机构14先将已进行法兰满焊的工件或已进行锥板球冠点焊的工件搬运至第一缓存工位6或第二缓存工位17,待筋板满焊工位9或锥板满焊工位13完成在先的焊接工作后,搬运机构14将已进行法兰满焊的工件或已进行锥板球冠点焊的工件从第一缓存工位6或第二缓存工位17搬运至筋板满焊工位9或锥板满焊工位13进行焊接工作。
[0040]
所述步骤(1)先将法兰输送至法兰封头点焊工位18,法兰封头点焊工位18设有用于固定法兰的三爪卡盘,法兰封头点焊工位18的法兰底部被三爪卡盘加紧固定后,再从封头缓存工位1将封头调运至法兰封头点焊工位18的法兰上,人工点焊将两者进行固定。
[0041]
对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips