
 商标分类
商标分类  商标转让
商标转让 
一种转子外径同轴度在线整形设备的制作方法
 2021-01-29 16:01:55|
2021-01-29 16:01:55| 233|
233| 起点商标网
起点商标网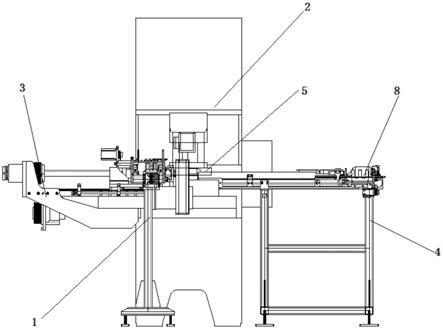
一种转子外径同轴度在线整形设备
【技术领域】
[0001]
本实用新型涉及一种转子整形设备技术领域,具体是指一种转子外径同轴度在线整形设备。
背景技术:
[0002]
转子整形设备是转子加工中的主要加工设备,能够保证转子的同轴度,现有的技术中,通过人工使用相应的检测装置来检测转子的同轴度,然后对转子的同轴度进行整形,然而使用这样的加工方式,会增加工人的劳动强度,需要多人同时进行检测,从而增加了生产的成本,而且采用这种加工方式需要使用人工上料,进而采用人工上料会对存在安全性的问题,人工容易疲劳,上料的效率低。
[0003]
如公开号为cn205986532u公开了一种转子整形机中记载了一种转子整形机,它包括包括机体及设置在机体顶部的变轨步进装置、导料轨道及整形装置,所述导料轨道水平设置在机体上,且整形装置位于导料轨道正上方,所述变轨步进装置位于导料轨道右侧的机体上实现了采用了流水式结构设计,使得转子整形工艺由设备自动完成,有效地提高了加工效率,但该整形机是适用于单个加工的步骤中,但该整形机是适用于单个加工,并且只是单纯对转子进行单面的冲压,但是这种方式的整形效果不好,同轴度不能达到要求,整形的效果差,效率低,从而对产品的质量有很大的隐患。为此,提出一种转子外径同轴度在线整形设备。
技术实现要素:
[0004]
本实用新型的目的是为了解决以上问题而提出一种转子外径同轴度在线整形设备。
[0005]
为了达到上述目的,本实用新型提供了如下技术方案:一种转子外径同轴度在线整形设备,包括对转子高速冲压整形的高速冲床安装在高速冲床上的模架;其特征还包括上料装置、安装在冲床上的推料装置和与推料装置相连接的送料装置以及安装在送料装置上的转子转向机构。
[0006]
作为优选,所述上料装置包括支架、安装在支架上的料道、激光机和安装在料道上的调节装置和阻挡气缸;所述支架上安装有绝缘板、若干个固定板和角度板;所述激光机通过绝缘板安装在支架上;所述固定板和角度板上均安装有固定端轴;所述固定端轴上安装有转轴固定夹;所述料道通过转轴固定夹固定在支架上;所述料道上安装有固定侧板和阻挡气缸固定板;所述阻挡气缸通过阻挡气缸固定板固定在料道上。
[0007]
作为优选,所述调节装置包括固定架和安装在固定架上的侧板定位柱;所述侧板定位柱上安装有调节侧板;所述支架上还安装有托架气缸固定板;所述托架气缸固定板上安装有托架气缸;所述托架气缸上安装有托架;所述阻挡气缸包括第一阻挡气缸和第二阻挡气缸;所述第一阻挡气缸和第二阻挡气缸上分别安装有第一阻挡杆和第二阻挡杆。
[0008]
作为优选,所述推料装置包括固定底板和安装在固定底板上的伺服电机;所述固
定底板上安装有导轨、加强板、旋转机构安装板和伺服电机固定板;所述导轨上安装有滑块;所述滑块上安装有移动板;所述移动板上安装有丝杠固定板;所述旋转机构安装板上安装有旋转套;所述旋转套上安装有丝杠;所述丝杠另一端与丝杠固定板固定连接;所述伺服电机通过伺服电机固定板固定安装在固定底板上;所述伺服电机与旋转套之间通过同步带传动相连接。
[0009]
作为优选,所述移动板上还安装有校直移动上板;所述校直移动上板上安装有校直转动套和步进电机安装板;所述步进电机安装板上安装有步进电机;所述校直转动套上安装有转动轴;所述步进电机与转动轴之间也通过同步带传动相连接;所述转动轴上安装有直线规拧紧螺帽和校直直线棒;所述固定底板上还安装有顶板安装座。
[0010]
作为优选,所述顶板安装座上安装有顶板、滑板底座和感应开关;所述滑板底座上安装有滑板;所述顶板上安装有抽板、抽板盖板和气缸;所述抽板上安装有顶块;所述顶块与气缸相固定连接。
[0011]
作为优选,所述模架包括上模架和下模架;所述上模架上安装有模具上垫板;所述模具上垫板上安装有上模;所述下模架上安装有模具下垫板;所述模具下垫板上安装有下模。
[0012]
作为优选,所述上料装置包括输送线支架和安装在输送线支架上的电机;所述输送线支架上安装有输送线固定板;所述输送线固定板上安装有输送线侧板;所述输送线侧板上安装有输送线头板;所述输送线头板上安装有电机;所述电机通过输送线头板固定在输送线支架上;所述电机上安装有输送带;所述输送线侧板上安装有挡销气缸固定板;所述挡销气缸固定板上安装有挡销气缸;所述挡销气缸上安装有转子固定块。
[0013]
作为优选,所述转子转向机构包括转向固定座、安装在转向固定座上的转向电机、转向滚轮和转向固定气缸;所述转向电机与转向滚轮之间通过同步带带传动相连接;所述转向固定座上还安装有转向挡块;所述送料装置上还安装有推料气缸和感应器。
[0014]
本实用新型的有益效果:该同轴度在线整形设备,能够自动上料,能够自动化对转子同轴度进行整形,整形完并进行送料,从而降低工人的劳动强度,提高工作效率和转子的同轴度要求。
【附图说明】
[0015]
图1是本实用新型的结构示意图。
[0016]
图2是本实用新型上料装置的结构示意图。
[0017]
图3是本实用新型上料装置局部结构示意图。
[0018]
图4是本实用新型推料装置的结构示意图。
[0019]
图5是本实用新型推料装置的局部示意图。
[0020]
图6是本实用新型推料装置的局部示意图。
[0021]
图7是本实用新型推料装置的局部示意图。
[0022]
图8是本实用新型模架的机构示意图。
[0023]
图9是本实用新型上料装置的结构示意图。
[0024]
图10是本实用新型转子转向机构的机构示意图。
[0025]
图例说明:1上料装置;101支架;102料道;103激光机;104调节装置;10401固定架;
10402侧板定位柱;10403调节侧板;105绝缘板;106固定板;107角度板;108固定端轴;109转轴固定夹;110固定侧板;111阻挡气缸固定板;112托架气缸固定板;113托架气缸;114托架;115第一阻挡气缸;116第二阻挡气缸;117第一阻挡杆;118第二阻挡杆;2冲床;3推料装置;301固定底板;302伺服电机;303导轨;304加强板;305旋转机构安装板;306伺服电机固定板;307滑块;308移动板;309丝杠固定板;310旋转套;311丝杠;312校直移动上板;313校直转动套;314步进电机安装板;315步进电机;316转动轴;317直线规拧紧螺帽;318直线棒;319顶板安装座;320顶板;321滑板底座;322感应开关;323滑板;324抽板;325抽板盖板;326气缸;327顶块;4送料装置;401输送线支架;402电机电机;403输送线固定板;404输送线侧板;405输送线头板;406输送带;407挡销气缸固定板;408挡销气缸;409转子固定块;5模架;501上模架;502下模架;503模具上垫板;504上模;505模具下垫板;506下模;8转子转向机构;801转向固定座;802转向电机;803转向滚轮;804转向固定气缸;805转向挡块;806推料气缸;807感应器。
具体实施方式
[0026]
下面我们结合附图对本实用新型所述的一种转子外径同轴度在线整形设备做进一步的说明。
[0027]
参阅附图1中所示,本实施例中一种转子外径同轴度在线整形设备,包括对转子高速冲压整形的高速冲床2安装在高速冲床上的模架5;其特征还包括上料装置1、安装在冲床2上的推料装置3和与推料装置3相连接的送料装置4以及安装在送料装置上的转子转向机构8;通过设置上料装置1、冲床2、推料装置3和送料装置4,从而可以自动化的进行上料、整形和送料形成一条自动化生产线,进行自动化生产,降低人工的劳动强度,提高生产效率,提高同轴度。
[0028]
参阅附图2中所示,所述上料装置1包括支架101、安装在支架101上的料道102、激光机103和安装在料道102上的调节装置104和阻挡气缸;所述支架101上安装有绝缘板105、若干个固定板106和角度板107;所述激光机103通过绝缘板105安装在支架101上;所述固定板106和角度板107上均安装有固定端轴108;所述固定端轴108上安装有转轴固定夹109;所述料道102通过转轴固定夹109固定在支架101上;所述料道102上安装有固定侧板110和阻挡气缸固定板111;所述阻挡气缸通过阻挡气缸固定板111固定在料道102上;通过在支架101上安装角度板107,角度板107上安装固定端轴108,固定端轴108上安装转轴固定夹109,从而可以根据相应的需求对料道102设置不同的角度进行上料。
[0029]
参阅附图3中所示,所述调节装置104包括固定架10401和安装在固定架10401上的侧板定位柱10402;所述侧板定位柱10402上安装有调节侧板10403;所述支架101上还安装有托架气缸固定板112;所述托架气缸固定板112上安装有托架气缸113;所述托架气缸113上安装有托架114;所述阻挡气缸包括第一阻挡气缸115和第二阻挡气缸116;所述第一阻挡气缸115和第二阻挡气缸116上分别安装有第一阻挡杆117和第二阻挡杆118;通过设置调节装置104,使用固定架10401和侧板固定柱10402对调节侧板10403根据转子的大小进行调节,从而增大了使用的范围;通过设置第一阻挡气缸115和第二阻挡气缸116,第一阻挡气缸115和第二阻挡气缸116上分别安装有第一阻挡杆117和第二阻挡杆118,从而可以使转子有序的向推料装置中进行输送,提高生产效率。
[0030]
参阅附图4中所示,所述推料装置3包括固定底板301和安装在固定底板301上的伺服电机302;所述固定底板301上安装有导轨303、加强板304、旋转机构安装板305和伺服电机固定板306;所述导轨303上安装有滑块307;所述滑块307上安装有移动板308;所述移动板308上安装有丝杠固定板309;所述旋转机构安装板305上安装有旋转套310;所述旋转套310上安装有丝杠311;所述丝杠311另一端与丝杠固定板309固定连接;所述伺服电机302通过伺服电机固定板306固定安装在固定底板301上;所述伺服电机302与旋转套310之间通过同步带传动相连接;通过伺服电机302经过同步带传动带动丝杆311进行转动,丝杆311带动丝杠固定板309带动移动板308沿导轨303进行滑动,为冲床2输送转子,从而可以提高生产效率。
[0031]
参阅附图5中所示,所述移动板308上还安装有校直移动上板312;所述校直移动上板312上安装有校直转动套313和步进电机安装板314;所述步进电机安装板314上安装有步进电机315;所述校直转动套313上安装有转动轴316;所述步进电机315与转动轴316之间也通过同步带传动相连接;所述转动轴316上安装有直线规拧紧螺帽317和直线棒318;所述固定底板301上还安装有顶板安装座319;通过步进电机315使用同步带带传动带动转动轴316进行运动,转动轴316带动直线棒318进行运动,在冲床2对转子进行整形时,步进电机315能同时带动转动轴316和直线棒318进行转动,直线棒318带动转子进行转动,从而使转子的同轴度更加的标准,整形的效果更好。
[0032]
参阅附图6、7中所示,所述顶板安装座319上安装有顶板320、滑板底座321和感应开关322;所述滑板底座321上安装有滑板323;所述顶板320上安装有抽板324、抽板盖板325和气缸326;所述抽板324上安装有顶块327;所述抽板324与气缸326相固定连接;通过气缸326带动抽板324进行运动,抽板324带动安装在抽板324上的顶块327进行运动,在直线棒318往回运动时,顶块327能够防止转子跟随直线棒318往回运动,起到挡料的效果。
[0033]
参阅附图8中所示,所述模架5包括上模架501和下模架502;所述上模架501上安装有模具上垫板503;所述模具上垫板503上安装有上模504;所述下模架502上安装有模具下垫板505;所述模具下垫板505上安装有下模506;通过在上模架501上安装模具上垫块503和上模504,下模架502上安装模具下垫块505和下模506,使用上模504与下模506进行合模来对转子进行整形,代替人工进行,降低了工人的劳动强度,提高了生产效率。
[0034]
参阅附图9中所示,所述上料装置4包括输送线支架401和安装在输送线支架401上的电机402;所述输送线支架401上安装有输送线固定板403;所述输送线固定板403上安装有输送线侧板404;所述输送线侧板404上安装有输送线头板405;所述输送线头板405上安装有电机402;所述电机402通过输送线头板405固定在输送线支架401上;所述电机402上安装有输送带406;所述输送线侧板404上安装有挡销气缸固定板407;所述挡销气缸固定板407上安装有挡销气缸408;所述挡销气缸408上安装有转子固定块409;通过在输送线侧板404上安装挡销气缸固定板407,挡销气缸固定板407上安装挡销气缸408,挡销气缸408上安装转子固定块409,从而可以防止转子在输送带406上进行叠加,在机械手拿取使转子带动另一个转子掉落在地面上,实现有序的进行输送,方便机械手进行拿取。
[0035]
参阅附图10所示,所述转子转向机构8包括转向固定座801、安装在转向固定座801上的转向电机802、转向滚轮803和转向固定气缸804;所述转向电机802与转向滚轮803之间通过同步带带传动相连接;所述转向固定座801上还安装有转向挡块805;所述送料装置4上
还安装有推料气缸806和感应器807;通过转向电机802使用同步带带传动带动转向滚轮803进行转动,感应器807感应转子转动的角度,从而可以是经过转动的转子的平衡块方向与机床上安装的方向一致,便于安装,提高生产效率;通过在转向固定座801上安装转向挡块805;从而可以防止转子在跟随转向滚轮803转动时掉落在地面上;通过在转向固定座801上安装转向固定气缸804,从而可以当转子随着转向滚轮803转动至正常的方向时对转子进行固定,防止转子进行转动或移动。
[0036]
本实用新型的工作过程,转子经激光机103打码完成后通过机械手或其他输送机构将转子输送至托架114上,托架气缸113带动托架114向下运动,当托架114低于料道102时,转子向下进行滚动,并同时第二阻挡气缸116带动第二阻挡杆118向上运动阻挡转子,后续的转子滚动下来时,第一阻挡气缸115带动第一阻挡杆117向上运动阻挡后续滚动下来的转子,然后第二阻挡气缸116带动第二阻挡杆118向下运动,转子滚向推料装置3中,第一组阻挡气缸115带动第一阻挡杆117向下运动,当滚过一个转子时,第一阻挡气缸115和第二阻挡气缸6分别带动第一阻挡杆117和第二阻挡杆118向上运动,依次向推料装置中3输送转子;
[0037]
转子滚动至推料装置3的滑板323上后,plc控制器8控制伺服电机302进行转动,伺服电机302通过同步带传动带动丝杆311进行转动,丝杆311通过丝杆固定板309带动移动板308和安装在移动板308上的步进电机315、转动轴316和安装在转动轴316上的直线棒318沿导轨303向前运动,直线棒318推动转子向前运动直至模架5上的下模506上,然后plc控制器8控制步进电机315进行转动,步进电机315通过同步带传动带动转动轴316进行运动,转动轴316带动直线棒318进行转动,直线棒318带动转子进行转动,同时plc控制器8控制冲床2进行运动,冲床2带动上模架501和安装在上模架501上的模具上垫块503、下模架502和下模架502进行合模一次,步进电机通过直线棒318带动转子转动相应的角度,对转子的同轴度进行整形,整形完成后,plc控制器8控制气缸326带动抽板324向前运动,抽板324带动顶块327向前运动固定直线棒318,plc控制器控制伺服电机302进行转动,带动直线棒318向后运动时,顶块327挡住转子防止转子随着直线棒318一起往运动,然后从上料装置1中的第一阻挡气缸115带动第一阻挡杆117向下运动,转子从料道102上滚落至滑板323上,然后伺服电机302带动直线棒318向前运动,将转子推动至下模506上,需要整形的转子将在下模306上整形好的转子经过新需要整形的转子推动至送料转子4中;
[0038]
整形完成的转子被推动到上料装置4的输送带406上,plc控制器8控制电机402进行转动,电机402带动输送带406进行运动,输送带406带动转子向前运动,再通过机械手将转子拿取到下一工序中进行加工,当输送前端的转子还没有被机械收拿取时,plc控制器8控制挡销气缸408进行运动,挡销气缸408带动转子固定板409向前运动固定在输送带406上的转子,输送带406前端的转子通过推料气缸806将转到推动至转向滚轮803上,然后转向电机802通过同步带带传动带动转向滚轮803进行转动,通过感应器807感应转子旋转的方向,转子转动至正确方向时,转向电机802停止转动,转向固定气缸804将转子进行固定,通过机械手将转子拿取至下一工序中进行加工。
[0039]
上述实施例是对本实用新型的说明,不是对本实用新型的限定,任何对本实用新型简单变换后的方案均属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips