
 商标分类
商标分类  商标转让
商标转让 
一种5G大型压铸件的焊接工艺的制作方法
 2021-01-29 16:01:38|
2021-01-29 16:01:38| 294|
294| 起点商标网
起点商标网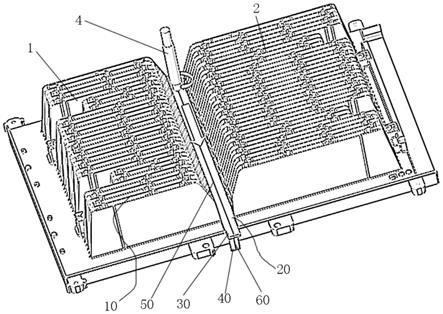
一种5g大型压铸件的焊接工艺
技术领域
[0001]
本发明涉及大型压铸件制作的技术领域,具体为一种5g大型压铸件的焊接工艺。
背景技术:
[0002]
伴随着5g的高速发展,5g设备的应用度越来越高,5g的基站所对应的设备较大,现有的5g大型压铸件由于体积大、其需要用到4000t以上的压铸机进行压铸制造,其使得制造成本高,且由于压铸机体积和面积较大,其制造时的缺陷相对较多,后期需要修整时间较多,进而使得单个压铸件的制作周期长、制作效率低下。
技术实现要素:
[0003]
针对上述问题,本发明提供了一种5g大型压铸件的焊接工艺,其将原先整体的产品分隔成为两部分铸件,之后将两部分铸件焊接形成整体,其使得单部分铸件的制造精度高,两部分铸件之间的焊接稳固可靠,降低了制作成本、提高了制作效率。
[0004]
一种5g大型压铸件的焊接工艺,其特征在于:其包括通过设计分隔形成的两部分铸件,每部分铸件上设置有对应的翅片区域,每部分的铸件的相向拼接端相对于宽度方向预留有侧凸焊接区域,侧凸焊接区域的用于形成工作腔的下表面的两侧位置的下表面同时预留有下凸辅助焊接部分,两部分铸件的相向拼接端的相向面拼接,通过搅拌摩擦焊对拼接缝的相对上表面进行焊接连接,之后切除外凸于整体铸件宽度方向的侧凸焊接区域,翻转整体铸件结构,分别通过搅拌摩擦焊焊接侧凸焊接区域的对应侧的两侧的侧拼缝,之后再次切除下凸辅助焊接部分,然后再通过搅拌摩擦焊对工作腔的拼接缝的下表面进行焊接,最后在拼接缝的未焊透的焊缝区域通过超音速冷喷涂进行密封、形成致密涂层。
[0005]
其进一步特征在于:搅拌摩擦焊进行过程中,外部的辅助夹具将两部的铸件朝向拼接缝稳定夹持、使得拼接缝的接触面间产生压力,搅拌摩擦焊进行过程中高速旋转的焊具与铸件的对应区域上表面摩擦产生热量,使得拼接缝上表面的对应铸件区域的材料局部融化,焊具沿着拼接缝行进过程中,局部融化的材料厚度方向渗透,使得熔化材料在沿着连接缝的区域厚度方向上形成致密的固相焊缝;
[0006]
拼接缝的未焊透焊缝区域表面通过超音速冷喷涂进行密封具体为:在常温下或较低的温度下,由超音速气、固两相气流将涂层粉未击射到拼接缝的对应未焊透的焊缝表面区域形成质密涂层,确保两部分铸件连接紧密可靠;
[0007]
所述两部分铸件分别通过1650t和2500t压铸机压铸,分别压铸的两部分铸件的压铸制造精度高、降低了制作成本;
[0008]
所述超音速冷喷涂进行时,预先对拼接缝的未焊透的焊缝区域的表面进行喷砂处理、除去可见残留物,之后在表面上喷焊接干燥的压缩空气,以移除剩余的粉尘/残留物,之后通过喷枪对需要喷涂的表面超音速喷涂致密涂层;
[0009]
所述喷砂处理过程中的磨料为白色棕刚玉磨料,所述喷涂工艺的物料为冷焊铝粉,所述冷焊铝粉的粒径范围为15μm~45μm;
[0010]
在喷枪进行表面超音速喷涂过程中,压缩空气的工作压力为0.5mpa~0.8mpa,压缩空气的工作温度为300℃~400℃,空气消耗量为0.3m
3
/min~0.5m
3
/min,送粉速率为6g/min~50g/min,喷嘴出口与基材表面的距离为5mm~15mm,喷嘴轴线与基材之间的角度为90
°±
10
°
;
[0011]
在基材表面喷涂的压缩空气具体为干燥的热压缩空气,其同时用于基材的预热,用于改善喷焊接粉末与工件之间的粘结度,且有助于蒸发工件的水分和冷凝物;
[0012]
大型压铸件的材质具体为高导热铝硅合金;
[0013]
通过搅拌摩擦焊对拼接缝的相对上表面进行焊接连接的焊缝厚度为7.6mm,完全焊透;
[0014]
通过搅拌摩擦焊对摩擦焊焊接侧凸焊接区域的对应侧的两侧的侧拼缝、焊缝厚度为5mm、未焊透,进而后续需要超音速冷喷涂后续保留的焊缝区域表面;
[0015]
搅拌摩擦焊对工作腔的拼接缝的下表面进行焊接的焊缝厚度为7.6mm,未焊透。
[0016]
采用本发明后,将原先大型压铸件分为两部分相对体积较小的压铸件分别制作成型,在铸造时预留了焊接凸起余量,通过搅拌摩擦焊将拼接缝的对应区域焊接连接、并去除多余凸起,最后再没有焊透的焊缝表面通过超音速冷喷涂进行密封、形成致密涂层,其将原先整体的产品分隔成为两部分铸件,之后将两部分铸件焊接形成整体,其使得单部分铸件的制造精度高,两部分铸件之间的焊接稳固可靠,降低了制作成本、提高了制作效率。
附图说明
[0017]
图1为本发明的两部分铸件拼合形成一个大型铸件的示意图一;
[0018]
图2为本发明的两部分铸件拼合形成一个大型铸件的示意图二;
[0019]
图中序号所对应的名称如下:
[0020]
第一铸件1、第二铸件2、工作腔3、焊具4、翅片区域10、相向拼接端20、侧凸焊接区域30、下凸辅助焊接部分40、拼接缝50、侧拼缝60。
具体实施方式
[0021]
一种5g大型压铸件的焊接工艺,见图1、图2:其包括通过设计分隔形成的两部分铸件,每部分铸件上设置有对应的翅片区域10,每部分的铸件的相向拼接端20相对于宽度方向预留有侧凸焊接区域30,侧凸焊接区域30的用于形成工作腔的下表面的两侧位置的下表面同时预留有下凸辅助焊接部分40,两部分铸件的相向拼接端20的相向面拼接,通过搅拌摩擦焊对拼接缝50的相对上表面进行焊接连接,之后切除外凸于整体铸件宽度方向的侧凸焊接区域30,翻转整体铸件结构,分别通过搅拌摩擦焊焊接侧凸焊接区域30的对应侧的两侧的侧拼缝60,之后再次切除下凸辅助焊接部分40,然后再通过搅拌摩擦焊对工作腔的拼接缝50的下表面进行焊接,最后在拼接缝50的未焊透的焊缝区域通过超音速冷喷涂进行密封、形成致密涂层。
[0022]
搅拌摩擦焊进行过程中,外部的辅助夹具将两部的铸件朝向拼接缝稳定夹持、使得拼接缝的接触面间产生压力,搅拌摩擦焊进行过程中高速旋转的焊具与铸件的对应区域上表面摩擦产生热量,使得拼接缝上表面的对应铸件区域的材料局部融化,焊具沿着拼接缝行进过程中,局部融化的材料厚度方向渗透,使得熔化材料在沿着连接缝的区域厚度方
向上形成致密的固相焊缝;
[0023]
拼接缝50的未焊透焊缝区域表面通过超音速冷喷涂进行密封具体为:在常温下或较低的温度下,由超音速气、固两相气流将涂层粉未击射到拼接缝50的对应未焊透的焊缝表面区域形成质密涂层,确保两部分铸件连接紧密可靠;
[0024]
超音速冷喷涂进行时,预先对拼接缝的未焊透的焊缝区域的表面进行喷砂处理、除去可见残留物,之后在表面上喷焊接干燥的压缩空气,以移除剩余的粉尘/残留物,之后通过喷枪对需要喷涂的表面超音速喷涂致密涂层;
[0025]
喷砂处理过程中的磨料为白色棕刚玉磨料,喷涂工艺的物料为冷焊铝粉,冷焊铝粉的粒径范围为15μm~45μm;
[0026]
在喷枪进行表面超音速喷涂过程中,压缩空气的工作压力为0.5mpa~0.8mpa,压缩空气的工作温度为300℃~400℃,空气消耗量为0.3m
3
/min~0.5m
3
/min,送粉速率为6g/min~50g/min,喷嘴出口与基材表面的距离为5mm~15mm,喷嘴轴线与基材之间的角度为90
°±
10
°
;
[0027]
在基材表面喷涂的压缩空气具体为干燥的热压缩空气,其同时用于基材的预热,用于改善喷焊接粉末与工件之间的粘结度,且有助于蒸发工件的水分和冷凝物。
[0028]
具体实施例、见图1和图2,两部分铸件具体为第一铸件1、第二铸件2。第一铸件1通过1650t压铸机压铸、第二铸件2通过2500t压铸机压铸,分别压铸的两部分铸件的压铸制造精度高、降低了制作成本;
[0029]
第一铸件1、第二铸件2的材质具体为高导热铝硅合金;
[0030]
通过搅拌摩擦焊对拼接缝的相对上表面进行焊接连接的焊缝厚度为7.6mm,完全焊透;
[0031]
通过搅拌摩擦焊对摩擦焊焊接侧凸焊接区域30的对应侧的两侧的侧拼缝60、焊缝厚度为5mm、未焊透,进而后续需要超音速冷喷涂后续保留的焊缝区域表面;
[0032]
搅拌摩擦焊对工作腔3的拼接缝50的下表面进行焊接的焊缝厚度为7.6mm,未焊透;未焊透的焊缝区域通过超音速冷喷涂进行密封、形成致密涂层;
[0033]
搅拌摩擦焊中焊具4的转速为1000r/min、行进速度为250mm/min;
[0034]
喷砂处理过程中的磨料为白色棕刚玉磨料,喷涂工艺的物料为冷焊铝粉,冷焊铝粉的粒径范围为15μm~45μm;
[0035]
在喷枪进行表面超音速喷涂过程中,压缩空气的工作压力为0.6mpa,压缩空气的工作温度为350℃,空气消耗量为0.4m
3
/min,送粉速率为20g/min,喷嘴出口与基材表面的距离为10mm,喷嘴轴线与基材之间的角度为90
°±
10
°
。
[0036]
其工作原理如下:将原先大型压铸件分为两部分相对体积较小的压铸件分别制作成型,在铸造时预留了焊接凸起余量,通过搅拌摩擦焊将拼接缝的对应区域焊接连接、并去除多余凸起,最后再没有焊透的焊缝表面通过超音速冷喷涂进行密封、形成致密涂层,其将原先整体的产品分隔成为两部分铸件,之后将两部分铸件焊接形成整体,其使得单部分铸件的制造精度高,两部分铸件之间的焊接稳固可靠,降低了制作成本、提高了制作效率。
[0037]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权
利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0038]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips