
 商标分类
商标分类  商标转让
商标转让 
一种提高管嘴与筋板翻边孔焊合率的工装的制作方法
 2021-01-29 16:01:15|
2021-01-29 16:01:15| 296|
296| 起点商标网
起点商标网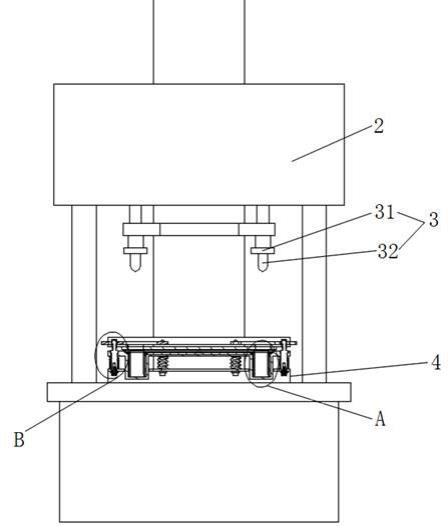
[0001]
本实用新型涉及一种提高管嘴与筋板翻边孔焊合率的工装,属于散热器制造技术领域。
背景技术:
[0002]
铝制油冷器、散热器正越来越多的应用真空钎焊技术进行制造,在这类产品上,大量出现管嘴与筋板翻边孔的配合焊接结构。目前,管嘴与筋板翻边孔通常采用铆接定位后进行钎焊的方法,该方法的具体步骤为:首先将管嘴插入筋板翻边孔内,将管嘴采用扩口铆接方式固定在筋板上;采用真空钎焊技术实现二者插接部位的焊接。此方法带来的问题是,翻边孔与管嘴外壁的焊接面间隙变得不均匀,越靠近翻边孔口部间隙越大,最大处间隙达到0.1以上,超出了真空钎焊所允许的最大间隙,造成靠近翻边孔口部处虚焊;并且管嘴扩口后,焊合面区域的高度只有1mm左右,焊接强度低,达不到产品使用要求。
技术实现要素:
[0003]
鉴于此,本实用新型的目的是提供了一种提高管嘴与筋板翻边孔焊合率的工装,可以克服现有技术的不足。
[0004]
本实用新型的目的是通过以下技术方案实现的:
[0005]
一种提高管嘴与筋板翻边孔焊合率的工装,包括压装机,在压装机的工作台面上设有焊接夹具,焊接夹具正上方设有与之相对的压装机构,所述压装机构与压装机的压装驱动机构相连接。
[0006]
前述压装机构包括压装头,在压装头底面中心设有与管嘴内孔适配的导向部。
[0007]
前述压装头为橡胶套,所述导向部嵌套在橡胶套内,在导向部顶端设有锥形导向头。
[0008]
前述焊接夹具它包括相对设置的下模和上模、下夹板和上夹板,所述下夹板和上夹板与igbt散热器相匹配,二者通过呈多组设置的弹性夹紧机构固连在下模和上模之间;并且在下夹板底面设有用于支撑住管嘴的支撑机构。
[0009]
在前述下夹板中部设有与igbt散热器筋板外形相适配的沉槽,两侧设有管嘴适配的第一槽孔,所述支撑机构固连在下夹板底面且与第一槽孔位于同一轴线上;并且在上夹板两侧设有与第一槽孔相对应的第二槽孔。
[0010]
前述支撑机构为u形框架结构,其通过螺栓固连在下夹板底面上或焊接固连在下夹板底面上。
[0011]
在前述下模两侧设有预防支撑机构干涉的第三槽孔,上模两侧设有与第三槽孔相对应的第四槽孔。
[0012]
前述述弹性夹紧机构为两组对称设置,每组弹性夹紧机构呈三角形分布。
[0013]
前述弹性夹紧机构包括固连在下模上的安装柱,在安装柱上套设有耐高温弹簧,安装柱顶端设有限位端头,其与固连在上模上的卡板卡接。
[0014]
与现有技术比较,本实用新型公开的一种提高管嘴与筋板翻边孔焊合率的工装,其压装机,在压装机的工作台面上设有焊接夹具,焊接夹具正上方设有与之相对的压装机构,所述压装机构与压装机的压装驱动机构相连接,通过焊接夹具将散热器的管嘴、筋板等零件依次拼合、限位,再通过压装机构进行压紧固定,最后将焊接夹具携带组装好的散热器组件放入真空钎焊设备,放置时保证管嘴朝下进行焊接。其对现有是散热器管嘴与筋板翻边孔焊接方法进行改进,首先对现有管嘴与筋板翻边孔的扩口铆接方式进行改进,缩小了管嘴与翻边孔的装配间隙,并结合对应的工装,使管嘴与翻边孔采用压装方式进行装配,不进行扩口铆接;其次,焊接时使管嘴朝下,不仅焊接质量更好,且结合工装上增加的支撑机构支撑住管嘴端面,防止焊接时管嘴在重力作用下,管嘴下掉,操作十分便捷高效。
[0015]
本实用新型的有益效果是:
[0016]
(1)本实用新型结构简单,成本低廉,操作便捷性高,结合对应的工装,不仅可以高效完成散热器各零件的组装,装配省时省力,而且保证各零件组装精度高,满足产品的焊接定位要求。
[0017]
(2)通过本实用新型,使管嘴与筋板翻边孔焊接面保持了均匀的焊接间隙;管嘴朝下焊接,焊接时,筋板上的钎料向下流动,使管嘴与翻边孔的焊接面获得充足的钎料,焊合区域的高度达到2.5mm,焊合率达到90%以上。焊接强度明显提高,焊接质量好,使用寿命长,成品合格率高。
[0018]
本实用新型的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。本实用新型的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
[0019]
为了使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步的详细描述,其中:
[0020]
图1为现有igbt散热器的立体结构示意图。
[0021]
图2为本实用新型的正面结构示意图。
[0022]
图3为本实用新型的立体结构示意图。
[0023]
图4为图2中a部分局部放大结构示意图。
[0024]
图5为图2中b部分局部放大结构示意图。
[0025]
图6为图3中c部分局部放大结构示意图。
[0026]
图7为本实用新型中焊接夹具立体结构示意图。
[0027]
图8为本实用新型中焊接夹侧面体结构示意图。
[0028]
图9为本实用新型中下夹板的结构示意图。
[0029]
图10为本实用新型中上夹板的结构示意图。
[0030]
图11为本实用新型中卡板的结构示意图。
具体实施方式
[0031]
以下将参照附图,对本实用新型的优选实施例进行详细的描述。应当理解,优选实
施例仅为了说明本实用新型,而不是为了限制本实用新型的保护范围。
[0032]
如图1所示,现有的igbt散热器包括筋板101,所述筋板101为散热器的盖板、底板,在二者之间设有波纹板,在筋板101上设有翻边孔,在翻边孔处插装管嘴102,使散热器通多个零件进行组装,并采用真空钎焊成一个整体,在筋板101上设置多个圆孔103,焊接时要求筋板101、波纹板的外形及其上的各圆孔103孔位吻合一致。
[0033]
如图2-图11所示,本实用新型公开的一种提高管嘴与筋板翻边孔焊合率的工装,它包括压装机2,在压装机2的工作台面21上设有焊接夹具4,焊接夹具4正上方设有与之相对的压装机构3,所述压装机构3与压装机2的压装驱动机构相连接。
[0034]
所述压装机构3包括压装头31,在压装头31底面中心设有与管嘴内孔适配的导向部32。
[0035]
所述压装头31为橡胶套,所述导向部32嵌套在橡胶套内,在导向部32顶端设有锥形导向头。
[0036]
所述焊接夹具4它包括相对设置的下模41和上模42、下夹板43和上夹板44,所述下夹板43和上夹板44与igbt散热器1相匹配,二者通过呈多组设置的弹性夹紧机构46固连在下模41和上模42之间;并且在下夹板43底面设有用于支撑住管嘴102的支撑机构45。
[0037]
在下夹板43中部设有与igbt散热器筋板101外形相适配的沉槽431,两侧设有管嘴102适配的第一槽孔432,所述支撑机构45固连在下夹板43底面且与第一槽孔432位于同一轴线上;组装时,首先将管嘴102从上至下穿过下夹板上的第一槽孔432,并且管嘴102下端面抵接在支撑机构45上;再将筋板101放置下夹板43上,保证其翻边孔与管嘴102孔位吻合一致,最后启动压装机2,使压装机构3向下运动,压装机构3的导向部32进而管嘴102内实现导向,同时压装头31下压筋板101即可完成管嘴102与翻边孔的组装操作。并且在上夹板44两侧设有与第一槽孔432相对应的第二槽孔441,当组装igbt散热器1的其它零件时,便于压装机构3向下运动而不会出现干涉。
[0038]
在下夹板43和上夹板44上对应设有与igbt散热器上的各圆孔103孔位吻合一致的定位孔1.1,保证组装igbt散热器1的其它零件时实现精确定位。
[0039]
所述下夹板43和上夹板44的材质为1cr18ni9ti,在下夹板43和上夹板44的相对面镶嵌有石墨板。二者采用1cr18ni9ti与石墨相结合,具有导热性好,比热容小,密度小的特点。下夹板43和上夹板44的主材质为1cr18ni9ti,保证夹具刚度要求,而石墨板与igbt散热器1相贴合,保证igbt散热器1组装后的平面度要求。
[0040]
所述支撑机构45为u形框架结构,其可以通过螺栓固连在下夹板43底面上或焊接固连在下夹板43底面上。
[0041]
所述u形框架结构包括底板451及设置在底板两侧的连接板452。
[0042]
所述下模41和上模42均为u形槽钢结构,减轻重量的同时便于叠放,增大装炉量。
[0043]
在下模41两侧设有预防支撑机构45干涉的第三槽孔411,上模42两侧设有与第三槽孔411相对应的第四槽孔421,所述第四槽孔421与管嘴102相适配,保证其组装定位。
[0044]
在下模41和上模42中部均设有减重槽1.2,开设减重槽使其轻便、易搬运。
[0045]
所述弹性夹紧机构46为两组对称设置,每组弹性夹紧机构46呈三角形分布。保证在焊接过程中,对igbt散热器1持续施加足够压力,克服igbt散热器1的受热变形,保证igbt散热器1的钎着率及平面度要求。
[0046]
所述弹性夹紧机构46包括固连在下模41上的安装柱461,在安装柱461上套设有耐高温弹簧462,安装柱461顶端设有限位端头4611,其与固连在上模42上的卡板463卡接。
[0047]
所述卡板463上设有腰圆孔4631,使其通过调节螺钉464固连在上模42上;在卡板463上设有与安装柱上的限位端头4611相适配的卡槽4632,所述卡槽4632由安装环槽和卡紧环槽过渡衔接而成,安装时,将调节螺钉464拧松,安装柱的限位端头4611插到安装环槽里,移动卡板463使安装柱461卡入卡紧环槽内,再将调节螺钉464拧紧,即可完成安装固定。
[0048]
在卡板463上设有与igbt散热器管嘴102、圆孔103相对应的躲避槽4633。
[0049]
基于本实用新型所述工装的提高管嘴与筋板翻边孔焊合率的方法,具体包括以下步骤:
[0050]
s1、机加工筋板上的翻边孔,使翻边孔的孔径d=фa+0.02 +0.01,
[0051]
其中,фa为散热器管嘴的外径;
[0052]
s2、将管嘴与翻边孔采用压装方式进行装配组合;
[0053]
具体地,采用本实用新型所述的工装,将管嘴102、筋板101等零件依次进行组装、压紧固定;
[0054]
s3、将管嘴相对于筋板朝下布置,并采用真空钎焊技术实现二者插接部位的焊接;
[0055]
将组装好的散热器组件放入真空钎焊设备,放置时保证管嘴朝下进行焊接;焊接时,筋板上的钎料向下流动,使管嘴与翻边孔的焊接面获得充足的钎料;使得焊合区域的高度达到2.5mm,焊合率达到90%以上。
[0056]
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式保密的限制,任何未脱离本实用新型技术方案内容、依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips