
 商标分类
商标分类  商标转让
商标转让 
一种具有夹装机构的锻造模具的制作方法
 2021-01-29 16:01:01|
2021-01-29 16:01:01| 237|
237| 起点商标网
起点商标网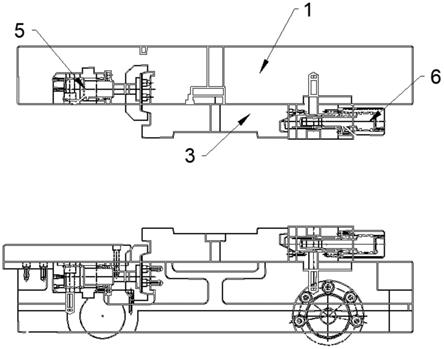
[0001]
本实用新型涉及锻造模具,特别是涉及一种具有夹装机构的锻造模具。
背景技术:
[0002]
锻造模具是指一种能使坯料成形为模锻件的工具;模具锻造是指先将金属加热,成为液态或者软化的状态,再把它放入模具中,通过模具的上下模的合闭一次性成型,锻造模具是模锻件生产中必需的关键工艺装备,是设备每一行程都需要使用的工具,在模锻件生产中起着举足轻重的作用。
[0003]
现有的锻造模具在锻造不同的锻件时,需要更换不同型号的产品模具,操作麻烦,同时也增加了锻件的使用成本。
技术实现要素:
[0004]
为了克服现有技术的不足,本实用新型提供一种具有夹装机构的锻造模具,能解决现有的锻造模具在锻造不同的锻件时,需要更换不同型号的产品模具,操作麻烦,同时也增加了锻件的使用成本的技术问题。
[0005]
为解决上述技术问题,本实用新型提供如下技术方案:一种具有夹装机构的锻造模具,包括上模座、下模座与夹装机构,所述上模座位于下模座顶端,所述夹装机构安装在上模座与下模座之间,所述夹装机构包括第一油压夹钳、第二油压夹钳与第三油压夹钳,所述上模座底端以及下模座顶端均设置有子模座,所述第一油压夹钳设在子模座一端,所述第二油压夹钳设在子模座一侧,所述第三油压夹钳设在子模座另一侧,所述第一油压夹钳、第二油压夹钳以及第三油压夹钳分别相应的安装在上模座内与下模座内,所述第一油压夹钳包括第一油压缸体、第一活塞杆以及第一卡钳顶杆,所述第一油压缸体一端安装有第一油缸盖板,所述第一油压缸体内穿有第一活塞杆,所述第一活塞杆一端贯穿第一油缸盖板,并延伸至第一油压缸体外部,所述第一活塞杆一端套设有第一卡钳顶杆。
[0006]
作为本实用新型的一种优选技术方案,所述第一油压夹钳对称分布在子模座一端,所述第二油压夹钳对称分布在子模座一侧,所述第三油压夹钳对称分布在子模座另一侧。
[0007]
作为本实用新型的一种优选技术方案,所述第二油压夹钳包括第二油压缸体,所述第二油压缸体一端固定连接有第二油缸盖板,所述第二油压缸体内穿设有第二活塞杆,所述第二活塞杆一端贯穿第二油缸盖板,并延伸至第二油压缸体外部,所述第二活塞杆一端分别穿设有蝶形弹簧与第二卡钳,所述第二活塞杆一端通过螺纹旋合有卡钳螺帽,所述蝶形弹簧一端与第二卡钳连接,所述蝶形弹簧另一端与卡钳螺帽连接。
[0008]
作为本实用新型的一种优选技术方案,所述第二卡钳截面为u型。
[0009]
作为本实用新型的一种优选技术方案,所述第三油压夹钳包括第三油压缸体,所述第三油压缸体一端固定连接有第三油缸盖板,所述第三油压缸体内穿设有第三活塞杆,所述第三活塞杆一端贯穿第三油缸盖板,所述第三活塞杆一端固定套设有第三卡钳顶杆。
[0010]
与现有技术相比,本实用新型能达到的有益效果是:
[0011]
通过上模座内底端以及下模座顶端相应的加装子模座,当需要锻造不同型号锻件产品时,依次启动第一油压夹钳、第二油压夹钳与第三油压夹钳,由第一油压夹钳抵住子模座一端,由第二油压夹钳抵住子模座一侧,再由第三油压夹钳抵住子模座的另一侧,完成对子模座的夹紧,再子模座内设置相应的产品模具,方便了制造人员对不同型号的产品模具进行更换与安装,只需对应更换产品模具,相应的降低锻件的锻造成本。
附图说明
[0012]
图1为本实用新型所述的锻造模具正视结构示意图;
[0013]
图2为本实用新型所述的锻造模具侧视结构示意图;
[0014]
图3为本实用新型所述的第一油压夹钳结构示意图;
[0015]
图4为本实用新型所述的第二油压夹钳结构示意图;
[0016]
图5为本实用新型所述的第三油压夹钳结构示意图;
[0017]
其中:1、上模座;2、下模座;3、子模座;4、第一油压夹钳;41、第一油压缸体;42、第一油缸盖板;43、第一活塞杆;44、第一卡钳顶杆;5、第二油压夹钳;51、第二油压缸体;52、第二油缸盖板;53、第二活塞杆;54、第二卡钳;55、蝶形弹簧;56、卡钳螺帽;6、第三油压夹钳;61、第三油压缸体;62、第三油缸盖板;63、第三活塞杆;64、第三卡钳顶杆。
具体实施方式
[0018]
为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本实用新型,但下述实施例仅仅为本实用新型的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本实用新型的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
[0019]
实施方式
[0020]
请参照图1至图5所示,本实用新型提供一种具有夹装机构的锻造模具,包括上模座1、下模座2与夹装机构,上模座1位于下模座2顶端,夹装机构安装在上模座1与下模座2之间,夹装机构包括第一油压夹钳4、第二油压夹钳5与第三油压夹钳6,上模座1底端以及下模座2顶端均设置有子模座3,第一油压夹钳4设在子模座3一端,第二油压夹钳5设在子模座3一侧,第三油压夹钳6设在子模座3另一侧,第一油压夹钳4、第二油压夹钳5以及第三油压夹钳6分别相应的安装在上模座1内与下模座2内,第一油压夹钳4包括第一油压缸体41、第一活塞杆43以及第一卡钳顶杆44,第一油压缸体41一端安装有第一油缸盖板42,第一油压缸体41内穿有第一活塞杆43,第一活塞杆43一端贯穿第一油缸盖板42,并延伸至第一油压缸体41外部,第一活塞杆43一端套设有第一卡钳顶杆44,第一油压夹钳4对称分布在子模座3一端,第二油压夹钳5对称分布在子模座3一侧,第三油压夹钳6对称分布在子模座3另一侧,两两对称设置,提升对的产品模具的夹紧牢固度。
[0021]
使用时,当需要锻造不同型号锻件产品时,依次启动第一油压夹钳4、第二油压夹钳5与第三油压夹钳6,由第一油压夹钳4抵住子模座3一端,由第二油压夹钳5抵住子模座3
一侧,再由第三油压夹钳6抵住子模座3的另一侧,完成对子模座3的夹紧,再子模座3内设置相应的产品模具,方便了制造人员对不同型号的产品模具进行更换与安装,只需对应更换产品模具,相应的降低锻件的锻造成本。
[0022]
请参照图4与图5所示,第二油压夹钳5包括第二油压缸体51,第二油压缸体51一端固定连接有第二油缸盖板52,第二油压缸体51内穿设有第二活塞杆53,第二活塞杆53一端贯穿第二油缸盖板52,并延伸至第二油压缸体51外部,第二活塞杆53一端分别穿设有蝶形弹簧55与第二卡钳54,第二卡钳54截面为u型,方便抵住子模座3,第二活塞杆53一端通过螺纹旋合有卡钳螺帽56,蝶形弹簧55一端与第二卡钳54连接,蝶形弹簧55另一端与卡钳螺帽56连接,通过伸缩第二卡钳54完成对子模座3的一侧的固定,第三油压夹钳6包括第三油压缸体61,第三油压缸体61一端固定连接有第三油缸盖板62,第三油压缸体61内穿设有第三活塞杆63,第三活塞杆63一端贯穿第三油缸盖板62,第三活塞杆63一端固定套设有第三卡钳顶杆64,通过伸缩第三卡钳顶杆64,实现对子模座3另一侧的固定。
[0023]
本实用新型提供的一种具有夹装机构的锻造模具,通过上模座1内底端以及下模座2顶端相应的加装子模座3,当需要锻造不同型号锻件产品时,依次启动第一油压夹钳4、第二油压夹钳5与第三油压夹钳6,由第一油压夹钳4抵住子模座3一端,由第二油压夹钳5抵住子模座3一侧,再由第三油压夹钳6抵住子模座3的另一侧,完成对子模座3的夹紧,再子模座3内设置相应的产品模具,方便了制造人员对不同型号的产品模具进行更换与安装,只需对应更换产品模具,相应的降低锻件的锻造成本。
[0024]
在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0025]
以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips