
 商标分类
商标分类  商标转让
商标转让 
一种连接器接头自动化组装系统的制作方法
 2021-01-29 16:01:08|
2021-01-29 16:01:08| 291|
291| 起点商标网
起点商标网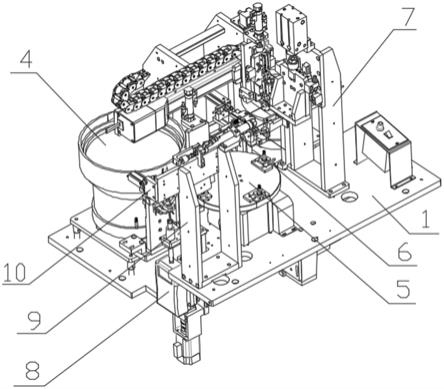
[0001]
本实用新型涉及连接器制造领域,特别是涉及一种连接器接头自动化组装系统。
背景技术:
[0002]
连接器是一种较常用的电子元器件,常用于电子产品的连接,其一般由公端、母端、插接头等组成,连接器的接头部分一般由主体跟绝缘体构成,主体为套管结构的金属件,绝缘体套设于主体内。
[0003]
现有的连接器接头在组装时,一般采用人工组装的方式,将主体放在夹具上,再将绝缘体放入主体内,通过压机将绝缘体压入,再沿主体圆周四周打点压紧,完成组装。这种手工的组装方式,不仅效率低下,而且由于主体及绝缘体的尺寸较小,组装时,容易用力过大而造成产品损坏,其良率有待提高。
技术实现要素:
[0004]
本实用新型主要解决的技术问题是提供一种连接器接头自动化组装系统,能够解决现有连接器接头组装效率低下,良率不高的问题。
[0005]
为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种连接器接头自动化组装系统,包括:设备框体和工作台,所述工作台设置于设备框体上,在所述工作台上设置有分度盘,在所述分度盘的外侧工作台上设置有:绝缘体上料机构、上料机械手组件、主体上料机构、打点机构、推力检测机构、出料机械手,在所述分度盘上设置有多个治具。
[0006]
优选地,所述绝缘体上料机构主要包括有:振动盘a、进料通道a、进料槽a和上料通道a,所述进料通道a连接振动盘a的出料口,所述进料通道a内设置有供物料通过的进料槽a,在所述进料槽a的外侧设置有上料通道a,所述上料通道a内设置有上料槽a,所述上料槽a连接进料槽a,在所述上料槽a内设置有推进块a,所述推进块a由推进气缸a驱动,所述推进块a靠近进料槽a的一侧开设有卡槽a,所述进料通道a由振动盘a向推进块a处逐渐向下倾斜。
[0007]
优选地,所述推进块a的上方设置有压板,所述压板的上表面设置有压块,所述压块通过外侧的固定块固定于固定杆。
[0008]
优选地,所述上料机械手组件主要包括:支架b、横向导轨b和滑块b,所述横向导轨b设置于支架b的上部,所述滑块b设置于横向导轨b处并可沿横向导轨b移动,所述滑块b由无杆缸驱动,在滑块b处设置有固定板b,所述固定板b靠近分度盘的一侧壁处设置有竖向导轨b,在所述竖向导轨b处设置有可沿其滑动的滑动块b,所述滑动块b由其上方的竖向气缸b驱动,在所述滑动块b靠近分度盘的一侧面设置有升降气缸b,所述升降气缸b的活塞杆连接连杆,所述连杆的下端设置有吸头,在所述滑动块b的下部固定设置有限位块b,所述连杆穿过限位块b处的通孔,所述限位块b靠近分度盘的一侧壁处设置有夹爪气缸b,所述夹爪气缸b的夹头朝下设置且与所述吸头相对应。
[0009]
优选地,所述主体上料机构主要包括:振动盘c、进料通道c、进料槽c、挡板和滑块c,所述进料通道c连接振动盘c的出料口,所述进料通道c内设置有供物料通过的进料槽c,所述挡板设置于进料通道c的末端外侧,挡板处开有供物料通过的缺口,在所述挡板的外侧设置有滑块c,所述滑块c设置于导轨c上且由推进气缸c驱动,在所述滑块c靠近进料槽c的一侧开设有卡槽c,在所述进料通道c的下方设置有直振器,所述进料通道c由振动盘c向滑块c处逐渐向下倾斜。
[0010]
优选地,所述打点机构主要包括:支架d,所述支架d靠近分度盘的一侧设置有竖向导轨d,所述竖向导轨d的外侧设置有滑块d,所述滑块d由上方的竖向气缸d驱动,在所述滑块d的下端固定设置有打点组件,所述打点组件主要包括:外盘、内盘、顶杆、顶杆通道和产品槽,所述外盘通过曲柄连杆机构连接横向气缸d,所述外盘为空心结构,外盘的内圆周处均匀设置有多个弧型凸包,所述内盘同心设置于外盘内,所述内盘的圆心处开设有产品槽,所述内盘内均匀开设有多个顶杆通道,所述顶杆通道与产品槽连通,在所述顶杆通道内设置有顶杆,顶杆外端部伸出顶杆通道且设置为弧型,顶杆的顶针伸入产品槽内,在所述顶杆通道内顶杆外部套设有弹簧。
[0011]
优选地,所述推力检测机构设置于分度盘的下方,其主要包括:机架e,竖向导轨e、滑块e、检测设备、检测头和伺服电机,所述竖向导轨e固定于机架e的侧面,所述滑块e设置于竖向导轨e处,滑块e由下方的伺服电机驱动,所述检测设备固定于滑块e处,所述检测头设置于检测设备的上端。
[0012]
优选地,所述出料机械手主要包括:机架f、横向气缸f、连接板、安装板、竖向气缸f、竖向导轨f和夹爪气缸f,所述横向气缸f固定于机架f的上端,横向气缸f的活塞杆连接至连接板且能推动连接板横向移动,所述安装板固定于所述连接板且能随连接板一起移动,在所述安装板的侧面设置有竖向导轨f,所述竖向导轨f处设置有滑块f,所述滑块f由上方的竖向气缸f驱动,所述滑块f处设置有夹爪气缸f,所述竖向导轨f的外侧的机架处设置有固定板f,所述固定板f处设置有横向的导杆,所述导杆伸入安装板对应处的孔内。
[0013]
优选地,在所述推力检测机构对应处分度盘上方还设置有扶正组件,所述扶正组件主要包括:机架g、在所述机架g的上部横向设置有夹爪气缸g,在所述夹爪气缸g的上方设置有产品治具,所述产品治具处开设有治具孔,所述治具孔的位置与夹爪气缸g夹头的位置相对应。
[0014]
优选地,在所述治具孔的上方对应处设置有顶块,所述顶块由横向气缸g驱动,在靠近治具孔处的机架g处设置有限位块g,所述顶块穿过限位块g的通孔内。
[0015]
本实用新型的有益效果是:本实用新型采用全自动化的设备,提高了连接器接头的组装效率,节省了人力资源;且相对于人工组装,全自动化的设备采用振动盘上料,机械手抓取物料,自动化的组装方式,其良率更高,提升了产品品质。
附图说明
[0016]
图1是本实用新型一种连接器接头自动化组装系统一较佳实施例的立体结构示意图;
[0017]
图2是所示一种连接器接头自动化组装系统另一角度的立体结构示意图;
[0018]
图3是所示绝缘体上料机构的立体结构示意图;
[0019]
图4是所示图3中a部分局部放大示意图;
[0020]
图5是所示上料机械手组件的立体结构示意图;
[0021]
图6是所示图5中b部分局部放大示意图;
[0022]
图7是所示上料机械手组件的侧视图;
[0023]
图8是所示图7中c部分局部放大示意图;
[0024]
图9是所示主体上料机构的立体结构示意图;
[0025]
图10是所示图9中d部分局部放大示意图;
[0026]
图11是所示打点机构的立体结构示意图;
[0027]
图12是所示打点组件的工作原理示意图;
[0028]
图13是所示推力检测机构的立体结构示意图;
[0029]
图14是所示出料机械手的立体结构示意图;
[0030]
图15是所示扶正组件的立体结构示意图;
[0031]
附图中各部件的标记如下:1、工作台,2、绝缘体上料机构,3、上料机械手组件,4、主体上料机构,5、分度盘,6、治具,7、打点机构,8、推力检测机构,9、出料机械手,10、扶正组件,201、振动盘a,202、进料通道a,203、进料槽a,204、推进气缸a,205、推进块a,206、卡槽a,207、上料通道a,208、上料槽a,209、压板,210、压块,211、固定块,212、固定杆,301、支架b,302、横向导轨b,303、滑块b,304、固定板b,305、竖向导轨b,306、滑动块b,307、竖向气缸b,308、升降气缸b,309、连杆,310、限位块b,311、吸头,312、夹爪气缸b,313、夹头,401、振动盘c,402、进料通道c,403、进料槽c,404、挡板,405、推进气缸c,406、导轨c,407、滑块c,408、卡槽c,409、直振器,701、支架d,702、竖向导轨d,703、滑块d,704、竖向气缸d,705、打点组件,706、横向气缸d,707、曲柄连杆机构,708、外盘,709、凸包,710、内盘,711、顶杆通道,712、产品槽,713、顶杆,714、顶杆外端部,715、弹簧,716、顶针,801、机架e,802、竖向导轨e,803、滑块e,804、检测设备,805、检测头,806、伺服电机,807、减速器,808、丝杆,901、机架f,902、横向气缸f,903、连接板,904、安装板,905、竖向气缸f,906、竖向导轨f,907、滑块f,908、固定板f,909、导杆,910、夹爪气缸f,101、机架g,102、通孔,103、夹爪气缸f,104、夹头g,105、产品治具,106、治具孔,107、横向气缸g,108、限位块g,109、顶块。
具体实施方式
[0032]
下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
[0033]
请参阅图1和图2,本实用新型实施例包括:
[0034]
一种连接器接头自动化组装系统,包括:设备框体(图中未画出)和工作台1,所述工作台1设置于设备框体上,在所述工作台1上设置有分度盘5,在所述分度盘5的外侧工作台上设置有:绝缘体上料机构2、上料机械手组件3、主体上料机构4、打点机构7、推力检测机构8、出料机械手9,在所述分度盘5上设置有多个治具6。所述上料机械手组件3设置于绝缘体上料机构2和主体上料机构4的上方,上料机械手组件3、绝缘体上料机构2、主体上料机构4构成上料工位,所述打点机构7设置在上料工位的下游,所述推力检测机构8设置于打点机构7的下游,所述出料机械手9设置于推力检测机构8的下游。
[0035]
如图3、图4,所述绝缘体上料机构2主要包括有:振动盘a201、进料通道a202、进料槽a203和上料通道a207,所述进料通道a202连接振动盘a201的出料口,所述进料通道a202内设置有供物料通过的进料槽a203,在所述进料槽a203的外侧设置有上料通道a207,所述上料通道a207内设置有上料槽a208,所述上料槽a208与进料槽a203连通设置,在所述上料槽a208内设置有推进块a205,所述推进块a205由推进气缸a204驱动,所述推进块a205靠近进料槽a203的一侧开设有卡槽a206,所述卡槽a206的结构与绝缘体相匹配,所述进料通道a202由振动盘a201向推进块a205处逐渐向下倾斜。绝缘体由振动盘a201供料,通过进料槽a203进入卡槽a206内,由推进气缸a204推动推进块a205,推进块a205将绝缘体向前推进到上料机械手组件3对应处,等待上料机械手组件3将绝缘体吸取放入分度盘上的治具6内。
[0036]
进一步的,为了防止推进块a205跳动,在推进块a205的上方设置有压板209,所述压板209的上表面设置有压块210,所述压块210通过外侧的固定块211固定于固定杆212,压块210将压板209压制在上料槽a208内,提高了其稳定性。
[0037]
如图5至图8,所述上料机械手组件3主要包括:支架b301、横向导轨b302和滑块b303,所述横向导轨b302设置于支架b301的上部,所述滑块b303设置于横向导轨b302处并可沿横向导轨b302移动,所述滑块b303由无杆缸驱动,在滑块b303处设置有固定板b304,所述固定板b304靠近分度盘5的一侧壁处设置有竖向导轨b305,在所述竖向导轨b305处设置有可沿其滑动的滑动块b306,所述滑动块b306由其上方的竖向气缸b307驱动,在所述滑动块b306靠近分度盘5的一侧面设置有升降气缸b308,所述升降气缸b308的活塞杆连接连杆309,所述连杆309的下端设置有吸头311,在所述滑动块b306的下部固定设置有限位块b310,所述连杆309穿过限位块b310处的通孔,连杆309可在通孔内上下移动,所述限位块b310靠近分度盘5的一侧壁处设置有夹爪气缸b312,所述夹爪气缸b312的夹头朝下设置且与所述吸头311相对应。所述上料机械手组件3有两个取料装置,一个为吸头311,由其上方的升降气缸b308驱动,升降气缸b308可带动吸头311上下移动,用于吸取绝缘体;另一取料装置为夹爪气缸b312,由上方的竖向气缸b307驱动,带动其上下移动,用于抓取主体件,当主体件到达设定位置时,吸头311上升,让出位置,夹爪气缸b312的夹头313将主体件夹取放入分度盘的治具6内。安装时,先放主体件,再放绝缘体。
[0038]
如图9、图10所示,所述主体上料机构4主要包括:振动盘c401、进料通道c402、进料槽c403、挡板404和滑块c407,所述进料通道c402连接振动盘c401的出料口,所述进料通道c402内设置有供物料通过的进料槽c403,所述挡板404设置于进料通道c402的末端外侧,挡板404处开有供物料通过的缺口,在所述挡板404的外侧设置有滑块c407,所述滑块c407设置于导轨c406上且由推进气缸c405驱动,在所述滑块c407靠近进料槽c403的一侧开设有卡槽c408,卡槽c408的结构与主体件相匹配,主体件由进料槽c403进入卡槽c408后,由滑块c407推动前进,此时,挡板404主要起限位作用,当主体件到达预设位置时,滑块c407停止运动,上料机械手组件3抓取主体件放入治具6内。
[0039]
进一步的,为了使主体件更好的上料,在所述进料通道c402的下方设置有直振器409,所述进料通道c402由振动盘c401向滑块c407处逐渐向下倾斜,上料时,直振器409震动,将主体件由振动盘c401处送入到卡槽c408内。
[0040]
如图11、12所示,所述打点机构7主要包括:支架d701,所述支架d701靠近分度盘5的一侧设置有竖向导轨d702,所述竖向导轨d702的外侧设置有滑块d703,所述滑块d703由
上方的竖向气缸d704驱动,在所述滑块d703的下端固定设置有打点组件,竖向气缸d704推动打点组件上下运动,所述打点组件主要包括:外盘708、内盘710、顶杆713、顶杆通道711和产品槽712,所述外盘708通过曲柄连杆机构707连接横向气缸d706,当横向气缸d706的活塞杆伸缩时,外盘708可以转动,所述外盘708为空心结构,外盘708的内圆周处均匀设置有多个弧型凸包709,所述内盘710同心设置于外盘708内,所述内盘710的圆心处开设有产品槽712,用于放置预装好的产品,所述内盘710内均匀开设有多个顶杆通道711,所述顶杆通道711与产品槽712连通,在所述顶杆通道711内设置有顶杆713,顶杆外端部714伸出顶杆通道711且设置为弧型,顶杆的顶针716伸入产品槽712内,在所述顶杆通道711内顶杆外部套设有弹簧715。当产品达到打点工位后,竖向气缸d704带动打点组件下降,产品槽712套设于产品外部,产品槽712内的四根顶针716均匀分布于产品外圆周处,此时横向气缸d706运动,由于曲柄连杆机构707的作用,带动外盘708转动,外盘处的凸包709接触顶杆外端部714,将顶杆713向内挤压,此时顶针716压入产品内,完成打点动作。打点完成后,横向气缸d706复位,外盘708的凸包709离开顶杆外端部714,由于顶杆通道711内弹簧715的作用,顶杆713复位,顶针716离开产品。
[0041]
如图13所示,所述推力检测机构8设置于分度盘5的下方,其主要包括:机架e801,竖向导轨e802、滑块e803、检测设备804、检测头805和伺服电机806,所述竖向导轨e802固定于机架e801的侧面,所述滑块e803设置于竖向导轨e802处,滑块e803由下方的伺服电机806驱动,配套有减速器807,伺服电机806主轴通过减速器807连接上方的丝杆808,丝杆808与滑块e803内的螺牙相匹配,所述检测设备804固定于滑块e803处,所述检测头805设置于检测设备804的上端,当伺服电机806转动时,检测头805可以上下运动,当产品到位时,检测头805伸入产品内,完成推力检测,检测完成后,检测头805下降。采用伺服电机806与丝杆808的传动方式,传动精度更高,更适合小尺寸产品。
[0042]
如图15所示,为了配合推力检测机构8,在所述推力检测机构8对应处分度盘上方还设置有扶正组件10,所述扶正组件10主要包括:机架g101、在所述机架g101的上部横向设置有夹爪气缸g103,在所述夹爪气缸g103的上方设置有产品治具105,所述产品治具105处开设有治具孔106,所述治具孔106的位置与夹爪气缸g107夹头的位置相对应。当产品到达推力检测工位时,夹爪气缸g103夹住产品的下端,顶块109顶住产品,下方的推力检测机构8执行检测动作,确保检测的准确度。
[0043]
如图14所示,所述出料机械手9主要包括:机架f901、横向气缸f902、连接板903、安装板904、竖向气缸f905、竖向导轨f906和夹爪气缸f910,所述横向气缸f902固定于机架f901的上端,横向气缸f902的活塞杆连接至连接板903且能推动连接板903横向移动,所述安装板904固定于所述连接板903且能随连接板903一起移动,在所述安装板904的侧面设置有竖向导轨f906,所述竖向导轨f906处设置有滑块f907,所述滑块f907由上方的竖向气缸f906驱动,所述滑块f907处设置有夹爪气缸f910,当产品自上一工位由分度盘5过来后,夹爪气缸f910的夹头夹取产品,送入下一工站。
[0044]
进一步的,为了保证安装板904运动的平稳性,所述竖向导轨f906的外侧的机架处设置有固定板f908,所述固定板f908处设置有横向的导杆909,所述导杆909伸入安装板904对应处的孔内。
[0045]
本实用新型的工作过程为:绝缘体上料机构2和主体上料机构4分别供料,上料机
械手组件3分别抓取主体和绝缘体,放入分度盘5的治具6内,送入打点机构7,打点完成后,产品依然在治具6内,由出料机械手9抓取放入扶正组件10的治具孔106内,推力检测机构8进行推力检测,检测完成后,由出料机械手9抓取送入下一工站。
[0046]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips