
 商标分类
商标分类  商标转让
商标转让 
一种用于活塞组件生产的锁紧螺母上料拧紧装置的制作方法
 2021-01-29 16:01:11|
2021-01-29 16:01:11| 241|
241| 起点商标网
起点商标网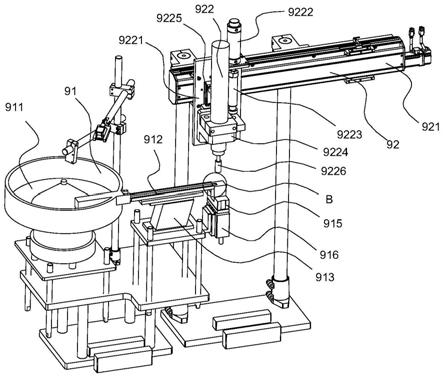
[0001]
本发明涉及液压缓冲器生产组装领域,尤其是一种用于活塞组件生产的锁紧螺母上料拧紧装置及液压缓冲器活塞组件组装设备。
背景技术:
[0002]
液压缓冲器(shock absorber)依靠液压阻尼对作用在其上的物体进行缓冲减速至停止,起到一定程度的保护作用。适用于起重运输、电梯、冶金、港口机械、铁道车辆等机械设备,其作用是在工作过程中防止硬性碰撞导致机构损坏的安全缓冲装置。活塞组件是液压缓冲器运动执行部件中的一个重要零件。活塞组件包括连接件、芯轴、第一挡环、活塞、导向套组件、第二挡环、限位螺母、复原阀和锁紧螺母;芯轴的右端与连接件螺纹连接,芯轴包括第一轴段和第二轴段,第一轴段的直径大于第二轴段,第一轴段与第二轴段的连接处设有螺纹,第二轴段的左端设有螺纹,第一挡环、活塞、导向套组件和第二挡环依次套设在第一轴段上,限位螺母、复原阀和锁紧螺母依次固定设置在第二轴段上。
[0003]
现有的活塞组件组装设备,例如公开号为cn109500599a的中国发明专利中公开的一种活塞组件的自动组装设备,工作台的上表面设置有转盘;转盘的上表面固定有若干活塞安装治具;活塞安装治具在转盘上呈圆周分布;工作台设置有压铆装置、取料机械手、铆钉治具和定向进料机构组;工作台设置有压铆装置、取料机械手、铆钉治具和定向进料机构组沿转盘的圆周方向上依次排列;定向进料机构组由若干个沿转盘的圆周方向排列的定向进料机构组成。该设备实现活塞组件的自动组装,极大限度地提高组装效率,降低组装的劳动强度,使组装的质量更加稳定。
[0004]
但上述的活塞组件组装设备存在以下的问题:1.锁紧螺母在上料时,虽然所有螺母都是水平放置,但各个螺母在上料时存在夹角,导致无法对每个螺母进行准确的吸取,降低上料效率。
[0005]
2.连接件定位精度差,导致后续在组装其他部件时,需要反复组装,降低了生产效率。
[0006]
3.连接件与芯轴拧紧时,无法准确固定芯轴,以及旋转机构无法与治具快速结合,导致拧紧效率低。
技术实现要素:
[0007]
为解决现有的活塞组件组装设备存在问题,本发明的目的是提供一种防松松螺母上料时,在锁紧螺母定位槽上设有便于锁紧螺母进入的导向部,且通过尖角将锁紧螺母定位,使每个螺母在锁紧螺母定位块的放置形式一致,便于电动螺丝刀的吸取的用于活塞组件生产的锁紧螺母上料拧紧装置。
[0008]
为本发明的目的,采用以下技术方案:一种用于活塞组件生产的锁紧螺母上料拧紧装置,该装置包括锁紧螺母送料机构和锁紧螺母上料拧紧机构;锁紧螺母送料机构包括锁紧螺母料盘、锁紧螺母上料轨道、锁紧螺母振动器、锁紧螺母定位块、定位块安装座和定
位块升降气缸;锁紧螺母料盘的出料端连接锁紧螺母上料轨道的进料端,锁紧螺母上料轨道的下部安装锁紧螺母振动器,锁紧螺母上料轨道的出料端衔接锁紧螺母定位块,锁紧螺母定位块上设有锁紧螺母定位槽,且锁紧螺母定位槽靠近锁紧螺母上料轨道的一端设有导向部,锁紧螺母定位槽远离锁紧螺母上料轨道的一端设有尖角,锁紧螺母定位块的下部固定安装在定位块安装座上,定位块安装座的下部固定安装在定位块升降气缸的输出端,定位块升降气缸竖向固定安装;锁紧螺母上料拧紧机构包括移载组件和锁紧螺母拧紧组件;锁紧螺母拧紧组件安装在移载组件上,移载组件用于移动锁紧螺母拧紧组件,锁紧螺母拧紧组件用于吸取锁紧螺母并把锁紧螺母拧紧在芯轴上。
[0009]
作为优选,锁紧螺母拧紧组件包括立板、锁紧螺母升降气缸、拉杆、锁紧螺母升降滑板、锁紧螺母升降滑轨和电动螺丝刀;立板安装在移载组件上,锁紧螺母升降气缸竖向安装在立板上,锁紧螺母升降气缸的输出端连接拉杆,拉杆的下端连接在锁紧螺母升降滑板上,锁紧螺母升降滑板为t形,锁紧螺母升降滑板的后部滑动安装在锁紧螺母升降滑轨上,锁紧螺母升降滑轨竖向固定安装在立板上,锁紧螺母升降滑板上竖向安装电动螺丝刀,电动螺丝刀将锁紧螺母吸起来并将其拧紧到芯轴上。
[0010]
一种液压缓冲器活塞组件组装设备,该设备包括转盘装配装置、芯轴拧紧装置和锁紧螺母上料拧紧装置;转盘装配装置上设有芯轴拧紧工位和锁紧螺母上料拧紧工位;芯轴拧紧装置的位置与芯轴拧紧工位匹配;锁紧螺母上料拧紧装置的位置与锁紧螺母上料拧紧工位匹配;芯轴拧紧装置用于将芯轴竖向拧紧在连接件上;锁紧螺母上料拧紧装置用于将锁紧螺母上料到芯轴上,并拧紧锁紧螺母,使复原阀固定在限位螺母和锁紧螺母之间;锁紧螺母上料拧紧装置采用上述的一种用于活塞组件生产的锁紧螺母上料拧紧装置;转盘装配装置包括装配架机构和治具机构;装配架机构上滑动安装用于竖向固定连接件的治具机构,治具机构在装配架机构上不断环形循环;治具机构包括治具底板、轴套、旋转轴和治具;治具底板的中心固定安装轴套,轴套内转动安装旋转轴,旋转轴的底部开有用于在拧紧时定位的拧紧槽,旋转轴的顶部固定安装治具;治具上设有用于定位连接件的定位槽,定位槽的上部为第一定位部,在竖直平面上,第一定位部为直槽,在水平面上,第一定位部为圆弧形,第一定位部用于定位连接件的上部;定位槽的下部为第二定位部,在竖直平面上,第二定位部为圆弧形,在水平面上,第二定位部为直槽。
[0011]
作为优选,第二定位部的后部设有用于将连接件推出定位槽的推料孔。
[0012]
作为优选,装配架机构包括型材支撑架、链轮、链条和环形轨道;型材支撑架的两端均固定设置链轮,链轮之间通过链条相连接;环形轨道位于链条的外侧;治具底板的后部设有固定块,固定块固定连接在链条上;治具底板的前部设有滚轮,滚轮压在环形轨道上。
[0013]
作为优选,芯轴拧紧装置包括拧紧支架、拧紧动力机构和拧紧夹紧机构;拧紧动力机构滑动安装在拧紧支架的下部,拧紧夹紧机构安装在拧紧支架的上部;拧紧动力机构用于旋转连接件,拧紧夹紧机构用于在连接件旋转时夹住芯轴的上部;拧紧夹紧机构包括固定夹爪、活动夹爪、拧紧夹紧气缸、夹紧拉杆、夹紧升降板和夹紧升降气缸;固定夹爪的端部与活动夹爪的端部铰接,固定夹爪的夹紧端设有半圆形的第一夹紧槽,活动夹爪的夹紧端设有与第一夹紧槽匹配的第二夹紧槽,活动夹爪的中部设有连接槽;固定夹爪的中部横向固定安装拧紧夹紧气缸,拧紧夹紧气缸的输出端连接夹紧拉杆,夹紧拉杆的中部穿设在活动夹爪的连接槽内,夹紧拉杆的端部扣在活动夹爪的侧面;固定夹爪的上端面上固定安装
夹紧升降板,夹紧升降板套设在拧紧支架上部,夹紧升降板的上部连接在夹紧升降气缸的输出端,夹紧升降气缸竖向固定安装在拧紧支架顶部。
[0014]
作为优选,拧紧动力机构包括拧紧电机、减速器、拧紧转轴、转轴限位板、拧紧升降板、转接板和拧紧升降气缸;拧紧电机的输出端连接减速器,减速器固定安装在拧紧升降板上,减速器的输出端竖向连接拧紧转轴,拧紧转轴的顶端设有拧紧凸块,拧紧凸块与拧紧槽匹配;拧紧升降板滑动安装在拧紧支架下部,拧紧升降板的一端连接有转接板,转接板与拧紧升降气缸的输出端相连,拧紧升降气缸竖向固定安装在拧紧支架下部。
[0015]
作为优选,拧紧转轴的中部穿设在转轴限位板中,转轴限位板固定安装在拧紧升降板上。
[0016]
综上所述,本发明的技术效果是:1.防松松螺母上料时,在锁紧螺母定位槽上设有便于锁紧螺母进入的导向部,且通过尖角将锁紧螺母定位,使每个螺母在锁紧螺母定位块的放置形式一致,便于电动螺丝刀的吸取;锁紧螺母定位块和定位块升降气缸的设置方式,有利于保证在锁紧螺母定位块向上移动时,锁紧螺母定位块的侧面挡住锁紧螺母上料轨道,便于锁紧螺母的上料。
[0017]
2.连接件定位时,治具上的定位槽能有效的完成连接件的固定,定位槽下部的第二定位部的形状与连接件下部匹配,只需将连接件推到第二定位部最里端,第二定位部最里侧的直槽就会与连接件贴和,提高定位效果,且连接件下部的圆弧与第二定位部下部的圆弧匹配,进一步对连接件的下部定位;连接件的上部通过第一定位部辅助限位,保证连接件整体的定位精度。
[0018]
3.在芯轴与连接件拧紧时,先通过固定夹爪与芯轴贴合,初步定位芯轴,再通过活动夹爪将芯轴夹住,使芯轴完全固定,保证芯轴的定位效果,拧紧转轴顶在治具机构的下部,通过拧紧凸块与拧紧槽配合,快速的将拧紧动力机构与治具机构定位,提高拧紧效率。
附图说明
[0019]
图1为本发明液压缓冲器活塞组件组装设备的结构示意图。
[0020]
图2为活塞组件的结构示意图。
[0021]
图3为转盘装配装置的结构示意图。
[0022]
图4为治具机构的爆炸结构示意图。
[0023]
图5为治具机构的正视图。
[0024]
图6为图5中a-a处的剖视图。
[0025]
图7为芯轴拧紧装置的爆炸结构示意图。
[0026]
图8为拧紧夹紧机构的结构示意图。
[0027]
图9为锁紧螺母上料装置的结构示意图。
[0028]
图10为图9中b处的局部放大图。
具体实施方式
[0029]
如图1所示,一种液压缓冲器活塞组件组装设备,该设备包括转盘装配装置1、芯轴拧紧装置2和锁紧螺母上料拧紧装置9。转盘装配装置1上设有芯轴拧紧工位和锁紧螺母上料拧紧工位。芯轴拧紧装置2的位置与芯轴拧紧工位匹配。锁紧螺母上料拧紧装置9的位置
与锁紧螺母上料拧紧工位匹配。芯轴拧紧装置2用于将芯轴竖向拧紧在连接件上。锁紧螺母上料拧紧装置9用于将锁紧螺母上料到芯轴上,并拧紧锁紧螺母,使复原阀固定在限位螺母和锁紧螺母之间。锁紧螺母上料拧紧装置9采用一种用于活塞组件生产的锁紧螺母上料拧紧装置。
[0030]
如图2所示,活塞组件10包括连接件101、芯轴102、第一挡环103、活塞104、导向套组件105、第二挡环106、限位螺母107、复原阀108和锁紧螺母109;连接件101右端为圆弧形,且设有通孔,芯轴102的右端与连接件101螺纹连接,芯轴102包括第一轴段1021和第二轴段1022,第一轴段1021的直径大于第二轴段1022,第一轴段1021与第二轴段1022的连接处设有螺纹,第二轴段1022的左端设有螺纹,第一挡环103、活塞104、导向套组件105和第二挡环106依次套设在第一轴段1021上,限位螺母107、复原阀108和锁紧螺母109依次固定设置在第二轴段1022上。连接件101和芯轴102在拧紧之前先人工预紧,预紧后的连接件放到转盘装配装置1中定位,然后再通过芯轴拧紧装置2使用固定的扭力将连接件101和芯轴102拧紧。
[0031]
如图3所示,转盘装配装置1包括装配架机构11和治具机构12。装配架机构11上滑动安装用于竖向固定连接件的治具机构12,治具机构12在装配架机构11上不断环形循环。装配架机构11包括型材支撑架111、链轮112、链条113和环形轨道114。型材支撑架111的两端均固定设置链轮112,链轮112之间通过链条113相连接。环形轨道114位于链条113的外侧。治具底板121的后部设有固定块1212,固定块1212固定连接在链条113上。治具底板121的前部设有滚轮1211,滚轮1211压在环形轨道114上。
[0032]
如图4、图5和图6所示,治具机构12包括治具底板121、轴套122、旋转轴123和治具124。治具底板121的中心固定安装轴套122,轴套122内转动安装旋转轴123,旋转轴123的底部开有用于在拧紧时定位的拧紧槽1231,旋转轴123的顶部固定安装治具124。治具124上设有用于定位连接件的定位槽1241,定位槽1241的上部为第一定位部12411,在竖直平面上,第一定位部12411为直槽,在水平面上,第一定位部12411为圆弧形,第一定位部12411用于定位连接件的上部。定位槽1241的下部为第二定位部12412,在竖直平面上,第二定位部12412为圆弧形,在水平面上,第二定位部12412为直槽。第二定位部12412的后部设有用于将连接件推出定位槽1241的推料孔12413。
[0033]
治具机构12解决了连接件定位精度差,导致后续在组装其他部件时,需要反复组装,降低了生产效率的问题,治具机构12的好处是治具124上的定位槽1241能有效的完成连接件的固定,定位槽1241下部的第二定位部12412的形状与连接件下部匹配,只需将连接件推到第二定位部12412最里端,第二定位部12412最里侧的直槽就会与连接件贴和,提高定位效果,且连接件下部的圆弧与第二定位部12412下部的圆弧匹配,进一步对连接件的下部定位;连接件的上部通过第一定位部12411辅助限位,保证连接件整体的定位精度。
[0034]
如图7所示,芯轴拧紧装置2包括拧紧支架21、拧紧动力机构22和拧紧夹紧机构23。拧紧动力机构22滑动安装在拧紧支架21的下部,拧紧夹紧机构23安装在拧紧支架21的上部。拧紧动力机构22用于旋转连接件,拧紧夹紧机构23用于在连接件旋转时夹住芯轴的上部。拧紧动力机构22包括拧紧电机221、减速器222、拧紧转轴223、转轴限位板224、拧紧升降板225、转接板226和拧紧升降气缸227。拧紧电机221的输出端连接减速器222,减速器222固定安装在拧紧升降板225上,减速器222的输出端竖向连接拧紧转轴223,拧紧转轴223的顶
端设有拧紧凸块2231,拧紧凸块2231与拧紧槽1231匹配。拧紧转轴223的中部穿设在转轴限位板224中,转轴限位板224固定安装在拧紧升降板225上。拧紧升降板225滑动安装在拧紧支架21下部,拧紧升降板225的一端连接有转接板226,转接板226与拧紧升降气缸227的输出端相连,拧紧升降气缸227竖向固定安装在拧紧支架21下部。
[0035]
拧紧动力机构22动作时,拧紧升降气缸227驱动转接板226上下移动,使拧紧升降板225上的拧紧转轴223顶在治具机构12的下部,并使拧紧凸块2231与拧紧槽1231配合,然后拧紧电机221动作,使拧紧转轴223旋转,拧紧转轴223带动治具124及其上的连接件旋转。
[0036]
如图7和图8所示,拧紧夹紧机构23包括固定夹爪231、活动夹爪232、拧紧夹紧气缸233、夹紧拉杆234、夹紧升降板235和夹紧升降气缸236。固定夹爪231的端部与活动夹爪232的端部铰接,固定夹爪231的夹紧端设有半圆形的第一夹紧槽2311,活动夹爪232的夹紧端设有与第一夹紧槽2311匹配的第二夹紧槽2321,活动夹爪232的中部设有连接槽2322。固定夹爪231的中部横向固定安装拧紧夹紧气缸233,拧紧夹紧气缸233的输出端连接夹紧拉杆234,夹紧拉杆234的中部穿设在活动夹爪232的连接槽2322内,夹紧拉杆234的端部扣在活动夹爪232的侧面。固定夹爪231的上端面上固定安装夹紧升降板235,夹紧升降板235套设在拧紧支架21上部,夹紧升降板235的上部连接在夹紧升降气缸236的输出端,夹紧升降气缸236竖向固定安装在拧紧支架21顶部。
[0037]
拧紧夹紧机构23动作时,夹紧升降气缸236驱动夹紧升降板235沿着拧紧支架21上下移动,使固定夹爪231能接触到芯轴102的第二轴段1022,同时使第一夹紧槽2311 贴合在第二轴段1022上,然后拧紧夹紧气缸233拉动夹紧拉杆234,夹紧拉杆234拉动活动夹爪232向固定夹爪231靠近,且第二夹紧槽2321也贴合在第二轴段1022上,将芯轴完全固定。
[0038]
芯轴拧紧装置2动作时,拧紧动力机构22的顶部与旋转轴123的底部相固定,然后拧紧夹紧机构23将芯轴102的上部固定,拧紧动力机构22驱动连接件101旋转,使连接件101和芯轴102以固定的扭矩拧紧。
[0039]
芯轴拧紧装置2和治具机构12相互配合解决了连接件与芯轴拧紧时,无法准确固定芯轴,以及旋转机构无法与治具快速结合,导致拧紧效率低的问题,好处是先通过固定夹爪231与芯轴贴合,初步定位芯轴,再通过活动夹爪232将芯轴夹住,使芯轴完全固定,保证芯轴的定位效果;在定位治具机构12时,拧紧转轴223顶在治具机构12的下部,通过拧紧凸块2231与拧紧槽1231配合,快速的将拧紧动力机构22与治具机构12定位,提高拧紧效率。
[0040]
如图9和图10所示,一种用于活塞组件生产的锁紧螺母上料拧紧装置,该装置包括锁紧螺母送料机构91和锁紧螺母上料拧紧机构92。锁紧螺母送料机构91包括锁紧螺母料盘911、锁紧螺母上料轨道912、锁紧螺母振动器913、锁紧螺母定位块914、定位块安装座915和定位块升降气缸916。锁紧螺母料盘911的出料端连接锁紧螺母上料轨道912的进料端,锁紧螺母上料轨道912的下部安装锁紧螺母振动器913,锁紧螺母上料轨道912的出料端衔接锁紧螺母定位块914,锁紧螺母定位块914上设有锁紧螺母定位槽9141,且锁紧螺母定位槽9141靠近锁紧螺母上料轨道912的一端设有导向部9142,锁紧螺母定位槽9141远离锁紧螺母上料轨道912的一端设有尖角9143,锁紧螺母定位块914的下部固定安装在定位块安装座915上,定位块安装座915的下部固定安装在定位块升降气缸916的输出端,定位块升降气缸916竖向固定安装。锁紧螺母上料拧紧机构92包括移载组件921和锁紧螺母拧紧组件922。锁紧螺母拧紧组件922安装在移载组件921上,移载组件921用于移动锁紧螺母拧紧组件922,
锁紧螺母拧紧组件922用于吸取锁紧螺母并把锁紧螺母拧紧在芯轴上。锁紧螺母拧紧组件922包括立板9221、锁紧螺母升降气缸9222、拉杆9223、锁紧螺母升降滑板9224、锁紧螺母升降滑轨9225和电动螺丝刀9226。立板9221安装在移载组件921上,锁紧螺母升降气缸9222竖向安装在立板9221上,锁紧螺母升降气缸9222的输出端连接拉杆9223,拉杆9223的下端连接在锁紧螺母升降滑板9224上,锁紧螺母升降滑板9224为t形,锁紧螺母升降滑板9224的后部滑动安装在锁紧螺母升降滑轨9225上,锁紧螺母升降滑轨9225竖向固定安装在立板9221上,锁紧螺母升降滑板9224上竖向安装电动螺丝刀9226,电动螺丝刀9226将锁紧螺母吸起来并将其拧紧到芯轴上。
[0041]
锁紧螺母上料拧紧装置9动作时,锁紧螺母从锁紧螺母料盘911进入锁紧螺母上料轨道912,在锁紧螺母振动器913的作用下,锁紧螺母进入锁紧螺母定位块914中,并通过导向部9142进入锁紧螺母定位槽9141,且通过尖角9143将锁紧螺母定位,然后定位块升降气缸916将锁紧螺母定位块914向上提升,使电动螺丝刀9226将锁紧螺母吸起来,然后移载组件921将电动螺丝刀9226移动到芯轴的正上方,锁紧螺母升降气缸9222推动将拉杆9223向下移动,使电动螺丝刀9226向下移动,并将锁紧螺母拧紧在芯轴的第二轴段上。
[0042]
锁紧螺母上料拧紧装置9解决了锁紧螺母在上料时,虽然所有螺母都是水平放置,但各个螺母在上料时存在夹角,导致无法对每个螺母进行准确的吸取,降低上料效率的问题,锁紧螺母上料拧紧装置9的优点是在锁紧螺母定位槽9141上设有便于锁紧螺母进入的导向部9142,且通过尖角9143将锁紧螺母定位,使每个螺母在锁紧螺母定位块914的放置形式一致,便于电动螺丝刀9226的吸取;锁紧螺母定位块914和定位块升降气缸916的设置方式,有利于保证在锁紧螺母定位块914向上移动时,锁紧螺母定位块914的侧面挡住锁紧螺母上料轨道912,便于锁紧螺母的上料。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips