
 商标分类
商标分类  商标转让
商标转让 
一种重载汽车空心半轴的制造方法及空心半轴与流程
 2021-01-29 16:01:05|
2021-01-29 16:01:05| 205|
205| 起点商标网
起点商标网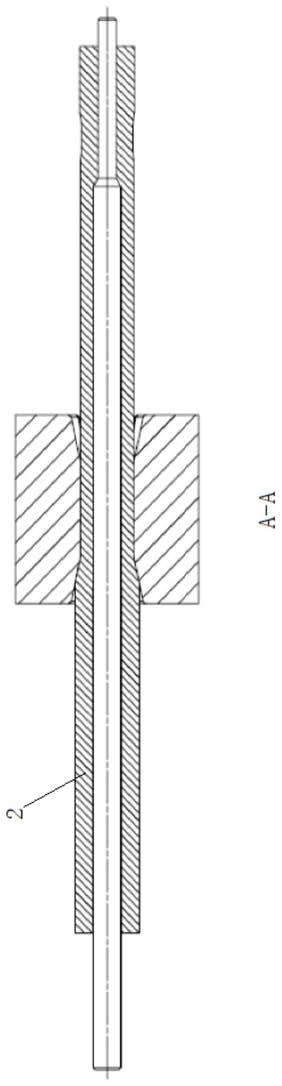
[0001]
本发明涉及汽车零部件制造领域,特别涉及一种重载汽车空心半轴的制造方法及空心半轴。
背景技术:
[0002]
汽车半轴也称驱动轴,是将差速器与驱动轮连接起来的轴。为传递较大扭矩,传统的重载汽车都采用实心轴结构,材料选用40mnb、40cr、42crmo等中碳合金钢,采用整体调质或正火和中频淬火处理。随着国家治超法规的实施,轻量化车型已成为商用车行业的趋势,空心半轴技术不断涌现。
[0003]
相关技术中,其中一种空心半轴的制造方法,是将空心的钢管与实心棒料焊接,然后对实心棒料进行热锻成法兰盘面,再冷却得到空心半轴,但是,钢管在与实心棒料一起热锻的过程中,容易引起钢管内壁的氧化脱碳问题,同时,制造精度低,容易导致壁厚不均匀等缺陷,影响半轴的强度;另外一种空心半轴的法兰盘和半轴杆部采用分体结构,并且法兰盘和半轴杆部通过花键装配连接,结构较为复杂,零件数量较多,同时还存在半轴杆部轴向窜动,甚至半轴杆部与法兰盘脱离的风险;还有一种空心半轴是采用一根钢管整体锻造的方式成型,使得法兰盘成型难度大,难以制造大尺寸的,不适用于制造重载汽车的半轴。
技术实现要素:
[0004]
本发明实施例提供一种重载汽车空心半轴的制造方法及空心半轴,以解决相关技术中采用热锻的方式容易引起中间长管内壁的氧化脱碳、影响半轴强度;法兰盘和半轴杆部通过装配连接,结构复杂、半轴杆部容易轴向窜动;空心半轴采用一根钢管整体锻造的方式使得法兰盘难以成型的问题。
[0005]
第一方面,提供了一种重载汽车空心半轴的制造方法,其包括以下步骤:将钢棒锻造形成法兰盘毛坯;将无缝钢管旋锻加工成变截面的空心管;将所述空心管与所述法兰盘毛坯焊接;对焊接后的所述空心管与所述法兰盘毛坯进行机加工及热处理形成空心半轴。
[0006]
一些实施例中,在将钢棒锻造形成法兰盘毛坯之后,对所述法兰盘毛坯进行调质或正火处理,然后加工所述法兰盘毛坯一侧的焊接端面及所述焊接端面的内孔,并且加工所述法兰盘毛坯另一侧的夹持定位面。
[0007]
一些实施例中,所述将无缝钢管旋锻加工成变截面的空心管,具体包括:采用精密无缝钢管,通过精密旋锻工艺,将钢管旋锻成两端壁厚大,中间壁厚小的变截面空心管。
[0008]
一些实施例中,在将无缝钢管旋锻加工成变截面的空心管之后,加工所述空心管的焊接端面,使所述空心管的焊接端面平整。
[0009]
一些实施例中,所述将所述空心管与所述法兰盘毛坯焊接,具体包括:夹紧所述法兰盘毛坯,并采用摩擦焊接的方式将所述空心管与所述法兰盘毛坯固定。
[0010]
一些实施例中,在将所述空心管与所述法兰盘毛坯焊接之后,对所述空心管与所述法兰盘毛坯整体进行去应力退火。
[0011]
一些实施例中,所述对焊接后的所述空心管与所述法兰盘毛坯进行机加工及热处理形成空心半轴,具体包括:去除所述空心管与所述法兰盘毛坯之间的焊接翻边,加工所述法兰盘毛坯的外端中心孔,以及外圆周的螺栓孔;并且加工所述空心管的外端中心孔,以及在所述空心管的外端加工花键;然后对机加工后的所述空心管与所述法兰盘毛坯进行感应淬火和低温回火处理。
[0012]
一些实施例中,在对焊接后的所述空心管与所述法兰盘毛坯进行机加工及热处理形成空心半轴之后,对所述空心半轴进行校直,并精加工至合格尺寸。
[0013]
第二方面,提供了一种采用如上述的重载汽车空心半轴的制造方法制得的空心半轴,其包括:法兰盘;固定于所述法兰盘一侧的空心杆部,所述空心杆部通过上述的空心管加工而成,且所述空心杆部具有位于其轴线上的空腔,所述空腔相对两端的内径小于其中间段的内径。
[0014]
一些实施例中,所述空心杆部远离所述法兰盘的一端设有花键,且对应设有所述花键一端的所述空心杆部的壁厚大于所述空心杆部另一端的壁厚。
[0015]
本发明提供的技术方案带来的有益效果包括:
[0016]
本发明实施例提供了一种重载汽车空心半轴的制造方法及空心半轴,由于采用了旋锻工艺将无缝钢管加工成变截面的空心管,使得加工出来的空心管具有精度高,壁厚均匀,且直线度好等优点,同时,也由于精密旋锻属于冷成型,通过该工艺获得的所述空心管内表面和外表面质量好,基本不产生脱碳,且金属流线完整,强度高,从而使得最终经过机加工后的空心半轴的强度较好,且精度高;空心管与法兰盘毛坯焊接固定较采用花键装配连接结构简单,且空心管不会产生轴向窜动;空心管与法兰盘毛坯分体成型,容易制造出大尺寸的法兰盘,适用于制造重载汽车的半轴。
附图说明
[0017]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0018]
图1为本发明实施例提供的一种重载汽车空心半轴的制造方法的法兰盘毛坯的结构示意图;
[0019]
图2为本发明实施例提供的一种重载汽车空心半轴的制造方法的旋锻加工示意图;
[0020]
图3为图2中a-a的剖视示意图;
[0021]
图4为本发明实施例提供的一种重载汽车空心半轴的制造方法的旋锻加工的立体结构示意图;
[0022]
图5为本发明实施例提供的一种重载汽车空心半轴的制造方法的空心管的结构示意图;
[0023]
图6为本发明实施例提供的一种空心半轴的结构示意图;
[0024]
图7为本发明实施例提供的一种重载汽车空心半轴的制造方法的另一种空心管的结构示意图;
[0025]
图8为本发明实施例提供的另一种空心半轴的结构示意图。
[0026]
图中:1、法兰盘;2、钢管;3、空心管;4、空心半轴;5、空心杆部;6、空腔;61、第一空腔;62、第二空腔;63、第三空腔;7、花键。
具体实施方式
[0027]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0028]
本发明实施例提供了一种重载汽车空心半轴的制造方法及空心半轴,其能解决相关技术中采用热锻的方式容易引起中间长管内壁的氧化脱碳、影响半轴强度;法兰盘和半轴杆部通过装配连接,结构复杂、半轴杆部容易轴向窜动;空心半轴采用一根钢管整体锻造的方式使得法兰盘难以成型的问题。
[0029]
参见图1所示,为本发明实施例提供的一种重载汽车空心半轴的制造方法,其包括以下步骤:
[0030]
步骤1:将钢棒锻造形成法兰盘毛坯。
[0031]
参见图1所示,在一些实施例中,于步骤1中,所述将钢棒锻造形成法兰盘毛坯,具体可以包括以下步骤:按照预设尺寸锯切实心钢棒,并将实心棒料加热到1000-1250℃后,将实心棒料锻造成法兰盘毛坯的形状。
[0032]
在一些可选的实施例中,在将钢棒锻造形成法兰盘毛坯之后,可以对法兰盘毛坯进行调质或正火热处理,经过热处理之后,可以将法兰盘毛坯左侧的焊接端面车平,并在焊接端面上加工法兰盘毛坯的内孔,使焊接端面平整,内孔过渡均匀,然后可以将法兰盘毛坯另一侧的夹持定位面加工至设定的尺寸,使夹持工具能够夹紧法兰盘毛坯。
[0033]
步骤2:将无缝钢管2旋锻加工成变截面的空心管3。
[0034]
参见图2至图5所示,在一些实施例中,于步骤2中,所述将无缝钢管2旋锻加工成变截面的空心管3,具体可以包括以下步骤:采用精密无缝钢管2,通过精密旋锻工艺,将钢管2旋锻成两端壁厚大,中间壁厚小的变截面空心管3,两端较大的壁厚可以保证空心管3与其两侧零件相结合的部位强度较高,能够承载更大的力,并且壁厚较大还可以降低空心管3两端的局部剪应力,提升了空心管3的可靠性;并且在保证不与其他零件发生干涉的情况下,可以尽可能地增加空心管3的外径,较大的外径使空心管3能够承受的扭矩更大,从而可以有效降低空心管3的应力水平,并且,在增大空心管3外径的前提下,通过旋锻工艺可以尽可能的减少空心管3的壁厚,从而获得同样的承载能力,从而可以提高轻量化效果。
[0035]
在一些实施例中,于步骤2之后,可以将空心管3的焊接端面车平,使空心管3的焊接端面平整。
[0036]
步骤3:将空心管3与法兰盘毛坯焊接。
[0037]
参见图6和图8所示,在一些实施例中,于步骤3中,所述将空心管3与法兰盘毛坯焊接,具体可以包括:使用夹持工具夹紧法兰盘毛坯的夹持定位面,并采用摩擦焊接的方式将空心管3的左端面与法兰盘毛坯的右端面进行焊接固定,避免了采用钢管直接成型大尺寸法兰盘毛坯较困难,更适宜制造重载汽车的大尺寸法兰盘毛坯。
[0038]
在一些可选的实施例中,于步骤3之后,可以将焊接后的空心管3与法兰盘毛坯整体进行去应力退火,以消除焊缝应力及焊接马氏体组织,改善焊接处的力学性能。
[0039]
步骤4:对焊接后的空心管3与法兰盘毛坯进行机加工及热处理形成空心半轴4。
[0040]
参见图6和图8所示,在一些实施例中,于步骤4中,所述对焊接后的空心管3与法兰盘毛坯进行机加工及热处理形成空心半轴4,具体可以包括以下步骤:去除空心管3与法兰盘毛坯之间的焊接翻边,加工法兰盘毛坯的左端面中心孔,以及法兰盘毛坯外圆周的螺栓孔;并且加工空心管3的右端面中心孔,以及在空心管3右端的外表面机加工形成花键7,或者也可以采用挤压成型的方式形成花键7;然后对机加工后的空心管3与法兰盘毛坯进行感应淬火和低温回火处理,保证空心半轴4外表面的高硬度和心部的高韧性,最终形成空心半轴4。
[0041]
在一些可选的实施例中,于步骤4之后,还可以采用校直工具对空心半轴4进行校直,并对空心半轴4进行精加工至合格尺寸,最后进行合格检验,对于合格的空心半轴4进行防锈处理,然后包装入库。
[0042]
参见图6和图8所示,为本发明实施例提供的一种采用上述的重载汽车空心半轴的制造方法制得的空心半轴4,其包括:法兰盘1;固定于法兰盘1一侧的空心杆部5,空心杆部5通过上述的空心管3加工而成,且空心杆部5具有位于其轴线上的空腔6,所述空腔6相对两端的内径小于其中间段的内径。
[0043]
参见图6和图8所示,优选的,可以将法兰盘1的右端与空心杆部5的左端通过摩擦焊接固定,避免采用钢管直接成型法兰盘1,更适宜制造重载汽车的大尺寸法兰盘1。
[0044]
参见图6、图7和图8所示,需要说明的是,所述空腔6可以包括位于空心杆部5左端的第一空腔61,以及位于空心杆部5右端的第二空腔62,还包括位于第一空腔61与第二空腔62之间的第三空腔63,第三空腔63的内径大于第一空腔61的内径,且第三空腔63的内径大于第二空腔62的内径,并且空心杆部5沿其轴线方向上的外径可以大致相同(参见图7、图8所示,在其他实施例中,空心杆部5沿其轴线方向上的外径也可以不同,即空心杆部5对应第三空腔63处的外径可以大于两端的外径),使得第一空腔61处的壁厚大于第三空腔63处的壁厚,且第二空腔62处的壁厚也大于第三空腔63处的壁厚;两端较大的壁厚可以保证空心杆部5与其两侧零件相结合的部位强度较高,能够承载更大的力,并且壁厚较大还可以降低空心杆部5两端的局部剪应力,提升了空心管3的可靠性,而空心杆部5的中部不需要与其他零件连接,强度不需较高,将空心杆部5中间位置的壁厚加工的较薄,可以提高空心杆部5的轻量化效果。
[0045]
参见图6和图8所示,在一些实施例中,空心杆部5右端的外表面可以设有花键7,且空腔6右端的内径可以小于空腔6左端的内径(也就是说,第二空腔62的内径可以小于第一空腔61的内径),使得第二空腔62处的壁厚大于第一空腔61处的壁厚,将具有花键7一端的壁厚加工的较厚一些,可以避免花键7与其他零件结合的部位因受力较大而发生变形,而空心杆部5的左端与法兰盘1焊接,空心杆部5左端受力较右端小,在保证其可靠性的同时,可以将空心杆部5左端(也就是第一空腔61处)的壁厚加工的较右端薄一些,进一步提升了轻量化效果。
[0046]
本发明实施例提供的一种重载汽车空心半轴的制造方法及空心半轴的原理为:
[0047]
由于采用了旋锻工艺将无缝钢管2加工成变截面的空心管3,使得加工出来的空心
管3具有精度高,壁厚均匀,且直线度好等优点,同时,也由于精密旋锻属于冷成型,通过该工艺获得的空心管3内表面和外表面质量好,基本不产生脱碳,且金属流线完整,强度高,从而使得最终经过机加工后的空心半轴4的强度较好,且精度高;空心管与法兰盘毛坯焊接固定较采用花键装配连接结构简单,且空心管不会产生轴向窜动;空心管与法兰盘毛坯分体成型,容易制造出大尺寸的法兰盘,适用于制造重载汽车的半轴。
[0048]
在本发明的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0049]
需要说明的是,在本发明中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0050]
以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips