
 商标分类
商标分类  商标转让
商标转让 
一种漆包线生产用超微线材的拉丝装置及其拉丝方法与流程
 2021-01-29 16:01:42|
2021-01-29 16:01:42| 241|
241| 起点商标网
起点商标网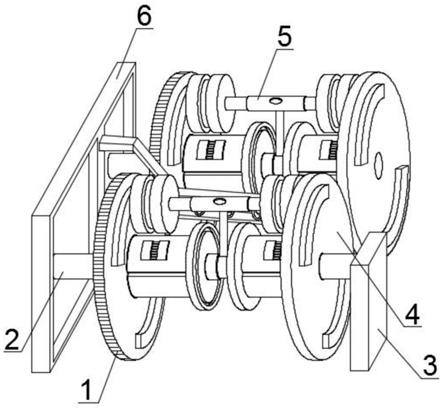
[0001]
本发明涉及漆包线生产领域,尤其涉及一种漆包线生产用超微线材的拉丝装置及其拉丝方法。
背景技术:
[0002]
漆包线,是指用绝缘漆作为绝缘涂层、用于绕制电磁线圈的金属导线,也称电磁线。是绕组线的一个主要品种,由导体和绝缘层两部组成,裸线经退火软化后,再经过多次涂漆,烘焙而成。但要生产出既符合标准要求,又满足客户要求的产品并不容易,它受原材料质量,工艺参数,生产设备,环境等因素影响,因此,各种漆包线的质量特性各不相同,但都具备机械性能,化学性能,电性能,热性能四大性能。
[0003]
在进行漆包线加工的过程中,拉丝装置为不可缺少的设备,现市面上的拉丝装置大多数具有装置的可调节能力差、无法保证漆包线的传动是否处于直线状态、在双线拉丝过程中无法检测其二者是否存在差速、无法通过气缸对装置进行灵活性的间隔调整和无法利用磁铁与载具间存在的电磁场进行带动的问题。
[0004]
针对上述问题,为提高拉丝装置的可调节能力、能够保证漆包线的传动是否处于直线状态、在双线拉丝过程中能够检测其二者是否存在差速、能够通过气缸对装置进行灵活性的间隔调整和能够利用磁铁与载具间存在的电磁场进行带动,为此,我们提出了一种漆包线生产用超微线材的拉丝装置及其拉丝方法。
技术实现要素:
[0005]
本发明的目的在于提供一种漆包线生产用超微线材的拉丝装置及其拉丝方法,以解决上述技术问题。
[0006]
本发明为解决上述技术问题,采用以下技术方案来实现:一种漆包线生产用超微线材的拉丝装置,包括传动机构、带动机构和差速调节机构,传动机构与带动机构的内腔贯穿设置有固定横杆,固定横杆的另一端与固定竖盒固定连接,所述组装盘的侧端安装有永磁块,所述永磁块为一种m形状构件,所述永磁块与内嵌环槽进行配合,所述永磁块设定的的高度应小于内嵌环槽设定的深度,所述传动机构与带动机构之间贯穿设置有差速调节机构,所述差速调节机构包括中空筒、螺纹杆、摩擦滚轮、气缸和通气孔,所述中空筒的内腔穿插安装有螺纹杆,所述螺纹杆的两端设置有摩擦滚轮,所述中空筒的底端设置有气缸,所述中空筒的顶端开设有通气孔。
[0007]
优选的,所述传动机构包括旋转盘、铝带条、承接横筒、限位腔、限位边缘块、组装盘和永磁块,所述旋转盘的侧端环形开设有铝带条,所述旋转盘的侧端安装有承接横筒,所述承接横筒的外端开设有限位腔,所述限位腔的两端设置有限位边缘块,所述承接横筒的另一端与组装盘固定连接。
[0008]
优选的,所述带动机构包括组装盘体、内嵌环槽和通透孔,所述组装盘体的侧端面环形阵列开设有内嵌环槽,所述组装盘体的侧端内腔开设有通透孔。
[0009]
优选的,所述气缸包括组装接触外壳、内置壳、入气孔、衔接侧框、活动横杆和活塞,所述组装接触外壳的内腔设置有内置壳,所述内置壳的顶端开设有入气孔,所述内置壳的两端安装有衔接侧框,所述衔接侧框的另一端安装有活动横杆,所述活动横杆的外圈安装有活塞。
[0010]
优选的,所述传动机构与带动机构安装于支撑机构的侧端,所述支撑机构包括组装框、安装条和通透环圈,所述组装框的侧端安装有安装条,所述安装条之间安装有通透环圈。
[0011]
一种漆包线生产用超微线材的拉丝装置的拉丝方法,包括以下步骤:
[0012]
s1:将漆包线放置于传动机构与带动机构的外圈,利用外接电机带动传动机构进行旋转,对漆包线进行旋转传动;
[0013]
s2:永磁块与内嵌环槽的内嵌配合,利用永磁块与内嵌环槽产生的涡流,带动带动机构进行无接触旋转;
[0014]
s3:通过摩擦滚轮检测漆包线的传动速度,在二者之间存在差速时通过螺纹杆、摩擦滚轮与气缸之间的配合,对传动机构与带动机构的间距进行调整。
[0015]
本发明的有益效果是:
[0016]
与现有技术相比,本发明的有益效果如下:
[0017]
1、本发明提出的一种漆包线生产用超微线材的拉丝装置及其拉丝方法,组装盘通过永磁块与组装盘体的内嵌环槽的内腔进行环形配合,通过组装盘与组装盘体之间的距离把控,控制组装盘的旋转速度,永磁块在进行旋转的过程中,会在组装盘的运动垂直方向产生涡流,利用内嵌环槽与永磁块之间的相互磁场关系,从而驱使带动机构进行旋转,调整组装盘与永磁块之间的距离,相对距离越近,其旋转带动速度越慢,相对距离越远旋转带动速度越快。
[0018]
2、本发明提出的一种漆包线生产用超微线材的拉丝装置及其拉丝方法,传动机构与带动机构之间接触时,顺时针旋转传动机构会带动带动机构进行逆时针旋转,漆包线由传动机构上端铺设,通过带动机构的逆时针旋转带动其进行同向移动,此时可将漆包线从装置的上端进行拉丝处理。
[0019]
3、本发明提出的一种漆包线生产用超微线材的拉丝装置及其拉丝方法,逆时针旋转传动机构会带动带动机构进行顺时针旋转,漆包线由传动机构下端铺设,通过带动机构的顺时针旋转带动其进行同向移动,此时可将漆包线从装置的上端进行拉丝处理。
[0020]
4、本发明提出的一种漆包线生产用超微线材的拉丝装置及其拉丝方法,传动机构与带动机构之间存在间隔时,传动机构于外接电机的连接情况下进行旋转带动,此时能够对漆包线于承接横筒的外圈进行缠绕拉丝处理。
[0021]
5、本发明提出的一种漆包线生产用超微线材的拉丝装置及其拉丝方法,传动的过程中,无法保证漆包线的传动是否处于直线状态,通过限位腔与限位边缘块之间的配合,能够限制漆包线的传动直线状态且增加装置与漆包线之间的摩擦力,更加便捷地对漆包线进行拉丝传动。
附图说明
[0022]
图1为本发明一种漆包线生产用超微线材的拉丝装置的结构示意图;
[0023]
图2为本发明传动机构的立体结构示意图;
[0024]
图3为本发明带动机构的立体结构示意图;
[0025]
图4为本发明差速调节机构的立体结构示意图;
[0026]
图5为本发明通气孔开设于中空筒顶端的立体结构示意图;
[0027]
图6为本发明气缸的立体结构示意图;
[0028]
图7为本发明支撑机构的立体结构示意图。
[0029]
附图标记:1、传动机构;11、旋转盘;12、铝带条;13、承接横筒;14、限位腔;15、限位边缘块;16、组装盘;17、永磁块;2、固定横杆;3、固定竖盒;4、带动机构;41、组装盘体;42、内嵌环槽;43、通透孔;5、差速调节机构;51、中空筒;52、螺纹杆;53、摩擦滚轮;54、气缸;541、组装接触外壳;542、内置壳;543、入气孔;544、衔接侧框;545、活动横杆;546、活塞;55、通气孔;6、支撑机构;61、组装框;62、安装条;63、通透环圈。
具体实施方式
[0030]
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例和附图,进一步阐述本发明,但下述实施例仅仅为本发明的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本发明的保护范围。
[0031]
下面结合附图描述本发明的具体实施例。
[0032]
实施例1
[0033]
如图1、2和7所示,一种漆包线生产用超微线材的拉丝装置及其拉丝方法,包括传动机构1、带动机构4和差速调节机构5,传动机构1与带动机构4的内腔贯穿设置有固定横杆2,固定横杆2的另一端与固定竖盒3固定连接,组装盘16的侧端安装有永磁块17,永磁块17为一种m形状构件,永磁块17与内嵌环槽42进行配合,永磁块17设定的的高度应小于内嵌环槽42设定的深度,传动机构1与带动机构4之间贯穿设置有差速调节机构5,传动机构1与带动机构4安装于支撑机构6的侧端,支撑机构6包括组装框61、安装条62和通透环圈63,组装框61的侧端安装有安装条62,安装条62之间安装有通透环圈63,组装盘16通过永磁块17与组装盘体41的内嵌环槽42的内腔进行环形配合,通过组装盘16与组装盘体41之间的距离把控,控制组装盘16的旋转速度,永磁块17在进行旋转的过程中,会在组装盘16的运动垂直方向产生涡流,利用内嵌环槽42与永磁块17之间的相互磁场关系,从而驱使带动机构4进行旋转,调整组装盘16与永磁块17之间的距离,相对距离越近,其旋转带动速度越慢,相对距离越远旋转带动速度越快。
[0034]
实施例2
[0035]
如图2和3所示,一种漆包线生产用超微线材的拉丝装置及其拉丝方法,传动机构1包括旋转盘11、铝带条12、承接横筒13、限位腔14、限位边缘块15、组装盘16和永磁块17,旋转盘11的侧端环形开设有铝带条12,旋转盘11的侧端安装有承接横筒13,承接横筒13的外端开设有限位腔14,限位腔14的两端设置有限位边缘块15,承接横筒13的另一端与组装盘16固定连接,带动机构4包括组装盘体41、内嵌环槽42和通透孔43,组装盘体41的侧端面环形阵列开设有内嵌环槽42,组装盘体41的侧端内腔开设有通透孔43,调整双带动机构1和带动机构4侧端的间距,传动机构1与带动机构4之间接触时,顺时针旋转传动机构1会带动带
动机构4进行逆时针旋转,漆包线由传动机构1上端铺设,通过带动机构4的逆时针旋转带动其进行同向移动,此时可将漆包线从装置的上端进行拉丝处理;逆时针旋转传动机构1会带动带动机构4进行顺时针旋转,漆包线由传动机构1下端铺设,通过带动机构4的顺时针旋转带动其进行同向移动,此时可将漆包线从装置的上端进行拉丝处理;传动机构1与带动机构4之间存在间隔时,传动机构1于外接电机的连接情况下进行旋转带动,此时能够对漆包线于承接横筒13的外圈进行缠绕拉丝处理,传动的过程中,无法保证漆包线的传动是否处于直线状态,通过限位腔14与限位边缘块15之间的配合,能够限制漆包线的传动直线状态且增加装置与漆包线之间的摩擦力,更加便捷地对漆包线进行拉丝传动。
[0036]
实施例3
[0037]
如图4、5和6所示,一种漆包线生产用超微线材的拉丝装置及其拉丝方法,差速调节机构5包括中空筒51、螺纹杆52、摩擦滚轮53、气缸54和通气孔55,中空筒51的内腔穿插安装有螺纹杆52,螺纹杆52的两端设置有摩擦滚轮53,中空筒51的底端设置有气缸54,中空筒51的顶端开设有通气孔55,在传动机构1与带动机构4进行无接触电磁传动的过程中,传动机构1带动带动机构4进行同向移动,此时会产生二者之间会产生略微差速值,传动机构1的运行速度会始终大于等于带动机构4的运行速度,在传输漆包线的过程中,将其上端与摩擦滚轮53底端面接触,漆包线通过摩擦力带动摩擦滚轮53进行旋转,如双摩擦滚轮53的运行速度一致,则会驱动螺纹杆52于中空筒51内腔稳定旋转,如带动机构4的速度降低,右侧摩擦滚轮53的旋转速度降低,导致螺纹杆52的运行平衡力无法保持,右侧摩擦滚轮53连接的螺纹杆52触发中空筒51内腔设置的通气阀,使其通过通气孔55向中空筒51内腔进行空气运输,中空筒51内腔的空气向下通过入气孔543进入内置壳542内腔,内置壳542通过衔接侧框544与活动横杆545连接,衔接侧框544为一种合成橡胶材质制成的构件,向右侧的活动横杆545内腔输送氧气,使其向右端推移,通过活塞546与组装接触外壳541之间的配合,使带动机构4整体向右端推移,因传动机构1与带动机构4的相对距离越远旋转带动速度越快的原理,使带动机构4与传动机构1的运行速度调整一致时,螺纹杆52的运行平衡力得到保持,中空筒51内腔设置的通气阀闭合,保持传动机构1与带动机构4的间距。
[0038]
为了更好的展现漆包线生产用超微线材的拉丝装置的拉丝方法,本实施例现提出漆包线生产用超微线材的拉丝装置的拉丝方法,包括以下步骤:
[0039]
s1:将漆包线放置于传动机构1与带动机构4的外圈,利用外接电机带动传动机构1进行旋转,对漆包线进行旋转传动;
[0040]
s2:永磁块17与内嵌环槽42的内嵌配合,利用永磁块17与内嵌环槽42产生的涡流,带动带动机构4进行无接触旋转;
[0041]
s3:通过摩擦滚轮53检测漆包线的传动速度,在二者之间存在差速时通过螺纹杆52、摩擦滚轮53与气缸54之间的配合,对传动机构1与带动机构4的间距进行调整。
[0042]
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0043]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips