
 商标分类
商标分类  商标转让
商标转让 
铝合金型材拼接多角度自动焊接系统的制作方法
 2021-01-29 16:01:55|
2021-01-29 16:01:55| 228|
228| 起点商标网
起点商标网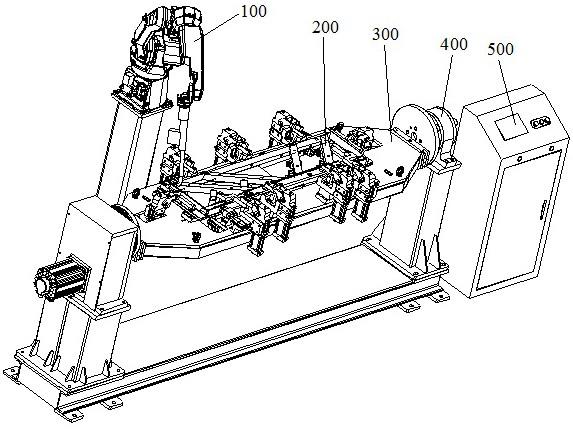
[0001]
本发明涉及铝合金电池托盘成型领域,特别是涉及一种铝合金型材拼接多角度自动焊接系统。
背景技术:
[0002]
随着国家大力推进《中国制造2025》,智能制造工程领域也围绕着降低运营成本、缩短产品生产周期、降低不良品率、全面实现智能化等目标砥砺前进。
[0003]
传统工艺中,铝合金散件加工时,工序为:散件cnc加工外形-清洗烘干-人工组焊,正反面依次焊接-总成件cnc机加工安装孔-清洗烘干。
[0004]
如图1所示,铝合金散件加工时是将八根横梁的外形尺寸加工到位,然后压紧在工作台,通过人工焊接完正面后,拆掉压紧机构,然后翻过面来压紧再焊接反面,图1中1'~12'为焊接位;如图2所示,焊接完成后,再将总成件装夹到cnc设备上进行安装孔位的加工,以保证安装孔的精度要求,图2中13'为安装孔位。
[0005]
传统工艺的缺点是:由于采用人工焊接,且正反面焊接是通过两次压紧和拆卸实现的,焊接后产品的一致性和稳定性较差,无法满足客户对轮廓度和安装平面度的要求;另外,八根横梁在散件状态时已经都在cnc设备上加工过一次了,焊接总成后再上一次cnc,导致工序重复,且过程辅助工序及流转环节会造成工时浪费,影响生产节拍,导致生产效率低下。
技术实现要素:
[0006]
本发明主要解决的技术问题是提供一种铝合金型材拼接多角度自动焊接系统,解决了铝合金散件一次拼接多角度满焊生产问题,通过一次实现产品正反两面焊接,保证了焊接产品的质量需求,全面有效提高了生产效率。
[0007]
为解决上述技术问题,本发明采用的一个技术方案是:提供一种铝合金型材拼接多角度自动焊接系统,包括:焊接机器人、待焊接产品、夹紧工装、变位机和通讯控制柜,待焊接产品装夹在夹紧工装表面,变位机将夹紧工装两侧进行夹持,焊接机器人设于夹紧工装的旁侧,通讯控制柜与焊接机器人电性连接,通讯控制柜控制焊接机器人将夹紧工装表面的待焊接产品进行焊接。
[0008]
在本发明一个较佳实施例中,待焊接产品为待焊接的散件横梁组件,包括四根外围横梁和四根中间横梁,外围横梁的型面与中间横梁的型面配合接触。
[0009]
在本发明一个较佳实施例中,夹紧工装包括工装台面,工装台面通过两侧的变位机工装连接板装配在变位机上,工装台面的转角处设置有吊环,工装台面的转角和侧边设有基准孔,工装台面上还设置有:销型升降定位单元,用于实现外围横梁水平方向定位;卡槽升降型定位单元,用于实现中间横梁水平方向和垂直方向的定位;
自限位夹紧单元,用于实现外围横梁垂直方向的定位。
[0010]
在本发明一个较佳实施例中,销型升降定位单元用于实现外围横梁的定位,销型升降定位单元包括伸缩气缸、三角螺栓销、固定板、定位销和安装螺栓,定位销和安装螺栓将固定板安装在工装台面上,三角螺栓销连接伸缩气缸并安装在固定板上,通过伸缩气缸带动三角螺栓销上下动作。
[0011]
在本发明一个较佳实施例中,每根散件外围横梁下方有两个定位孔,定位销安装在定位孔内将外围横梁预定位,然后通过安装螺栓将外围横梁散件安装在固定板上,再通过伸缩气缸带动三角螺栓销动作将外围横梁散件锁定在固定板上,每根外围横梁分别通过两个销型升降定位单元实现水平方向的定位。
[0012]
在本发明一个较佳实施例中,卡槽升降型定位单元包括伸缩夹紧气缸、活动限位卡板、浮动推板、导向定位板、双轴气缸a和安装固定板,活动限位卡板表面有用于放置中间横梁的凹槽,伸缩夹紧气缸安装在活动限位卡板侧面,通过控制伸缩夹紧气缸的运动来实现对中间横梁的夹紧和松开,双轴气缸a装配在安装固定板上,安装固定板安装在工装台面上,双轴气缸a通过浮动推板和导向定位板连接到活动限位卡板,双轴气缸a带动活动限位卡板上下运动,活动限位卡板在上位时对中间横梁进行定位,活动限位卡板在下位时可自由取出中间横梁。
[0013]
在本发明一个较佳实施例中,自限位夹紧单元包括强力夹紧气缸a、高度限位调整块a、连接板a、贴面压块a、垫块调整块a和连接桥板a,连接桥板a安装在工装台面上,强力夹紧气缸a装配在连接桥板a上,高度限位调整块a底部和垫块调整块a底部均装配在连接桥板a上,强力夹紧气缸a的夹爪下方设置有连接板a,高度限位调整块a顶部抵接连接板a,连接板a下方安装有贴面压块a,外围横梁放置在贴面压块a和垫块调整块a之间,通过调节高度调整块a使强力夹紧气缸a沿垂直方向压紧外围横梁。
[0014]
在本发明一个较佳实施例中,高度限位调整块a、贴面压块a和垫块调整块a的安装位置预留0~3mm高度调整空间。
[0015]
在本发明一个较佳实施例中,工装台面上还设置有自限位侧顶单元,自限位侧顶单元包括:强力夹紧气缸b、高度限位调整块b、连接板b、贴面压块b、三角定位销、第一定位导向板、第一气缸安装板、顶块、侧顶推板、第二定位导向板、双轴气缸b、第二气缸安装板和第三气缸安装板,强力夹紧气缸b装配在第三气缸安装板上,强力夹紧气缸b的夹爪下方设置有连接板b,高度限位调整块b顶部抵接连接板b,连接板b下方安装有贴面压块b,外围横梁放置在贴面压块b和第一定位导向板之间,外围横梁底部通过三角定位销进行定位,三角定位销安装在第一定位导向板上,第一定位导向板安装在工装台面上的第一气缸安装板上,通过调节高度限位调整块b使强力夹紧气缸b沿垂直方向压紧外围横梁,双轴气缸b位于强力夹紧气缸b的旁侧,双轴气缸b装配在第二气缸安装板上,双轴气缸b通过第二定位导向板和侧顶推板沿着水平方向抵接住外围横梁,双轴气缸b带动第一定位导向板和侧顶推板进行左右水平运动,侧顶推板在右位时对外围横梁进行侧定位。
[0016]
在本发明一个较佳实施例中,变位机包括电机减速机、头座、齿轮式回转轴承、主动齿轮、连接桥板、工装连接板、法兰座轴承组件和尾座,头座和尾座设于连接桥板的两侧,
头座上安装有电机减速机以及与电池减速机输出端相连的主动齿轮,主动齿轮支承在齿轮式回转轴承上,尾座上安装有法兰轴承组件,头座和尾座上均连接有变位机工装连接板,通过变位机夹持待焊接产品,实现持待焊接产品360度旋转。
[0017]
本发明的有益效果是:本发明铝合金型材拼接多角度自动焊接系统解决了多种铝合金散件一次拼接多角度满焊生产问题,通过一次实现产品正反两面焊接,提高生产效率的同时,保证了焊接产品的质量需求,代替了传统手工焊接模式,全面有效提高了生产效率,保证了产品安装孔和轮廓度等形位尺寸要求,满足汽车行业批量化高效率的自动生产要求。
附图说明
[0018]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1是传统工艺中铝合金散件加工时焊接横梁组件的结构示意图;图2是传统工艺中铝合金散件加工时加工安装孔位的结构示意图;图3是本发明的铝合金型材拼接多角度自动焊接系统的正面焊接示意图;图4是本发明的铝合金型材拼接多角度自动焊接系统的反面焊接示意图;图5是本发明的铝合金型材拼接多角度自动焊接系统中夹紧工装的结构示意图;图6是本发明的铝合金型材拼接多角度自动焊接系统的夹紧工装中销型升降定位单元的结构示意图;图7是图6的b-b向剖视图;图8是本发明的铝合金型材拼接多角度自动焊接系统的夹紧工装中卡槽升降型定位单元的结构示意图;图9是图8的c-c向剖视图;图10是本发明的铝合金型材拼接多角度自动焊接系统的夹紧工装中自限位夹紧单元的结构示意图;图11是本发明的铝合金型材拼接多角度自动焊接系统的夹紧工装中自限位侧顶单元的结构示意图;图12是本发明的铝合金型材拼接多角度自动焊接系统中变位机的结构示意图;附图中各部件的标记如下:1'~12'、为焊接位,13'、安装孔位,100、焊接机器人,200、待焊接产品,210、外围横梁,220、中间横梁,300、夹紧工装,310、工装台面,320、吊环,330、基准孔,400、变位机,410、电机减速机,420、头座,430、齿轮式回转轴承,440、主动齿轮,450、连接桥板,460、工装连接板,470、法兰座轴承组件,480、尾座,500、通讯控制柜,600、销型升降定位单元,610、伸缩气缸,620、三角螺栓销,630、固定板,640、定位销,650、安装螺栓,700、卡槽升降型定位单元,710、凹槽,720、伸缩夹紧气缸,730、活动限位卡板,740、浮动推板,750、导向定位板,760、双轴气缸a,770、安装固定板,
800、自限位夹紧单元,810、强力夹紧气缸a,820、高度限位调整块a,830、连接板a,840、贴面压块a,860、垫块调整块a,870、连接桥板,900、自限位侧顶单元,910、强力夹紧气缸b,920、高度限位调整块b,930、连接板b,940、贴面压块b,960、三角定位销,970、第一定位导向板,980、第一气缸安装板,990、顶块,9100、侧顶推板,9110、第二定位导向板,9120、双轴气缸b,9130、第二气缸安装板,9140、第三气缸安装板,1000、普通夹紧单元。
具体实施方式
[0019]
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0020]
请参阅图3至图12,本发明实施例包括:一种铝合金型材拼接多角度自动焊接系统,包括:焊接机器人100、待焊接产品200、夹紧工装300、变位机400和通讯控制柜500,本发明中,待焊接产品200为待焊接的散件横梁组件,包括四根外围横梁210和四根中间横梁220,外围横梁210和中间横梁220已经预先加工好外形和所有安装孔,外围横梁210的型面与中间横梁220的型面配合接触。
[0021]
待焊接产品200装夹在夹紧工装300表面,变位机400将夹紧工装300两侧进行夹持,焊接机器人100设于夹紧工装300的旁侧,通讯控制柜500与焊接机器人100电性连接,通讯控制柜500控制焊接机器人100将夹紧工装300表面的待焊接产品200进行焊接。
[0022]
其中变位机400包括电机减速机410、头座420、齿轮式回转轴承430、主动齿轮440、连接桥板450、工装连接板460、法兰座轴承组件470和尾座480,头座420和尾座480设于连接桥板450的两侧,头座420上安装有电机减速机410以及与电池减速机410输出端相连的主动齿轮440,主动齿轮440支承在齿轮式回转轴承430上,尾座480上安装有法兰轴承组件470,头座420和尾座480上均连接有变位机工装连接板460。
[0023]
电机减速机410包括伺服电机和rv减速机,采用伺服电机和rv减速机能够提供精确的角速度输出,满足实际焊接过程需要得到的任何角度速度,齿轮式回转支承430和主动齿轮440作为头座420支撑机构,保证主动轴的旋转顺畅和平稳性;法兰座轴承组件470作为尾座480的支撑机构,保证从动轴的旋转顺畅和平稳性;连接桥板450和工装连接板460将头座420、尾座480和夹紧工装300连接成一个整体。
[0024]
焊接机器人100为六轴焊接机器人,通过六轴焊接机器人和伺服控制的360度旋转变位机400,可实现待焊接产品200的正反面全方位柔性焊接。
[0025]
进一步地,夹紧工装300包括工装台面310,工装台面310通过两侧的变位机工装连接板460装配在变位机400上,工装台面310的转角处设置有吊环320,工装台面310的转角和侧边设有基准孔330。
[0026]
工装台面310上还设置有用于实现外围横梁210水平方向定位的销型升降定位单元600、用于实现中间横梁220水平方向和垂直方向的定位的卡槽升降型定位单元700以及用于实现外围横梁210垂直方向的定位的自限位夹紧单元800。
[0027]
销型升降定位单元600用于实现外围横梁210的定位,销型升降定位单元600包括伸缩气缸610、三角螺栓销620、固定板630、定位销640和安装螺栓650,定位销640和安装螺栓650将固定板630精确定位在工装台面310上,三角螺栓销620连接伸缩气缸610并安装在固定板630上,这样一来通过伸缩气缸610带动三角螺栓销620上下动作的同时,也保证了固定板630与工装台面310的精确位置关系。
[0028]
每根散件外围横梁210下方有两个定位孔,定位销640安装在定位孔内将外围横梁210预定位,然后通过安装螺栓将外围横梁210散件安装在固定板630上,再通过伸缩气缸610带动三角螺栓销620动作将外围横梁散件210锁定在固定板630上,每根外围横梁210分别通过两个销型升降定位单元600实现水平方向的定位。
[0029]
四根外围横梁210均是通过销型升降定位单元600进行定位,保证了每根外围横梁210的水平方向相对位置关系的一致性和准确性;另一优点是,三角螺栓销620在保证每根外围横梁210定位准确性的同时,在焊接完成后由于产品整体的收缩变形,自然状态下焊接总成很难通过手工直接取出来,此时可以通过伸缩气缸610带动三角螺栓销620向下运动,从而脱离各个外围横梁210的定位孔,使得焊接总成产品处于自由状态,操作人员可直接将无约束的总成件取出工装。
[0030]
卡槽升降型定位单元700包括伸缩夹紧气缸720、活动限位卡板730、浮动推板740、导向定位板750、双轴气缸a760和安装固定板770,活动限位卡板730表面有用于放置中间横梁220的凹槽710,伸缩夹紧气缸720安装在活动限位卡板730侧面,通过控制伸缩夹紧气缸720的运动来实现对中间横梁220的夹紧和松开。
[0031]
双轴气缸a760装配在安装固定板770上,安装固定板770安装在工装台面310上,双轴气缸a760通过浮动推板740和导向定位板750连接到活动限位卡板730,双轴气缸a760带动活动限位卡板730上下运动,活动限位卡板730在上位时对中间横梁220进行定位,活动限位卡板730在下位时可自由取出中间横梁220,其中导向定位板750可保证卡槽升降型定位单元700上下动作的位置准确性。
[0032]
四根中间横梁220均是通过卡槽升降型定位单元700,并通过与四根外围横梁210的型面接触从而起到精确定位的。
[0033]
焊接完成时,伸缩夹紧气缸720打开,双轴气缸a760向下动作,从而带动活动限位卡板730下撤脱离产品,使得焊接总成产品处于自由状态,操作人员可直接将无约束的总成件取出工装。
[0034]
自限位夹紧单元800包括强力夹紧气缸a810、高度限位调整块a820、连接板a830、贴面压块a840、垫块调整块a860和连接桥板a870,连接桥板a870安装在工装台面310上,强力夹紧气缸a810装配在连接桥板a870上,高度限位调整块a820底部和垫块调整块a860底部均装配在连接桥板a830上,强力夹紧气缸a820的夹爪下方设置有连接板a830,高度限位调整块a820顶部抵接连接板a830,连接板a830下方安装有贴面压块a840,外围横梁210放置在贴面压块a840和垫块调整块a860之间,通过调节高度调整块a820使强力夹紧气缸a810沿垂直方向压紧外围横梁210。
[0035]
其中高度限位调整块a820、贴面压块a840和垫块调整块a860的安装位置预留0~3mm高度调整空间,可通过加减垫片来实现,采用此设计可调整自限位夹紧单元800,在大型工装制作加工中,可弥补大件加工产生的累积装配误差,更好适配产品的各种需求;同时高
度限位调整块a820可以调整到刚好保证压紧外围横梁210,防止过压导致产生压点处产品凹陷等质量不良。
[0036]
当外围横梁210与贴面压块a840的接触面的倾斜角在0~45
°
时,四根外围横梁210的垂直方向均是采用上述自限位夹紧单元800压紧定位,并配合上述销型升降定位单元600定位水平方向,使每根外围横梁210达到全约束状态,此时可以进行焊接作业。
[0037]
当外围横梁210与贴面压块a840接触面的倾斜角大于45
°
时,外围横梁210在贴面压块的垂直下压时会产生水平方向的侧移,此时采用工装台面310上的自限位侧顶单元900进行外围横梁210垂直方向的定位,能够起到防止外围横梁210水平移动的作用。
[0038]
自限位侧顶单元900包括:强力夹紧气缸b910、高度限位调整块b920、连接板b930、贴面压块b940、三角定位销960、第一定位导向板970、第一气缸安装板980、顶块990、侧顶推板9100、第二定位导向板9110、双轴气缸b9120、第二气缸安装板9130和第三气缸安装板9140,强力夹紧气缸b910装配在第三气缸安装板9140上,强力夹紧气缸b910的夹爪下方设置有连接板b930,高度限位调整块b920顶部抵接连接板b930,连接板b930下方安装有贴面压块b940,外围横梁210放置在贴面压块b940和第一定位导向板970之间,外围横梁210底部通过三角定位销960进行定位,三角定位销960安装在第一定位导向板970上,第一定位导向板970安装在工装台面310上的第一气缸安装板980上,通过调节高度限位调整块b920使强力夹紧气缸b910沿垂直方向压紧外围横梁210,双轴气缸b9120位于强力夹紧气缸b910的旁侧,双轴气缸b9120装配在第二气缸安装板9130上,双轴气缸b9120通过第二定位导向板9110和侧顶推板9100沿着水平方向抵接住外围横梁210,双轴气缸b9120带动第一定位导向板970和侧顶推板9100进行左右水平运动,侧顶推板9100在右位时对外围横梁210进行侧定位。
[0039]
通过自限位侧顶单元900能够防止外围横梁210产生水平向移动从而影响整个产品定位精度和焊接后产品位置度等尺寸要求。
[0040]
工装台面310两侧上还设置有普通夹紧单元1000,通过普通夹紧单元1000对左右两侧的外围横梁210实现夹紧定位。
[0041]
本发明铝合金型材拼接多角度自动焊接系统的有益效果是:通过一次装夹实现正反两面焊接,提高生产效率的同时,保证了焊接产品的质量需求。
[0042]
通过变位机可实现待焊接产品360度任意角度旋转,从而保证到了产品正反面的焊缝可在该自动焊接系统中一次性装夹,并通过焊接机器人完成焊接;采用焊接机器人代替传统的人工焊接,整个焊接的一致性和稳定型相对人工焊接的不确定性完全可以保证;减少了过程中部分的机加和辅助工序环节,提高了产品的生产效率,又保证了产品安装孔和轮廓度等形位尺寸要求,满足汽车行业批量化高效率的自动生产要求。
[0043]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips