
 商标分类
商标分类  商标转让
商标转让 
一种用于新能源锂离子动力电池制造的极柱螺母装配装置的制作方法
 2021-01-29 16:01:52|
2021-01-29 16:01:52| 190|
190| 起点商标网
起点商标网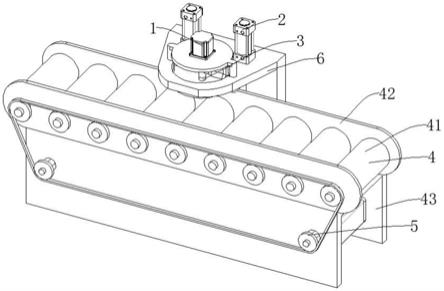
[0001]
本发明涉及新能源与节能领域,特别是涉及一种用于新能源锂离子动力电池制造的极柱螺母装配装置。
背景技术:
[0002]
锂离子动力电池是20世纪开发成功的新型高能电池。这种电池的负极是石墨等材料,正极用磷酸铁锂、钴酸锂、钛酸锂等。70年代进入实用化。因其具有能量高、电池电压高、工作温度范围宽、贮存寿命长等优点,已广泛应用于军事和民用小型电器中;在电池装配过程中,需要由人工将螺母装配到电池的极柱上,目前此过程一般都是由人工进行安装,并且传统的装配螺母的工具一般都是依靠电钻将螺母进行安装,这样的螺母安装方式每个螺母的受力不相同,因此在长时间使用时,会造成螺母的松动或脱离,有时候也会对极柱上的螺纹造成损坏,并且在安装螺母时,需要人工将螺母安装的电钻转动部的套筒内,这样的操作容易增加人工的劳动强度并且降低极柱螺母的装配效率。
技术实现要素:
[0003]
本发明的目的就在于为了解决上述问题而提供一种用于新能源锂离子动力电池制造的极柱螺母装配装置。
[0004]
本发明通过以下技术方案来实现上述目的:
[0005]
一种用于新能源锂离子动力电池制造的极柱螺母装配装置,包括升降机构、输送机构、传动机构、支撑架,所述支撑架位于所述输送机构后侧,所述升降机构位于所述支撑架顶部,所述传动机构位于所述输送机构前方,还包括转动机构和供给机构,所述转动机构包括转动电机、转动座、转动臂、扭矩扳手、顶压弹簧,所述转动电机连接升降机构,所述转动座连接升降机构,所述转动臂上端安装在所述转动座侧面,所述顶压弹簧设置在所述转动座底部,所述扭矩扳手一端设置在所述顶压弹簧下侧,所述扭矩扳手另一端安装在所述转动臂下端;所述供给机构包括套筒、橡胶垫、供给架、推送弹簧、推送板,所述套筒上端连接所述升降机构,所述橡胶垫安装在所述套筒底部,所述供给架前端连接所述升降机构,所述推送弹簧前端安装在所述供给架两侧,所述推送板安装在所述推送弹簧后端。
[0006]
优选的:所述升降机构包括升降气缸、升降座、固定架,所述升降气缸固定部安装在所述支撑架顶部且位于所述转动电机后侧,所述升降座位于所述支撑架内侧,所述升降座后端安装在所述支撑架后端中间位置,所述固定架下端安装在所述升降座顶部前端。
[0007]
如此设置,利用所述升降气缸伸缩部来推动所述升降座进行上下移动,同时通过所述固定架来对所述转动机构进行支撑固定。
[0008]
优选的:所述输送机构包括输送辊、输送架、输送座,所述输送架安装在所述输送座顶部,所述输送辊安装在所述输送架内侧,所述输送架前后两侧开设有固定孔。
[0009]
如此设置,利用所述输送架来对所述输送辊进行支撑,同时利用所述输送座来对所述输送架进行支撑固定。
[0010]
优选的:所述传动机构包括驱动电机、链轮、链条,所述驱动电机通过螺栓连接在所述输送座内部两侧,所述链轮通过键连接在所述输送辊前端和所述驱动电机转动部,所述链条设置在所述链轮外侧。
[0011]
如此设置,利用所述驱动电机转动部的转动,同时通过所述链轮和所述链条的传动来带动所有的所述输送辊进行同步转动。
[0012]
优选的:所述传动机构包括驱动电机、带轮、皮带,所述驱动电机通过螺栓连接在所述输送座内部两侧,所述带轮通过键连接在所述输送辊前端和所述驱动电机转动部,所述皮带设置在所述带轮外侧。
[0013]
如此设置,利用所述驱动电机转动部的转动,同时通过所述带轮和所述皮带的传动来带动所有的所述输送辊进行同步转动。
[0014]
优选的:所述转动电机与所述固定架通过螺栓连接,所述转动座与所述固定架通过轴承连接,所述转动臂与所述转动座通过焊接连接。
[0015]
如此设置,利用所述转动电机转动部带动所述转动座和所述转动臂进行转动,同时利用所述转动臂来带动所述扭矩扳手进行旋转,并且利用所述顶压弹簧来将所述扭矩扳手一端进行按压。
[0016]
优选的:所述套筒与所述升降座通过轴承连接,所述橡胶垫粘接在所述套筒底部,所述供给架与所述升降座通过螺栓连接。
[0017]
如此设置,利用所述套筒来对螺母进行固定,同时通过所述橡胶垫来将未上紧的螺母卡在所述套筒内侧,并且利用所述推送弹簧和所述推送板将所述供给架内的螺母推送到所述套筒内。
[0018]
优选的:所述升降气缸固定部与所述支撑架通过螺栓连接,所述升降座与所述支撑架通过卡槽连接,所述固定架与所述升降座通过螺栓连接。
[0019]
如此设置,利用所述升降气缸伸缩部的动作,从而来带动所述升降座上的所述供给机构进行上下动作。
[0020]
优选的:所述输送架与所述输送座通过螺栓连接,所述输送辊与所述输送架通过轴承连接。
[0021]
如此设置,利用所述输送辊的同步转动来将动力电池极柱上的螺母进行安装固定。
[0022]
优选的:所述支撑架下端通过焊接连接在所述输送座顶部后侧,所述支撑架为“7”字型结构。
[0023]
如此设置,利用所述支撑架来对所述升降机构进行支撑固定。
[0024]
与现有技术相比,本发明的有益效果如下:
[0025]
1、利用转动电机、转动座和转动臂来带动扭矩扳手进行转动,从而可以通过扭矩扳手使得每个电池极柱上的螺母受到相等的作用力;
[0026]
2、利用推送弹簧推动推送板将螺母沿着供给架顶压入套筒内,从而可以实现螺母的自动补给,提高整个螺母安装效率。
附图说明
[0027]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0028]
图1是本发明所述一种用于新能源锂离子动力电池制造的极柱螺母装配装置的实施例1结构示意图;
[0029]
图2是本发明所述一种用于新能源锂离子动力电池制造的极柱螺母装配装置的实施例2结构示意图;
[0030]
图3是本发明所述一种用于新能源锂离子动力电池制造的极柱螺母装配装置的传动机构实施例1局部零件图;
[0031]
图4是本发明所述一种用于新能源锂离子动力电池制造的极柱螺母装配装置的传动机构实施例2局部零件图;
[0032]
图5是本发明所述一种用于新能源锂离子动力电池制造的极柱螺母装配装置的输送机构局部零件图;
[0033]
图6是本发明所述一种用于新能源锂离子动力电池制造的极柱螺母装配装置的转动机构局部剖视图;
[0034]
图7是本发明所述一种用于新能源锂离子动力电池制造的极柱螺母装配装置的供给机构局部零件图;
[0035]
图8是本发明所述一种用于新能源锂离子动力电池制造的极柱螺母装配装置的转动机构局部零件图。
[0036]
附图标记说明如下:
[0037]
1、转动机构;2、升降机构;3、供给机构;4、输送机构;5、传动机构;6、支撑架;11、转动电机;12、转动座;13、转动臂;14、扭矩扳手;15、顶压弹簧;21、升降气缸;22、升降座;23、固定架;31、套筒;32、橡胶垫;33、供给架;34、推送弹簧;35、推送板;41、输送辊;42、输送架;43、输送座;51、驱动电机;52、链轮;53、链条;512、带轮;513、皮带。
具体实施方式
[0038]
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0039]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
[0040]
下面结合附图对本发明作进一步说明:
[0041]
一种用于新能源锂离子动力电池制造的极柱螺母装配装置,包括升降机构2、输送机构4、传动机构5、支撑架6,支撑架6位于输送机构4后侧,升降机构2位于支撑架6顶部,传动机构5位于输送机构4前方,还包括转动机构1和供给机构3,转动机构1包括转动电机11、转动座12、转动臂13、扭矩扳手14、顶压弹簧15,转动电机11安装在固定架23顶部,转动座12上端安装在固定架23下侧,转动臂13上端安装在转动座12侧面,顶压弹簧15设置在转动座12底部,扭矩扳手14一端设置在顶压弹簧15下侧,扭矩扳手14另一端安装在转动臂13下端;供给机构3包括套筒31、橡胶垫32、供给架33、推送弹簧34、推送板35,套筒31上端安装在升降座22前端底部,橡胶垫32安装在套筒31底部,供给架33前端安装在升降座22底部且位于套筒31后侧,推送弹簧34前端安装在供给架33两侧,推送板35安装在推送弹簧34后端。
[0042]
实施例1
[0043]
如图1、图3、图5、图6、图7、图8所示,升降机构2包括升降气缸21、升降座22、固定架23,升降气缸21固定部安装在支撑架6顶部且位于转动电机11后侧,升降座22位于支撑架6内侧,升降座22后端安装在支撑架6后端中间位置,固定架23下端安装在升降座22顶部前端,利用升降气缸21伸缩部来推动升降座22进行上下移动,同时通过固定架23来对转动机构1进行支撑固定;输送机构4包括输送辊41、输送架42、输送座43,输送架42安装在输送座43顶部,输送辊41安装在输送架42内侧,输送架42前后两侧开设有固定孔,利用输送架42来对输送辊41进行支撑,同时利用输送座43来对输送架42进行支撑固定;传动机构5包括驱动电机51、链轮52、链条53,驱动电机51通过螺栓连接在输送座43内部两侧,链轮52通过键连接在输送辊41前端和驱动电机51转动部,链条53设置在链轮52外侧,利用驱动电机51转动部的转动,同时通过链轮52和链条53的传动来带动所有的输送辊41进行同步转动;转动电机11与固定架23通过螺栓连接,转动座12与固定架23通过轴承连接,转动臂13与转动座12通过焊接连接,利用转动电机11转动部带动转动座12和转动臂13进行转动,同时利用转动臂13来带动扭矩扳手14进行旋转,并且利用顶压弹簧15来将扭矩扳手14一端进行按压;套筒31与升降座22通过轴承连接,橡胶垫32粘接在套筒31底部,供给架33与升降座22通过螺栓连接,利用套筒31来对螺母进行固定,同时通过橡胶垫32来将未上紧的螺母卡在套筒31内侧,并且利用推送弹簧34和推送板35将供给架33内的螺母推送到套筒31内;升降气缸21固定部与支撑架6通过螺栓连接,升降座22与支撑架6通过卡槽连接,固定架23与升降座22通过螺栓连接,利用升降气缸21伸缩部的动作,从而来带动升降座22上的供给机构3进行上下动作;输送架42与输送座43通过螺栓连接,输送辊41与输送架42通过轴承连接,利用输送辊41的同步转动来将动力电池极柱上的螺母进行安装固定;支撑架6下端通过焊接连接在输送座43顶部后侧,支撑架6为“7”字型结构,利用支撑架6来对升降机构2进行支撑固定。
[0044]
工作原理:在使用前,首先将需要装配的螺母放入到供给架33内侧,此时通过推送弹簧34的弹力将推送板35向前拉动,继而使得推送板35将供给架33内的螺母压入到套筒31内,随后驱动电机51转动部带动其前端的链轮52进行转动,此时通过链条53的传动来带动输送辊41前端的链轮52进行转动,进而可以将需要装配螺母的电池放置在一端输送辊41上,随后所有的输送辊41的转动,动力电池开始向另一端移动,当动力电池极柱位于套筒31正下方时,升降气缸21伸缩部推动升降座22开始向下移动,进而升降座22开始带动转动机构1和供给机构3向下移动,随后套筒31套在动力电池极柱上端,此时转动电机11转动部带
动转动座12和转动臂13进行转动,通过转动臂13的转动来带动扭矩扳手14以套筒31为中心进行转动,进而通过扭矩扳手14的转动来带动套筒31进行转动,利用套筒31的转动来带动其内部的螺母旋转到动力电池极柱上,在套筒31进行旋转过程中,套筒31内的螺母会绕着动力电池极柱上的螺纹向下移动,当扭矩扳手14所受到的扭矩等于设定的扭矩时,转动电机11转动部停止转动,同时升降气缸21伸缩部带动升降座22向上移动,进而将安装到电池极柱上的螺母从橡胶垫32中心拉出,从而完成螺母的在极柱上的装配,在套筒31内没有螺母时,通过推送弹簧34的弹力将带动推送板35继续向前移动,并将下一个螺母推送到套筒31内,随即完成下一个动力电池极柱的安装;待安装完成后的动力电池通过输送辊41继续向另一侧输送。
[0045]
实施例2
[0046]
如图2、图4所示,实施例2和实施例1的区别在于,传动机构5包括驱动电机51、带轮512、皮带513,驱动电机51通过螺栓连接在输送座43内部两侧,带轮512通过键连接在输送辊41前端和驱动电机51转动部,皮带513设置在带轮512外侧,利用驱动电机51转动部的转动,同时通过带轮512和皮带513的传动来带动所有的输送辊41进行同步转动。
[0047]
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips