
 商标分类
商标分类  商标转让
商标转让 
508毫米大口径特厚壁无缝钢管热连轧生产方法与流程
 2021-01-29 16:01:19|
2021-01-29 16:01:19| 227|
227| 起点商标网
起点商标网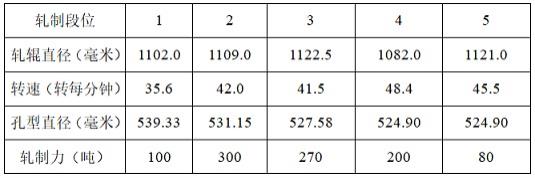
[0001]
本发明涉及大口径特厚壁无缝钢管生产的领域,具体涉及一种508毫米大口径特厚壁无缝钢管热连轧生产方法。
背景技术:
[0002]
大口径厚壁钢管有着非常广泛的使用范围,由于其管壁较厚,因而可承受的压力较大。一般可作为空心零件的材料,用来承受压力和重要的管道上使用。具体可以用来作为航空用结构管、石油地质钻探管、石油化工用的管等等。而厚壁钢管在使用时,也要遵循相关的法规,因此,不同的用途就要使用相应的不同规格的管道,这也为厚壁钢管的使用提供了一个重要前提,特别是在运送较危险易燃的介质时,需要找到合适规格的钢管,这样才能有效地防止事故的发生。厚壁钢管有着非常大的用途,根据其不同的型号规格,可以广泛地用在各种重工业中,因此,厚壁钢管的发展也是值得期待的。厚壁钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
[0003]
508大口径钢管很长一段时间内采用扩管或采用焊管工艺。采用扩管工艺钢管采用二次热扩,钢管成品会产生内螺旋缺陷,导致壁厚不均,每小时仅能生产10支左右;另外,508pqf轧机为最大口径pqf轧机类型,本申请人之前通过研发并公开了名称为《508毫米大口径无缝钢管热连轧生产方法》,已经将508pqf轧机所能生产的508毫米外径的无缝钢管厚度范围达到了特厚壁钢管,并使508pqf轧机所能生产的508毫米外径的无缝钢管的厚度极限提高至了60毫米。但是随着508大口径无缝钢管的使用范围越来越广、508大口径无缝钢管的使用环境越来越复杂,目前60毫米厚度的508大口径无缝钢管已经无法满足新的使用条件,目前对于一些特殊行业,要求508大口径无缝钢管的壁厚能够达到80毫米。但是按照现有的生产工艺,如果仍要利用pqf轧机进行生产的话则无法生产出超过60毫米厚度的508大口径无缝钢管,必须要购买并更换为其它的轧机组才能生产,而更换轧机组需要投入巨大的成本,另外更换轧机组后、不仅厚度超过60毫米的508大口径无缝钢管的生产工艺需要适配新的轧机组,而且其余口径的无缝钢管的生产工艺也需要重新摸索制定,这对于企业而言成本太大,是企业无法承受的。因此,目前亟需一种仍然可以利用pqf轧机进行的508毫米大口径特厚壁无缝钢管热连轧生产方法。
技术实现要素:
[0004]
本发明的目的在于:克服现有技术的不足,提供一种508毫米大口径特厚壁无缝钢管热连轧生产方法,在不用更换pqf轧机的前提下,实现了厚度超过60毫米的508毫米大口径无缝钢管的一次性连轧生产,并且508毫米大口径无缝钢管的最大极限厚度提高至80毫米。再一次每小时可生产20~30支,明显提高了生产效率;相比于本申请人之前的发明工艺,由于坯料所要加热到的温度比管壁小于等于60毫米的508毫米大口径无缝钢管所需坯料较
低,以及本发明生产中坯料至成品的整个生产过程中的形变量比管壁小于等于60毫米的508毫米大口径无缝钢管的坯料在整个生产过程中的形变量较小,所以通过本申请所生产的厚度超过60毫米的508毫米大口径特厚壁无缝钢管的所需生产时间比管壁小于等于60毫米的509毫米大口径无缝钢管的所需生产时间较短,因此通过本发明的生产方法,每小时可生产的钢管超过30支,进一步提高了生产效率;通过最后两段的温度均与坯料的出炉温度相同,倒数第三段的温度高于坯料的出炉温度、并且温度差值在40摄氏度~50摄氏度的范围内,从而能够保证出炉时的坯料表面温度与芯部温度相等,进而使后期穿管后、管壁内的应力尽量小;通过相对较大辊距和导距的穿孔辊配合相对极小前伸量的顶头,不仅能够将坯料完成穿孔后形成超厚壁的毛管,而且再配合稳定于每分钟35转~45转的轧辊转速、减小单位时间内的形变量,从而能够使管壁内所产生的应力尽量小;通过轧制参数的设置,控制完成轧制后的荒管的壁厚与毛管壁厚的差值在8毫米~10毫米的范围内,以及通过控制脱管定径后的钢管的壁厚与荒管的壁厚差值为1毫米,从而进一步控制管壁的形变量,进而进一步有效控制管壁内所产生的应力。
[0005]
本发明所采取的技术方案是:508毫米大口径特厚壁无缝钢管热连轧生产方法,包括以下步骤:1)将坯料放入环形加热炉进行加热;2)当坯料的温度加热到1230摄氏度~1250摄氏度范围内的时候,将坯料取出之后穿孔成毛管;坯料的直径为500毫米,穿孔用的顶头的长度为1062毫米,顶杆的直径为450毫米,穿孔时的辊距为458毫米、导距为520毫米、顶头的前伸量为30毫米、轧辊角度为8.5度、轧辊转速在每分钟35转~45转的范围内,并通过选用不同的芯棒使穿孔后的毛管的外径为577毫米,毛管的壁厚大于75毫米、且小于90毫米;3)将穿孔之后的毛管通过连轧机进行pqf三辊连轧,连轧出外径为530毫米的荒管,荒管的壁厚与毛管壁厚的差值在8毫米~10毫米的范围内;4)将连轧之后的荒管通过脱管机架进行脱管和减径、定径;定径之后,钢管的外径为508毫米,钢管厚度大于60毫米、小于等于80毫米;5)将定径之后的钢管周转至冷床上进行冷却。
[0006]
本发明进一步改进方案是,所述步骤1)中,环形加热炉内分为多段温度对坯料进行加热。
[0007]
本发明更进一步改进方案是,所述坯料从环形加热炉出炉的时候,坯料的芯部温度与表面温度相等。
[0008]
本发明更进一步改进方案是,所述环形加热炉的第一段温度至倒数第三段的温度,依次逐渐升高;最后两段的温度均与坯料的出炉温度相同,倒数第三段的温度高于坯料的出炉温度、并且温度差值在40摄氏度~50摄氏度的范围内。
[0009]
本发明更进一步改进方案是,所述步骤3)中,按照轧制参数表设置连轧机的轧制参数,对毛管进行连轧,各组轧辊的转速保持在每分钟35转~50转的范围内。
[0010]
本发明更进一步改进方案是,所述步骤4)中,钢管的壁厚与荒管的壁厚差值为1毫米。
[0011]
本发明的有益效果在于:
第一、本发明的508毫米大口径特厚壁无缝钢管热连轧生产方法,在不用更换pqf轧机的前提下,实现了厚度超过60毫米的508毫米大口径无缝钢管的一次性连轧生产,并且508毫米大口径无缝钢管的最大极限厚度提高至80毫米。再一次每小时可生产20~30支,明显提高了生产效率。
[0012]
第二、本发明的508毫米大口径特厚壁无缝钢管热连轧生产方法,相比于本申请人之前的发明工艺,由于坯料所要加热到的温度比管壁小于等于60毫米的508毫米大口径无缝钢管所需坯料较低,以及本发明生产中坯料至成品的整个生产过程中的形变量比管壁小于等于60毫米的508毫米大口径无缝钢管的坯料在整个生产过程中的形变量较小,所以通过本申请所生产的厚度超过60毫米的508毫米大口径特厚壁无缝钢管的所需生产时间比管壁小于等于60毫米的509毫米大口径无缝钢管的所需生产时间较短,因此通过本发明的生产方法,每小时可生产的钢管超过30支,进一步提高了生产效率。
[0013]
第三、本发明的508毫米大口径特厚壁无缝钢管热连轧生产方法,通过最后两段的温度均与坯料的出炉温度相同,倒数第三段的温度高于坯料的出炉温度、并且温度差值在40摄氏度~50摄氏度的范围内,从而能够保证出炉时的坯料表面温度与芯部温度相等,进而使后期穿管后、管壁内的应力尽量小。
[0014]
第四、本发明的508毫米大口径特厚壁无缝钢管热连轧生产方法,通过相对较大辊距和导距的穿孔辊配合相对极小前伸量的顶头,不仅能够将坯料完成穿孔后形成超厚壁的毛管,而且再配合稳定于每分钟35转~45转的轧辊转速、减小单位时间内的形变量,从而能够使管壁内所产生的应力尽量小。
[0015]
第五、本发明的508毫米大口径特厚壁无缝钢管热连轧生产方法,通过轧制参数的设置,控制完成轧制后的荒管的壁厚与毛管壁厚的差值在8毫米~10毫米的范围内,以及通过控制脱管定径后的钢管的壁厚与荒管的壁厚差值为1毫米,从而进一步控制管壁的形变量,进而进一步有效控制管壁内所产生的应力。
[0016]
说明书附图:附图1为实施例1的轧制参数表。
[0017]
附图2为实施例2的轧制参数表。
[0018]
附图3为实施例3的轧制参数表。
[0019]
具体实施方式:本发明包括以下步骤:1)将坯料放入环形加热炉进行加热;2)当坯料的温度加热到1230摄氏度~1250摄氏度范围内的时候,将坯料取出之后穿孔成毛管;坯料的直径为500毫米,穿孔用的顶头的长度为1062毫米,顶杆的直径为450毫米,穿孔时的辊距为458毫米、导距为520毫米、顶头的前伸量为30毫米、轧辊角度为8.5度、轧辊转速在每分钟35转~45转的范围内,并通过选用不同的芯棒使穿孔后的毛管的外径为577毫米,毛管的壁厚大于75毫米、且小于90毫米;3)将穿孔之后的毛管通过连轧机进行pqf三辊连轧,连轧出外径为530毫米的荒管,荒管的壁厚与毛管壁厚的差值在8毫米~10毫米的范围内;4)将连轧之后的荒管通过脱管机架进行脱管和减径、定径;定径之后,钢管的外径为
508毫米,钢管厚度大于60毫米、小于等于80毫米;5)将定径之后的钢管周转至冷床上进行冷却。
[0020]
所述步骤1)中,环形加热炉内分为多段温度对坯料进行加热。
[0021]
所述坯料从环形加热炉出炉的时候,坯料的芯部温度与表面温度相等。
[0022]
所述环形加热炉的第一段温度至倒数第三段的温度,依次逐渐升高;最后两段的温度均与坯料的出炉温度相同,倒数第三段的温度高于坯料的出炉温度、并且温度差值在40摄氏度~50摄氏度的范围内。
[0023]
所述步骤3)中,按照轧制参数表设置连轧机的轧制参数,对毛管进行连轧,各组轧辊的转速保持在每分钟35转~50转的范围内。
[0024]
所述步骤4)中,钢管的壁厚与荒管的壁厚差值为1毫米。
[0025]
厚壁管与薄壁管的划分:d/s(钢管外径/钢管厚度)小于等于10为特厚管,d/s在10~20的范围内为厚壁管,d/s在20~40的范围内为薄壁管,d/s大于等于40为极限薄壁管。
[0026]
实施例1制备外径为508毫米、厚度为80毫米的钢管,该钢管属于特厚壁管(d/s=6.35)。
[0027]
坯料的钢种为20号钢,坯料从环形加热炉出炉的温度为1240摄氏度,环形加热炉内分为7段温度进行加热,依次分别为:850摄氏度、1080摄氏度、1200摄氏度、1220摄氏度、1280摄氏度、1230摄氏度和1230摄氏度;坯料穿孔时选用芯棒的直径为366.4毫米,穿孔顶头直径371毫米,穿孔后的毛管尺寸为外径577毫米、厚度88毫米;连轧机连续进行5段轧制连,轧制参数如图1所示;连轧后的荒管尺寸为外径530毫米、厚度79毫米,延伸系数为1.75;脱管机架为3架,其中最小一架脱管机架2b值(孔型尺寸)为518毫米,通过定径机架定径后的成品尺寸为外径为508毫米、厚度为80毫米。
[0028]
实施例2制备外径为508毫米、厚度为70毫米的钢管,该钢管属于特厚壁管(d/s=7.26)。
[0029]
坯料的钢种为20号钢,坯料从环形加热炉出炉的温度为1240摄氏度,环形加热炉内分为7段温度进行加热,依次分别为:850摄氏度、1080摄氏度、1200摄氏度、1220摄氏度、1280摄氏度、1240摄氏度和1240摄氏度;坯料穿孔时选用芯棒的直径为395.4毫米,顶头直径402毫米,穿孔后的毛管尺寸为外径577毫米、厚度78毫米;连轧机连续进行5段轧制连,轧制参数如图2所示;连轧后的荒管尺寸为外径530毫米、厚度69毫米;脱管机架为3架,其中最小一架脱管机架2b值(孔型尺寸)为518毫米,通过定径机架定径后的成品尺寸为外径为508毫米、厚度为70毫米。
[0030]
实施例3制备外径径为508毫米、厚度为65毫米的钢管,该钢管属于特厚壁管(d/s=7.82)。
[0031]
坯料的钢种为20号钢,坯料从环形加热炉出炉的温度为1240摄氏度,环形加热炉内分为7段温度进行加热,依次分别为:850摄氏度、1080摄氏度、1200摄氏度、1220摄氏度、1290摄氏度、1250摄氏度和1250摄氏度;坯料穿孔时选用芯棒的直径为395.4毫米,顶头直径408毫米,穿孔后的毛管尺寸为外径577毫米、厚度74毫米,连轧机连续进行5段轧制连,轧制参数如图3所示;连轧后的荒管尺寸为外径530毫米、厚度64毫米;脱管机架脱管机架为3架,其中最小一架脱管机架2b值(孔型尺寸)为518毫米,通过定径机架定径后的成品尺寸为外径为508毫米、厚度为65毫米。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips