
 商标分类
商标分类  商标转让
商标转让 
一种无镀铜特殊涂层实心焊丝用耐高温导电润滑脂的制作方法
 2021-01-29 15:01:12|
2021-01-29 15:01:12| 347|
347| 起点商标网
起点商标网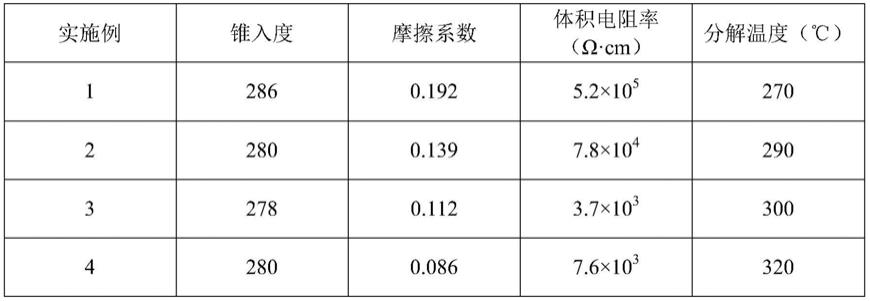
[0001]
本发明属于无镀铜实心焊丝制造领域,涉及用于无镀铜实心焊丝表面涂层的成分设计及制备方法。
技术背景
[0002]
我国是全球焊接材料生产和消耗的大国,实心实心焊丝是自动化焊接生产的主要焊接材料,对其送丝性、导电性、防锈性等要求将进一步提高。目前气保护实心焊丝以镀铜作为最终的表面处理,使其具有良好的导电性、防锈性和抗磨减摩性能,对导电嘴的磨损较小。但易造成焊接烟尘,污染环境影响焊工健康,且镀铜实心焊丝表面铜层易剥落烧结阻碍送丝,严重影响机器人自动焊接的送丝性,不适合于连续的机器人自动焊接。亟待一种环保无镀铜实心焊丝以替代目前的镀铜实心焊丝。无镀铜实心焊丝相比于传统镀铜实心焊丝有着成形美观、抗锈性好、送丝稳定、对环境污染小等诸多优点,但无镀铜实心焊丝存在对导电嘴的磨损严重和导电性差等问题。
[0003]
对于导电嘴磨损严重的问题,大线能量焊接时,导电嘴温度可达450~500℃,通常润滑剂在这个温度范围已经分解,摩擦状态由边界润滑变为干摩擦,润滑作用失效。与传统的工作条件不同,电接触条件下对润滑剂有特定的要求,除高温润滑性外,润滑剂的导电性也很重要。随着电流增大,摩擦界面处电弧烧蚀加剧,电流密度较大的局部点或者电弧极高的温度必然使导电嘴局部熔化,粘附到焊丝上并恶化导电嘴表面质量。虽然传统的润滑油可以避免金属表面在相对相互运动中的直接接触,从而减少摩擦力和表面磨损,但绝缘特性会增加接触电阻和功耗。
[0004]
通常在基础油中加入导电、抗氧化和耐腐蚀等特殊添加剂制备导电润滑油,可以有效提高减摩抗磨性能和导电能力,但由于其流动性较好,较多应用受到限制。而导电润滑脂是通过稠化剂稠化基础油并加入导电及其他功能添加剂制备而来的,具有更好的热稳定性和应用环境适应性。因此,研制一种具有较好的耐高温性和润滑性的无镀铜实心焊丝用导电润滑脂尤为重要。
技术实现要素:
[0005]
本发明的目的是解决现有技术存在的问题,提供一种无镀铜特殊涂层实心焊丝用耐高温导电润滑脂。技术方案如下:
[0006]
一种无镀铜特殊涂层实心焊丝用耐高温导电润滑脂,其特征在于,由以下百分质量比的组分制成:防锈油70~90%,纳米石墨0.5~1.5%,纳米氮化硼0.5~1.0%,纳米二硫化钼0.5~1.0%,纳米二氧化钛0.5~3.5%,多壁碳纳米管0.1~2.0%,石墨烯0.1~1.0%,纳米黑磷0.5~1.2%,1-丁基-3-甲基咪唑四氟硼酸盐1.0~5.0%,1-丁基-3-甲基咪唑六氟磷酸盐1.0~4.0%,稠化剂5~20%,分散剂1.0~3.0%。
[0007]
进一步优选,纳米石墨的粒径为30~50nm,纳米氮化硼的粒径50~100nm,纳米二硫化钼的粒径为25~90nm,纳米二氧化钛的粒径为20~100nm,多壁碳纳米管的直径20~
40nm、长度8~20μm,石墨烯粉的粒径为1~5μm,黑磷纳米片的厚度为2~10nm,纯度均为分析纯。
[0008]
采用的1-丁基-3-甲基咪唑四氟硼酸盐和1-丁基-3-甲基咪唑六氟磷酸盐纯度为98~99%,含1~2%的水。
[0009]
选择纳米石墨、多壁碳纳米管、石墨烯和纳米黑磷为导电添加剂,不但能有效降低接触表面之间的磨损,使润滑脂具有优异的润滑性能,还在润滑脂中形成良好的导电网络,降低接触电阻,提高润滑脂的导电能力。
[0010]
通过加入纳米石墨、纳米氮化硼、纳米二硫化钼、纳米二氧化钛使磨损表面更加光滑,提高润滑脂的摩擦学性能。且在高温条件下的氧化分解温度高,具有优异的热稳定性,使润滑脂具有优异的耐高温性能。
[0011]
1-丁基-3-甲基咪唑四氟硼酸盐和1-丁基-3-甲基咪唑六氟磷酸盐两种离子液体添加剂在摩擦过程中形成具有保护作用的润滑膜,使润滑脂在室温和高温下具有优良的减摩抗磨性能。且使摩擦表面具有较小且稳定的接触电阻,提高润滑脂的导电性能。
[0012]
本发明的防锈油由硅油75~90%,二壬基萘磺酸钡3.0~8.0%,环烷酸钙0.2~1.2%,羊毛脂镁皂1.0~6.0%,苯并三氮唑0.5~2.0%,聚氧乙烯醚0.8~1.5%,醚酐型聚酰亚胺1.0~3.5%,二烷基二硫代磷酸锌1.0~4.0%组成。
[0013]
本发明的防锈油体积电阻率为7
×
10
10
~2
×
10
14
ω
·
cm,分解温度为100~300℃。
[0014]
采用的稠化剂为聚四氟乙烯、二硫化钼、二氧化硅、氧化陶瓷中的一种或几种组合,分析纯,平均粒径优选为0.01~4μm,熔点为300~2000℃。
[0015]
采用的分散剂由硬脂酸、硬脂酸钠、正己烷、山梨醇酐油酸酯、硅烷偶联剂、十二烷基苯磺酸钠的一种或几种组成。
[0016]
稠化剂和分散剂能有效防止润滑脂粘度降低,使不同添加剂在润滑脂中分散均匀,稳定润滑脂的使用性能,提高涂层与基体的结合强度,增强润滑效果。
[0017]
本发明的耐高温导电润滑脂制备方法包括以下步骤:按照上述质量百分比,在防锈油中加入纳米添加剂、稠化剂和分散剂,均匀搅拌30~60分钟;升温至50~100℃,保温反应0.5~1.5h;冷却至室温,将得到的润滑脂在三辊研磨机上研磨1~4h;再将其他百分质量比的组分1-丁基-3-甲基咪唑四氟硼酸盐和1-丁基-3-甲基咪唑六氟磷酸盐加入,继续研磨1~8h,即可制备得耐高温导电润滑脂;上述所述的纳米添加剂为:纳米石墨、纳米氮化硼、纳米二硫化钼、纳米二氧化钛、多壁碳纳米管、石墨烯、纳米黑磷。
[0018]
本发明的无镀铜实心焊丝的特殊涂层制备方法为机械涂敷法,涂敷量控制在所占焊丝比重0.3~1.0%。
[0019]
本发明的优点是:
[0020]
发明了一种无镀铜特殊涂层实心焊丝用耐高温导电润滑脂来提高无镀铜实心焊丝的摩擦学性能和导电能力。本发明所制备的耐高温导电润滑脂的摩擦系数和体积接触电阻小,使用温度范围较宽,具有良好的导电性、耐高温和润滑性能。在本发明所制备的耐高温导电润滑脂润滑下的无镀铜实心焊丝在焊接过程中再引弧性稳定,导电嘴磨损小。可用制备强度级别从50公斤到120公斤不同强度级别不同直径(0.8-2.0mm)需求的实心焊丝。
具体实施方式
[0021]
以下结合具体实施例对本发明进行进一步说明。所描述的实施例仅用于更加清楚地解释本发明,而不能限定本发明保护范围。
[0022]
实施例1
[0023]
耐高温导电润滑脂由以下百分质量比的组分制成:防锈油90%,纳米石墨0.5%,纳米氮化硼0.5%,纳米二硫化钼0.5%,纳米二氧化钛0.5%,多壁碳纳米管0.2%,石墨烯0.5%,纳米黑磷0.5%,1-丁基-3-甲基咪唑四氟硼酸盐1.0%,1-丁基-3-甲基咪唑六氟磷酸盐1.0%,稠化剂7.8%,分散剂1.0%。
[0024]
防锈油由以下百分质量比的组分制成:硅油90%,二壬基萘磺酸钡4.5%,环烷酸钙0.2%,羊毛脂镁皂1.0%,苯并三氮唑0.5%,聚氧乙烯醚0.8%,醚酐型聚酰亚胺2.0%,二烷基二硫代磷酸锌1.0%。
[0025]
按照上述质量百分比,在防锈油中加入纳米添加剂、稠化剂和分散剂,均匀搅拌30分钟;升温至50℃,保温反应0.5h;冷却至室温,将得到的润滑脂在三辊研磨机上研磨1h;再将其他百分质量比的组分加入,继续研磨2h,即可制备得耐高温导电润滑脂。
[0026]
采用机械涂敷法制备无镀铜实心焊丝的特殊涂层,涂敷量占焊丝比重0.4%。
[0027]
实施例2
[0028]
耐高温导电润滑脂由以下百分质量比的组分制成:防锈油82%,纳米石墨1.0%,纳米氮化硼0.5%,纳米二硫化钼0.5%,纳米二氧化钛2.0%,多壁碳纳米管0.5%,石墨烯0.4%,纳米黑磷0.5%,1-丁基-3-甲基咪唑四氟硼酸盐1.2%,1-丁基-3-甲基咪唑六氟磷酸盐1.0%,稠化剂8.9%,分散剂1.5%。
[0029]
防锈油由以下百分质量比的组分制成:硅油85%,二壬基萘磺酸钡6.0%,环烷酸钙0.2%,羊毛脂镁皂3.0%,苯并三氮唑0.5%,聚氧乙烯醚0.8%,醚酐型聚酰亚胺3.0%,二烷基二硫代磷酸锌1.5%。
[0030]
按照上述质量百分比,在防锈油中加入纳米添加剂、稠化剂和分散剂,均匀搅拌30分钟;升温至75℃,保温反应1h;冷却至室温,将得到的润滑脂在三辊研磨机上研磨1.5h;再将其他百分质量比的组分加入,继续研磨2.5h,即可制备得耐高温导电润滑脂。
[0031]
采用机械涂敷法制备无镀铜实心焊丝的特殊涂层,涂敷量占焊丝比重0.7%。
[0032]
实施例3
[0033]
耐高温导电润滑脂由以下百分质量比的组分制成:防锈油80%,纳米石墨1.0%,纳米氮化硼0.7%,纳米二硫化钼0.7%,纳米二氧化钛2.0%,多壁碳纳米管0.7%,石墨烯0.6%,纳米黑磷0.6%,1-丁基-3-甲基咪唑四氟硼酸盐1.5%,1-丁基-3-甲基咪唑六氟磷酸盐1.5%,稠化剂9.2%,分散剂1.5%。
[0034]
防锈油由以下百分质量比的组分制成:硅油85%,二壬基萘磺酸钡6.0%,环烷酸钙0.8%,羊毛脂镁皂2.5%,苯并三氮唑1.0%,聚氧乙烯醚0.8%,醚酐型聚酰亚胺2.0%,二烷基二硫代磷酸锌1.9%组成。
[0035]
按照上述质量百分比,在防锈油中加入纳米添加剂、稠化剂和分散剂,均匀搅拌60分钟;升温至80℃,保温反应1.0h;冷却至室温,将得到的润滑脂在三辊研磨机上研磨1.5h;再将其他百分质量比的组分加入,继续研磨3h,即可制备得耐高温导电润滑脂。
[0036]
采用机械涂敷法制备无镀铜实心焊丝的特殊涂层,涂敷量占焊丝比重1.0%。
[0037]
实施例4
[0038]
耐高温导电润滑脂由以下百分质量比的组分制成:防锈油80%,纳米石墨0.5%,纳米氮化硼0.5%,纳米二硫化钼0.5%,纳米二氧化钛2.5%,多壁碳纳米管1.2%,石墨烯0.8%,纳米黑磷0.7%,1-丁基-3-甲基咪唑四氟硼酸盐2.0%,1-丁基-3-甲基咪唑六氟磷酸盐1.0%,稠化剂8.8%,分散剂1.5%。
[0039]
防锈油由以下百分质量比的组分制成:硅油80%,二壬基萘磺酸钡8.0%,环烷酸钙1.2%,羊毛脂镁皂4.0%,苯并三氮唑1.5%,聚氧乙烯醚1.0%,醚酐型聚酰亚胺2.0%,二烷基二硫代磷酸锌2.3%组成。
[0040]
按照上述质量百分比,在防锈油中加入纳米添加剂、稠化剂和分散剂,均匀搅拌30分钟;升温至85℃,保温反应1.5h;冷却至室温,将得到的润滑脂在三辊研磨机上研磨2h;再将其他百分质量比的组分加入,继续研磨3.5h,即可制备得耐高温导电润滑脂。
[0041]
采用机械涂敷法制备无镀铜实心焊丝的特殊涂层,涂敷量占焊丝比重0.6%。
[0042]
实施例5
[0043]
耐高温导电润滑脂由以下百分质量比的组分制成:防锈油78%,纳米石墨0.8%,纳米氮化硼0.7%,纳米二硫化钼0.7%,纳米二氧化钛1.1%,多壁碳纳米管1.0%,石墨烯0.5%,纳米黑磷1.1%,1-丁基-3-甲基咪唑四氟硼酸盐2.0%,1-丁基-3-甲基咪唑六氟磷酸盐2.0%,稠化剂10.1%,分散剂2.0%。
[0044]
防锈油由以下百分质量比的组分制成:硅油79.9%,二壬基萘磺酸钡7.0%,环烷酸钙1.2%,羊毛脂镁皂4.5%,苯并三氮唑1.7%,聚氧乙烯醚1.0%,醚酐型聚酰亚胺1.5%,二烷基二硫代磷酸锌3.2%组成。
[0045]
按照上述质量百分比,在防锈油中加入纳米添加剂、稠化剂和分散剂,均匀搅拌60分钟;升温至80℃,保温反应1.5h;冷却至室温,将得到的润滑脂在三辊研磨机上研磨3h;再将其他百分质量比的组分加入,继续研磨4.5h,即可制备得耐高温导电润滑脂。
[0046]
采用机械涂敷法制备无镀铜实心焊丝的特殊涂层,涂敷量占焊丝比重0.5%。
[0047]
实施例6
[0048]
耐高温导电润滑脂由以下百分质量比的组分制成:防锈油80%,纳米石墨1.2%,纳米氮化硼0.5%,纳米二硫化钼1.0%,纳米二氧化钛1.5%,多壁碳纳米管1.2%,石墨烯0.8%,纳米黑磷1.5%,1-丁基-3-甲基咪唑四氟硼酸盐1.0%,1-丁基-3-甲基咪唑六氟磷酸盐1.0%,稠化剂8.8%,分散剂1.5%。
[0049]
防锈油由以下百分质量比的组分制成:硅油83%,二壬基萘磺酸钡7.0%,环烷酸钙1.0%,羊毛脂镁皂3.5%,苯并三氮唑0.8%,聚氧乙烯醚0.8%,醚酐型聚酰亚胺2.5%,二烷基二硫代磷酸锌1.4%组成。
[0050]
按照上述质量百分比,在防锈油中加入纳米添加剂、稠化剂和分散剂,均匀搅拌60分钟;升温至100℃,保温反应0.5h;冷却至室温,将得到的润滑脂在三辊研磨机上研磨2h;再将其他百分质量比的组分加入,继续研磨4h,即可制备得耐高温导电润滑脂。
[0051]
采用机械涂敷法制备无镀铜实心焊丝的特殊涂层,涂敷量占焊丝比重0.6%。
[0052]
实施例7
[0053]
耐高温导电润滑脂由以下百分质量比的组分制成:防锈油75%,纳米石墨1.5%,纳米氮化硼1.0%,纳米二硫化钼0.7%,纳米二氧化钛3.5%,多壁碳纳米管1.2%,石墨烯
0.6%,纳米黑磷0.9%,1-丁基-3-甲基咪唑四氟硼酸盐1.5%,1-丁基-3-甲基咪唑六氟磷酸盐1.2%,稠化剂11.9%,分散剂1.0%。
[0054]
防锈油由以下百分质量比的组分制成:硅油78%,二壬基萘磺酸钡8.0%,环烷酸钙1.0%,羊毛脂镁皂6.0%,苯并三氮唑1.8%,聚氧乙烯醚0.9%,醚酐型聚酰亚胺1.5%,二烷基二硫代磷酸锌2.8%组成。
[0055]
按照上述质量百分比,在防锈油中加入纳米添加剂、稠化剂和分散剂,均匀搅拌60分钟;升温至75℃,保温反应1.0h;冷却至室温,将得到的润滑脂在三辊研磨机上研磨4h;再将其他百分质量比的组分加入,继续研磨3h,即可制备得耐高温导电润滑脂。
[0056]
采用机械涂敷法制备无镀铜实心焊丝的特殊涂层,涂敷量占焊丝比重0.9%。
[0057]
实施例8
[0058]
耐高温导电润滑脂由以下百分质量比的组分制成:防锈油70%,纳米石墨1.5%,纳米氮化硼1.0%,纳米二硫化钼1.0%,纳米二氧化钛3.5%,多壁碳纳米管1.0%,石墨烯0.3%,纳米黑磷1.5%,1-丁基-3-甲基咪唑四氟硼酸盐4.0%,1-丁基-3-甲基咪唑六氟磷酸盐2.5%,稠化剂12.2%,分散剂1.5%。
[0059]
防锈油由以下百分质量比的组分制成:硅油90%,二壬基萘磺酸钡3.0%,环烷酸钙0.3%,羊毛脂镁皂2.0%,苯并三氮唑1.4%,聚氧乙烯醚0.8%,醚酐型聚酰亚胺1.5%,二烷基二硫代磷酸锌1.0%组成。
[0060]
按照上述质量百分比,在防锈油中加入纳米添加剂、稠化剂和分散剂,均匀搅拌60分钟;升温至60℃,保温反应0.5h;冷却至室温,将得到的润滑脂在三辊研磨机上研磨2h;再将其他百分质量比的组分加入,继续研磨6h,即可制备得耐高温导电润滑脂。
[0061]
采用机械涂敷法制备无镀铜实心焊丝的特殊涂层,涂敷量占焊丝比重0.3%。
[0062]
实施例9
[0063]
耐高温导电润滑脂由以下百分质量比的组分制成:防锈油80%,纳米石墨1.0%,纳米氮化硼0.6%,纳米二硫化钼0.8%,纳米二氧化钛2.0%,多壁碳纳米管0.7%,石墨烯0.4%,纳米黑磷1.3%,1-丁基-3-甲基咪唑四氟硼酸盐2.0%,1-丁基-3-甲基咪唑六氟磷酸盐1.5%,稠化剂6.7%,分散剂3.0%。
[0064]
防锈油由以下百分质量比的组分制成:硅油75%,二壬基萘磺酸钡8.0%,环烷酸钙1.2%,羊毛脂镁皂6.0%,苯并三氮唑1.1%,聚氧乙烯醚1.2%,醚酐型聚酰亚胺3.5%,二烷基二硫代磷酸锌4.0%组成。
[0065]
按照上述质量百分比,在防锈油中加入纳米添加剂、稠化剂和分散剂,均匀搅拌30分钟;升温至65℃,保温反应0.5h;冷却至室温,将得到的润滑脂在三辊研磨机上研磨4h;再将其他百分质量比的组分加入,继续研磨8h,即可制备得耐高温导电润滑脂。
[0066]
采用机械涂敷法制备无镀铜实心焊丝的特殊涂层,涂敷量占焊丝比重0.4%。
[0067]
实施例10
[0068]
耐高温导电润滑脂由以下百分质量比的组分制成:防锈油80%,纳米石墨1.5%,纳米氮化硼0.5%,纳米二硫化钼0.5%,纳米二氧化钛0.8%,多壁碳纳米管0.3%,石墨烯0.2%,纳米黑磷0.6%,1-丁基-3-甲基咪唑四氟硼酸盐5.0%,1-丁基-3-甲基咪唑六氟磷酸盐4.0%,稠化剂5.6%,分散剂1.0%。
[0069]
防锈油由以下百分质量比的组分制成:硅油82%,二壬基萘磺酸钡3.0%,环烷酸
钙1.2%,羊毛脂镁皂6.0%,苯并三氮唑2.0%,聚氧乙烯醚1.5%,醚酐型聚酰亚胺1.0%,二烷基二硫代磷酸锌3.3%组成。
[0070]
按照上述质量百分比,在防锈油中加入纳米添加剂、稠化剂和分散剂,均匀搅拌30分钟;升温至90℃,保温反应1.0h;冷却至室温,将得到的润滑脂在三辊研磨机上研磨3h;再将其他百分质量比的组分加入,继续研磨1h,即可制备得耐高温导电润滑脂。
[0071]
采用机械涂敷法制备无镀铜实心焊丝的特殊涂层,涂敷量占焊丝比重0.8%。
[0072]
对上述实施例的耐高温导电润滑脂进行性能测试,锥入度、摩擦系数、体积电阻率和分解温度如表1所示。结合实施例通过机械涂敷法制备实心焊丝,采用实心焊丝直径均为1.2mm,实心焊丝由er50-6盘条拉拔而成。将实心焊丝进行焊接试验,焊接工艺参数如表1所示。测量导电嘴磨损性能,导电嘴孔径磨损率计算公式如式(1-1)所示,导电嘴质量磨损率计算公式如式(1-2)所示。
[0073]
再引弧性测试采用点焊的方式进行评价,点焊停顿100次记录断弧次数。并与市售实心焊丝(对比例1和对比例2为市售的镀铜实心焊丝,对比例3和对比例4为市售的无镀铜实心焊丝)的再引弧性及导电嘴磨损性能进行对比。实心焊丝的断弧次数和导电嘴磨损性能试验结果如表3所示,
[0074]
表1耐高温导电润滑脂实施例的性能测试结果
[0075][0076][0077]
表2焊接工艺参数
[0078]
[0079]
表3实心焊丝的断弧次数和导电嘴磨损性能试验结果
[0080][0081]
注:
●
表示优,
○
表示良好,
◎
表示一般,
╳
表示差
[0082]
导电嘴孔径磨损率
[0083]
导电嘴质量磨损率
[0084]
式中,d
max
-焊接3h后导电嘴内径最大值(mm)
[0085]
d
0
-导电嘴的初始内径(mm)
[0086]
m
0
-导电嘴的初始质量(g)
[0087]
m
min
-焊接3h后导电嘴质量(g)
[0088]
通过耐高温导电润滑脂的性能测试结果,发现实施例的摩擦系数为0.19-0.33,体积电阻率均较低,且润滑脂分解温度高,说明本发明中的耐高温导电润滑脂具有良好的耐摩擦特性、导电性能和耐高温性,其中实施例5的耐高温导电润滑脂综合性能最佳。通过上述实施例制备实心焊丝的断弧次数和导电嘴磨损性能试验结果,进行分析可知实施例1-12实心焊丝焊接时的再引弧性良好且导电嘴磨损较小,综合性能优于市售的镀铜实心焊丝和无镀铜实心焊丝,其中实施例5实心焊丝性能最佳。综上所述,本发明的无镀铜特殊涂层实心焊丝用耐高温导电润滑脂具有较高的导电性能、耐高温性和优异的润滑性能。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips