
 商标分类
商标分类  商标转让
商标转让 
一种锅体抛光丝印自动生产线的制作方法
 2021-01-29 15:01:44|
2021-01-29 15:01:44| 283|
283| 起点商标网
起点商标网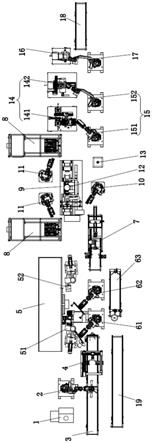
[0001]
本发明涉及锅体生产领域,尤其涉及一种锅体抛光丝印自动生产线。
背景技术:
[0002]
圆锅在生产时,需要经过整底、测凹度、内外抛光、焊锅耳、内外壁丝印、锅底丝印、测锅耳牢固等工序。目前,该生产线由人工装料进行整底,测凹度及抛光内外壁。焊接锅耳时,由工人取锅耳及锅身在电阻焊机焊接。焊接后放入流水线,由工人取出进行内外壁丝印及底部丝印,再由工人取下圆锅测锅耳的牢固度。
[0003]
然而,上述生产线存在以下问题:1)员工劳动强度大,安全风险高,尤其是整底工序员工取下锅体时易造成工伤。整个生产过程需要人工直接拿取产品、操控设备加工、取出产品转序。2)生产效率低。由于重复劳动,生产人员易疲劳,影响加工效率;生产人员备料会影响整线效率;生产人员熟练程度不一,也会降低整线效率。3)质量保障差。每道工序加工,生产人员需要掌握相应的加工工艺,不同生产人员的个体技术、心理差异容易导致产品品质产生差异,产品质量不可控。
技术实现要素:
[0004]
本发明的目的是提供一种锅体抛光丝印自动生产线,能减少生产人员,降低劳动强度,提高生产效率,节约空间,间接降低生产成本,还能提高产品的一致性。
[0005]
为实现上述目的,本发明提供一种锅体抛光丝印自动生产线,包括沿锅体输送方向依次设置的整底机、抛光机、锅耳焊机和丝印机,所述整底机与抛光机之间沿锅体输送方向依次设有第一机械手、测凹输送线、测凹机和第二机械手;抛光机与锅耳焊机之间设有第四机械手,锅耳焊机与丝印机之间设有丝印工位机械手。
[0006]
作为本发明的进一步改进,所述抛光机包括沿锅体输送方向依次设置的外抛光轮和内抛光轮;第二机械手位于外抛光轮的一侧;内抛光轮的一侧设有第三机械手。
[0007]
作为本发明的更进一步改进,所述第二机械手和第三机械手之间设有锅体翻转机构。
[0008]
作为本发明的更进一步改进,所述抛光机与第四机械手之间设有ccd检测机构。
[0009]
作为本发明的更进一步改进,所述锅耳焊机上设有模具;所述模具包括锅体定位部和锅耳定位部,锅耳定位部位于锅体定位部的外侧;锅耳焊机一侧设有锅耳料仓和用于抓取锅耳的第五机械手;所述第四机械手和丝印工位机械手之间设有中转台。
[0010]
作为本发明的更进一步改进,所述测凹输送线一侧设有不合格回流线。
[0011]
作为本发明的更进一步改进,所述丝印机包括内外丝印机和底部丝印机;所述丝印工位机械手包括第六机械手和第七机械手;第六机械手位于内外丝印机一侧,第七机械手位于底部丝印机一侧。
[0012]
作为本发明的更进一步改进,所述丝印机一侧沿锅体输送方向依次设有锅耳强度检测机、第八机械手和下料输送线。
[0013]
有益效果
[0014]
与现有技术相比,本发明的锅体抛光丝印自动生产线的优点为:
[0015]
1、通过用机械手代替生产人员,能减少生产人员及降低生产人员的劳动强度,提高生产效率,节约空间,间接降低生产成本。此外,还能提高产品的一致性,该生产线还能反向的验证产品配件的质量,对产品上下游关系更加精细化。
[0016]
2、锅体测凹时其锅底朝上。经测凹机测凹度后,合格的锅体被第二机械手拿起并放在锅体翻转机构处。锅体翻转机构将锅体翻转至开口朝上,第二机械手再将锅体拿起并让锅体靠近外抛光轮进行抛光。然后第二机械手再将锅体移动至锅体翻转机构处,锅体翻转机构将锅体翻转至底朝上,第三机械手拿起锅体并让锅体靠近内抛光轮进行抛光。该过程无需生产人员介入,人员不用靠近高速旋转的抛光轮,安全性高,而且锅体能完成内外抛光。
[0017]
3、焊接时,由第四机械手将锅体放置在锅耳焊机模具的锅体定位部,由第五机械手将锅耳料仓中的锅耳拿起并放置在锅耳焊机模具的锅耳定位部上,再通过锅耳焊机的焊接机构对锅体和锅耳进行焊接。此过程中无需生产人员操作焊机或取放锅体和锅耳,操作更安全准确。
[0018]
通过以下的描述并结合附图,本发明将变得更加清晰,这些附图用于解释本发明的实施例。
附图说明
[0019]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0020]
图1为锅体抛光丝印自动生产线的俯视图;
[0021]
图2为图1中的局部示意图之一;
[0022]
图3为图1中的局部示意图之二;
[0023]
图4为图1中的局部示意图之三。
具体实施方式
[0024]
现在参考附图描述本发明的实施例。
[0025]
实施例
[0026]
本发明的具体实施方式如图1至图4所示,一种锅体抛光丝印自动生产线,包括沿锅体输送方向依次设置的整底机1、抛光机5、锅耳焊机9和丝印机14。整底机1与抛光机5之间沿锅体输送方向依次设有第一机械手2、测凹输送线3、测凹机4和第二机械手61。抛光机5与锅耳焊机9之间设有第四机械手10,锅耳焊机9与丝印机14之间设有丝印工位机械手15。测凹输送线3一侧设有不合格回流线19。
[0027]
抛光机5包括沿锅体输送方向依次设置的外抛光轮51和内抛光轮52。第二机械手61位于外抛光轮51的一侧。内抛光轮52的一侧设有第三机械手62。
[0028]
第二机械手61和第三机械手62之间设有锅体翻转机构63。锅体翻转机构63包括锅
内底支撑部和锅体翻转电机,锅内底支撑部通过摆臂与锅体翻转电机联动。锅内底支撑部的形状与锅体内腔相适配,且锅内底支撑部上设有吸盘。锅体翻转机构63还包括位于锅内底支撑部下方的输送带。
[0029]
锅体翻转机构63工作时,当锅体开口朝下且需要翻转成开口朝上时,机械手将锅体倒扣在锅内底支撑部上,然后吸盘吸住锅体,锅体翻转电机启动并使锅内底支撑部翻转180
°
,此时锅体开口朝上。吸盘放开锅体,锅体则落在下方的输送带上,机械手将开口朝上的锅体取走并移动至外抛光轮51处抛光。外抛光完成后,机械手将开口朝上的锅体放在输送带上,锅体翻转电机启动并使锅内底支撑部翻转至伸入锅体内腔中,吸盘吸住锅体,锅体翻转电机再驱使锅内底支撑部反向转动180
°
,吸盘放开锅体。此时机械手可将开口朝下的锅体取走并移动至内抛光轮52处抛光。
[0030]
抛光机5与第四机械手10之间设有ccd检测机构7。ccd检测机构7包括ccd检测输送带、ccd检测定位夹持机构和摄像头。锅体抛光完成后,第三机械手62将锅体移动至ccd检测机构7的ccd检测输送带上,锅体被ccd检测定位夹持机构固定,通过摄像头检查锅体表面是否存在瑕疵。
[0031]
锅耳焊机9上设有模具10。模具10包括锅体定位部和锅耳定位部,锅耳定位部位于锅体定位部的外侧。锅耳焊机9一侧设有锅耳料仓8和用于抓取锅耳的第五机械手11。第四机械手10和丝印工位机械手15之间设有中转台13。
[0032]
丝印机14包括内外丝印机141和底部丝印机142。丝印工位机械手15包括第六机械手151和第七机械手152。第六机械手151位于内外丝印机141一侧,第七机械手152位于底部丝印机142一侧。
[0033]
丝印机14一侧沿锅体输送方向依次设有锅耳强度检测机16、第八机械手17和下料输送线18。锅耳强度检测机16通过相对布置的上、下气缸分别对锅体底部和锅耳进行施压。
[0034]
以上各机械手均为六轴机械手,六轴机械手上通过吸盘或夹爪结构拿取锅体或锅耳。
[0035]
生产工艺如下:生产人员将锅体放入输送线,由第一机械手2取件放入整底机1进行整底。整底完成后由第一机械手2取工件放在测凹输送线3,由电脑计算出凹度值,该数据传输到第一机械手2,不合格品由第一机械手2取下放入不合格回流线19。合格品输送到测凹输送线3的定位工位,定位后第二机械手61取件到锅体翻转机构6翻转,再由第二机械手61取件移动至抛光机5定位,抛光机5的外抛光轮51工作,将锅体外壁抛光。锅体外壁抛光完后由第二机械手61取下工件放入锅体翻转机构6的输送线定位,由第三机械手62取下工件放入抛光机5定位,抛光机5的内抛光轮52工作,完成锅体内壁抛光。然后由第三机械手62取件放入ccd检测机构7,合格品再通过ccd检测输送带输送到定位台定位,并将信息传送到第四机械手10,第四机械手10取件到锅耳焊机9的模具上定位,同时两边的第五机械手11取锅耳到模具。定位好后,锅耳焊机9工作。焊接完后,由第六机械手151取件做动作对准气管吹除要丝印部位的灰尘,然后放入内外丝印机141的夹具进行定位,定位后内外丝印机141开始丝印。丝印完后由第七机械手152取件并放入底部丝印机142的夹具定位,底部丝印机142完成底部丝印。丝印完成后由第八机械手17取件放入锅耳强度检测机16检测强度,检测完后由第八机械手17取件放在下料输送线18。
[0036]
以上结合最佳实施例对本发明进行了描述,但本发明并不局限于以上揭示的实施
例,而应当涵盖各种根据本发明的本质进行的修改、等效组合。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips