
 商标分类
商标分类  商标转让
商标转让 
一种锂电池连接极片成型加工工艺的制作方法
 2021-01-29 15:01:36|
2021-01-29 15:01:36| 287|
287| 起点商标网
起点商标网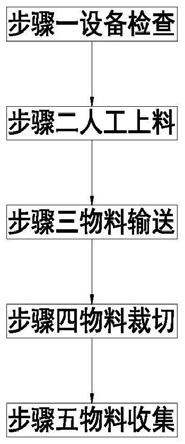
[0001]
本发明涉及锂电池制备技术领域,具体的说是一种锂电池连接极片成型加工工艺。
背景技术:
[0002]
锂电池是一类由锂金属或锂合金为正负极材料且使用非水电解质溶液的电池,并且是一种理想化学能源,具有体积小、电压高、比能量高、充放电寿命长、无记忆效应、对环境污染小、快速充电、自放电率低等优点,是交通工具中清洁能源的首选目标,现在在进行锂电池组装生产时,常将多个锂电池的正极通过连接极片连接在一起,过连接极片的需求量急速增加,为了满足使用需求,需要大量进行电池连接极片的生产,现电池的连接极片在进行生产过程中常需要进行设备检查、人工上料、物料输送、物料裁切和物料收集等步骤。
[0003]
现有的电池极片在进行生产过程中常存在以下问题:a:现有的电池极片在进行生产过程中,常会出现不同长度的电池极片的生产需求,故为了满足生产,需要人工进行换模生产,极大的增加了员工们的工作量,降低了生产效率;b:现有的电池极片在进行冲切过程中,常会出现电池极片冲切变形的情况发生,从而导致电池极片报废,浪费原材料,浪费成本。
技术实现要素:
[0004]
为了解决上述问题,本发明提供了一种锂电池连接极片成型加工工艺,其使用了一种锂电池连接极片裁切设备,可以解决上述中提到的电池极片在进行生产过程中存在的问题。
[0005]
为了实现上述目的,本发明采用以下技术方案来实现:一种锂电池连接极片成型加工工艺,主要包括以下步骤:
[0006]
步骤一:设备检查:在启用该锂电池连接极片裁切设备在对锂电池裁切极片进行裁切处理之前,对设备的运行进行检查;
[0007]
步骤二:人工上料:人工将电池极片板材放置到冲料基板上,并将电池极片板材和收卷杆连接在一起,从而达到人工上料的目的;
[0008]
步骤三:物料输送:完成步骤二人工上料作业后,一号电机工作,通过槽轮机构带动收卷杆进行间歇转动,从而带动收卷杆对电机极片板材进行收卷,从而使得物料在冲料基板上进行运动,从而达到物料输送的目的;
[0009]
步骤四:物料裁切:完成步骤三物料输送作业后,二号液压缸工作,带动压料板向下运动,从而使得切料块对电池极片板材进行冲切,在电池极片板材上切出所需形状的板材,从而达到物料裁切的目的;
[0010]
步骤五:物料收集:完成步骤四物料裁切作业后,经过裁切后的板材落入至收集箱中,人工拉动手拉环,将收集箱拉出,将收集箱中的电池极片取出,从而达到物料收集的目的;
[0011]
上述步骤中使用到的锂电池连接极片裁切设备包括安装架、牵引套件和裁切套件,安装架上安装有牵引套件,牵引套件外侧设置有裁切套件,裁切套件安装在安装架上。
[0012]
所述牵引套件包括支撑脚、冲料基板、引导边板、收卷杆、抵料盘、调节块、转动槽轮、拨动板和一号电机,支撑脚通过焊接的方式均匀的安装在安装架的下端面上,安装架上固定安装有冲料基板,冲料基板外侧对称设置有引导边板,引导边板通过焊接的方式固定安装在安装架上,安装架上通过转动连接的方式安装有收卷杆,收卷杆上通过滑动连接的方式对称安装有抵料盘,抵料盘外侧抵靠有调节块,调节块安装在安装架上,收卷杆上安装有转动槽轮,转动槽轮位于安装架的外壁上,转动槽轮外侧设置有相互配合使用的拨动板,拨动板安装在一号电机的输出轴上,一号电机通过电机座安装在安装架外壁上,工作时,人工将需要进行裁切的电池极片板材放置到冲料基板上,并将电池极片板材穿过引导边板安装在收卷杆上,从而完成上料目的,之后一号电机工作,通过拨动板和转动槽轮作用,带动电池极片板材进行间歇转动,从而达到板材输送的目的。
[0013]
所述裁切套件包括二号液压缸、压料板、切料块、收集箱、限位块、减震板和手拉环,二号液压缸安装在安装架外壁上,二号液压缸的输出轴上安装有压料板,压料板上均匀安装有切料块,压料板下端设置有收集箱,收集箱通过滑动连接的方式安装在安装架下端面上,收集箱外侧对称设置有限位块,限位块为l形结构,限位块上通过弹簧连接的方式安装有减震板,减震板表面为橡胶材质构成,限位块固定安装在安装架下端面上,收集箱上通过焊接的方式安装有手拉环,工作时,二号液压缸工作,带动压料板往下运动,从而带动切料块对冲料基板上的电池极片板材进行裁切处理,从而达到电池极片裁切的目的,裁切成型的电池极片落入至收集箱中,之后人工拉动手拉环,将收集箱拉出,人工将收集箱中的电池极片取出,从而达到物料收集的目的。
[0014]
作为本发明的一种优选技术方案,所述冲料基板上均匀开设有过料通槽a,过料通槽a的形状与所需电池极片的形状一致,冲料基板内部通过滑动连接的方式对称安装有调节板,调节板上通过弹簧连接的方式均匀安装有顶升垫板,顶升垫板的形状与过料通槽a的形状一致,调节板外侧端面上通过焊接的方式安装有手拉杆,手拉杆穿过冲料基板,位于冲料基板外侧。
[0015]
作为本发明的一种优选技术方案,所述引导边板为l形结构,引导边板上通过弹簧连接的方式安装有下压板,下压板上通过轴承连接的方式均匀安装有滚动柱。
[0016]
作为本发明的一种优选技术方案,所述调节块包括固定滑筒、齐动滑圈、按压滑块、滑行条、固定块、连接杆和推料顶块,固定滑筒固定安装在安装架上,固定滑筒为环形结构,固定滑筒表面均匀设置有关节槽b,固定滑筒外壁上通过滑动连接的方式安装有齐动滑圈,齐动滑圈上通过滑动连接的方式均匀安装有按压滑块,按压滑块下端面上安装有于关节槽b相互配合使用的滑行条,滑行条下端安装有固定块,固定块前端为锥形结构,固定块通过转动连接的方式安装在连接杆上,且固定块和连接杆之间连接有弹簧,连接杆通过滑动连接的方式安装在固定滑筒内壁上,连接杆上通过焊接的方式安装有推料顶块,推料顶块抵靠着抵料盘。
[0017]
作为本发明的一种优选技术方案,所述压料板上均匀开设有滑槽c,滑槽c内壁上通过弹簧连接的方式均匀安装有固定卡块,固定卡块上通过焊接的方式安装有挤压杆,挤压杆内侧设置有抵靠有顶升块,顶升块通过焊接的方式均匀安装在滑行圆杆上,滑行圆杆
通过滑动连接的方式安装在压料板内部,滑行圆杆上安装有齐动推板,齐动推板通过弹簧连接的方式安装在压料板上,齐动推板上抵靠有螺纹进给杆,螺纹进给杆通过螺纹连接的方式安装在压料板上。
[0018]
作为本发明的一种优选技术方案,所述切料块上设置有切料切刀,切料切刀外侧均匀抵靠有挤压夹块,挤压夹块通过弹簧连接的方式安装在切料块上,挤压夹块外侧抵靠有调节螺栓,调节螺栓通过螺纹连接的方式安装在切料块上,切料块上通过弹簧连接的方式安装有外圈压块。
[0019]
与现有技术相比,本发明具有以下优点:
[0020]
1.本发明可以解决现有的电池极片在进行生产过程中存在以下问题:a:现有的电池极片在进行生产过程中,常会出现不同长度的电池极片的生产需求,故为了满足生产,需要人工进行换模生产,极大的增加了员工们的工作量,降低了生产效率;b:现有的电池极片在进行冲切过程中,常会出现电池极片冲切变形的情况发生,从而导致电池极片报废,浪费原材料,浪费成本。
[0021]
2.本发明中设计了冲料基板和压料板,通过人工拉动手拉杆223,带动调节板221在冲料基板22内部进行移动,通过顶升垫板222和过料通槽a相互配合,从而达到调节从冲切电池极片长度的目的,同时根据生产需求选择安装至压料板中切料块的数量,从而通过压料板上的切料块的数量和冲击基板相互作用,达到调节成型电池极片长度的目的,避免了重新换模所需的时间,从而减轻了员工们的工作量提高了生产效率。
[0022]
3.本发明中设计了切料块,切料块因二号液压缸作用,对电池极片板材进行裁切时,外圈压块先和电池极片板材进行接触,给电池极片板材的裁切边缘一个强压作用,之后切料切刀因二号电机作用,将外圈压块内部的电池极片板材裁切掉,从而极大的避免了电池极片板材变形的情况发生,保证了产品的品质,极大的避免了原材料浪费的情况发生。。
附图说明
[0023]
下面结合附图和实施例对本发明进一步说明。
[0024]
图1是本发明的工作流程图;
[0025]
图2是本发明的结构示意图;
[0026]
图3是本发明的结构示意图的正视图;
[0027]
图4是本发明的结构示意图的侧视图;
[0028]
图5是本发明的图3的a-a的截面示意图;
[0029]
图6是本发明的图3的b-b的截面示意图;
[0030]
图7是本发明的图3的c区域的剖面示意图;
[0031]
图8是本发明的图5的d区域的放大示意图;
[0032]
图9是本发明的压料板的剖面示意图;
[0033]
图10是本发明的调节块的结构示意图;
[0034]
图11是本发明的图10的e-e的截面示意图。
具体实施方式
[0035]
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定
和覆盖的多种不同方式实施。
[0036]
如图1到图11所示,一种锂电池连接极片成型加工工艺,主要包括以下步骤:
[0037]
步骤一:设备检查:在启用该锂电池连接极片裁切设备在对锂电池裁切极片进行裁切处理之前,对设备的运行进行检查;
[0038]
步骤二:人工上料:人工将电池极片板材放置到冲料基板22上,并将电池极片板材和收卷杆24连接在一起,从而达到人工上料的目的;
[0039]
步骤三:物料输送:完成步骤二人工上料作业后,一号电机工作,通过槽轮机构带动收卷杆24进行间歇转动,从而带动收卷杆24对电机极片板材进行收卷,从而使得物料在冲料基板22上进行运动,从而达到物料输送的目的;
[0040]
步骤四:物料裁切:完成步骤三物料输送作业后,二号液压缸工作,带动压料板31向下运动,从而使得切料块32对电池极片板材进行冲切,在电池极片板材上切出所需形状的板材,从而达到物料裁切的目的;
[0041]
步骤五:物料收集:完成步骤四物料裁切作业后,经过裁切后的板材落入至收集箱33中,人工拉动手拉环36,将收集箱33拉出,将收集箱33中的电池极片取出,从而达到物料收集的目的;
[0042]
上述步骤中使用到的锂电池连接极片裁切设备包括安装架1、牵引套件2和裁切套件3,安装架1上安装有牵引套件2,牵引套件2外侧设置有裁切套件3,裁切套件3安装在安装架1上。
[0043]
所述牵引套件2包括支撑脚21、冲料基板22、引导边板23、收卷杆24、抵料盘25、调节块26、转动槽轮27、拨动板28和一号电机,支撑脚21通过焊接的方式均匀的安装在安装架1的下端面上,安装架1上固定安装有冲料基板22,冲料基板22外侧对称设置有引导边板23,引导边板23通过焊接的方式固定安装在安装架1上,安装架1上通过转动连接的方式安装有收卷杆24,收卷杆24上通过滑动连接的方式对称安装有抵料盘25,抵料盘25外侧抵靠有调节块26,调节块26安装在安装架1上,收卷杆24上安装有转动槽轮27,转动槽轮27位于安装架1的外壁上,转动槽轮27外侧设置有相互配合使用的拨动板28,拨动板28安装在一号电机的输出轴上,一号电机通过电机座安装在安装架1外壁上,具体工作时,人工将需要进行裁切处理的电池极片板材放置到冲料基板22上,之后人工将电池极片板材穿过引导边板23固定安装在收卷杆24上,从而达到人工上料的目的,之后一号电机工作,带动拨动板28进行转动,从而带动转动槽轮27进行转动,进而带动收卷杆24进行间歇转动,从而带动电池极片板材进行收卷,从而达到电池极片输送的目的。
[0044]
所述冲料基板22上均匀开设有过料通槽a,过料通槽a的形状与所需电池极片的形状一致,冲料基板22内部通过滑动连接的方式对称安装有调节板221,调节板221上通过弹簧连接的方式均匀安装有顶升垫板222,顶升垫板222的形状与过料通槽a的形状一致,调节板221外侧端面上通过焊接的方式安装有手拉杆223,手拉杆223穿过冲料基板22,位于冲料基板22外侧,具体工作时,人工拉动手拉杆223,带动调节板221在冲料基板22内部进行移动,通过顶升垫板222和过料通槽a相互配合,从而达到调节从冲切电池极片长度的目的,从而极大的降低了换模时间,提高了生产效率。
[0045]
所述引导边板23为l形结构,引导边板23上通过弹簧连接的方式安装有下压板231,下压板231上通过轴承连接的方式均匀安装有滚动柱232,具体工作时,当电池极片板
材因一号电机牵引在引导边板23内部进行运动时,压板板231因弹簧弹力作用,始终贴合着电池极片板材表面,避免了电池极片板材在运输过程中出现卷曲的情况发生,同时在电池极片板材运动是,滚动柱232作用辅助电池极片板材进行运动,极大的避免了卡料的情况发生。
[0046]
所述调节块26包括固定滑筒261、齐动滑圈262、按压滑块263、滑行条264、固定块265、连接杆266和推料顶块267,固定滑筒261固定安装在安装架1上,固定滑筒261为环形结构,固定滑筒261表面均匀设置有关节槽b,固定滑筒261外壁上通过滑动连接的方式安装有齐动滑圈262,齐动滑圈262上通过滑动连接的方式均匀安装有按压滑块263,按压滑块263下端面上安装有于关节槽b相互配合使用的滑行条264,滑行条264下端安装有固定块265,固定块265前端为锥形结构,固定块265通过转动连接的方式安装在连接杆266上,且固定块265和连接杆266之间连接有弹簧,连接杆266通过滑动连接的方式安装在固定滑筒261内壁上,连接杆266上通过焊接的方式安装有推料顶块267,推料顶块267抵靠着抵料盘25,具体工作时,人工挤压按压滑块263带动滑行条264和固定块265向下运动,使得滑行条264进入过节槽b中,之后人工推动齐动滑圈262,通过连接杆266作用带动顶料推块267在固定滑筒261内部进行运动,当到到达合适位置后,松开按压滑块263,固定块265因弹簧弹力作用被弹起,固定块265插入至关节槽b中,从而卡住齐动滑圈262,从而达到调节抵料盘25位置的目的,从而能够使得裁切后的电池极片板材收卷的更加均匀。
[0047]
所述裁切套件3包括二号液压缸、压料板31、切料块32、收集箱33、限位块34、减震板35和手拉环36,二号液压缸安装在安装架1外壁上,二号液压缸的输出轴上安装有压料板31,压料板31上均匀安装有切料块32,压料板31下端设置有收集箱33,收集箱33通过滑动连接的方式安装在安装架1下端面上,收集箱33外侧对称设置有限位块34,限位块34为l形结构,限位块34上通过弹簧连接的方式安装有减震板35,减震板35表面为橡胶材质构成,限位块34固定安装在安装架1下端面上,收集箱33上通过焊接的方式安装有手拉环36,具体工作时,二号液压缸工作,带动压料板31往下运动,从而带动切料块32对电池极片板材进行冲裁处理,冲裁后的电机极片落入至收集箱33中,从而达到电池极片冲裁的目的,之后人工拉动手拉环36,将收集箱33拉出,之后将收集箱33中的电池极片取出,从而达到物料收集的目的,之后通过限位块34作用,人工推动手拉环36将收集箱33推动至初始位置,同时减震板35作用,避免多次拉出收集箱33导致机器损坏的情况发生,从而增加了设备的使用寿命。
[0048]
所述压料板31上均匀开设有滑槽c,滑槽c内壁上通过弹簧连接的方式均匀安装有固定卡块311,固定卡块311上通过焊接的方式安装有挤压杆312,挤压杆312内侧设置有抵靠有顶升块313,顶升块313通过焊接的方式均匀安装在滑行圆杆314上,滑行圆杆314通过滑动连接的方式安装在压料板31内部,滑行圆杆314上安装有齐动推板315,齐动推板315通过弹簧连接的方式安装在压料板31上,齐动推板315上抵靠有螺纹进给杆316,螺纹进给杆316通过螺纹连接的方式安装在压料板31上,具体工作时,人工将切料块32推入至压料板31上的滑槽c中,之后人工拧动螺纹进给杆316,通过齐动推板315作用挤压滑行杆314进行运动,从而使得顶升块313始终抵靠着挤压杆,从而使得挤压杆31抵紧滑槽c内部的切料块32,从而达到固定切料块32的目的,同时根据生产需求选择安装的切料块32的数量,从而达到调节电池极片的生产长度的目的。
[0049]
所述切料块32上设置有切料切刀321,切料切刀321外侧均匀抵靠有挤压夹块322,
挤压夹块322通过弹簧连接的方式安装在切料块32上,挤压夹块322外侧抵靠有调节螺栓323,调节螺栓323通过螺纹连接的方式安装在切料块32上,切料块32上通过弹簧连接的方式安装有外圈压块324,具体工作时,人工将切料切刀321安装到切料块32上,之后人工拧动调节螺栓323,从而使得挤压夹块322夹住切料切刀321,从而达到固定切料切刀321的目的,当切料块32因二号液压缸作用,对电池极片板材进行裁切时,外圈压块324先和电池极片板材进行接触,给电池极片板材的裁切边缘一个强压作用,之后切料切刀321因二号电机作用,将外圈压块324内部的电池极片板材裁切掉,从而极大的避免了电池极片板材变形的情况发生,保证了产品的品质,极大的避免了原材料浪费的情况发生。
[0050]
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips