
 商标分类
商标分类  商标转让
商标转让 
一种侧围焊接生产线及生产方法与流程
 2021-01-29 15:01:32|
2021-01-29 15:01:32| 270|
270| 起点商标网
起点商标网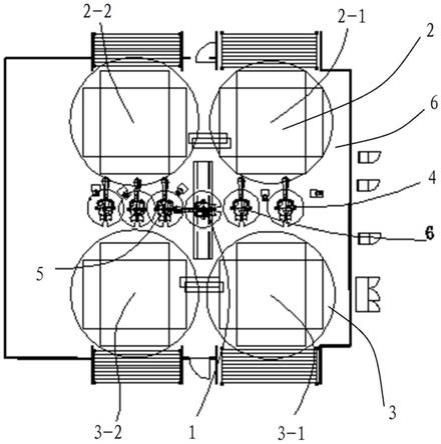
[0001]
本发明涉及汽车车体焊接技术领域,特别涉及一种侧围焊接生产线及生产方法。
背景技术:
[0002]
汽车侧围是指构成汽车车身或驾驶室的零件,其既是外观装饰性零件,又是封闭薄壳状的受力零件。
[0003]
由于汽车侧围产品本身特征,汽车侧围的左侧围与右侧围大部分是对称结构,通用的做法是左侧围及右侧围各自独立建设生产线,分别布置在车身合拼线的左右两侧。但是,这样造成生产设备,如机器人、焊机、焊钳等重复投资。
技术实现要素:
[0004]
本发明提供一种侧围焊接生产线及生产方法,解决了或部分解决了现有技术中左侧围及右侧围各自独立建设生产线,造成生产设备重复投资的技术问题。
[0005]
为解决上述技术问题,本发明提供了一种侧围焊接生产线包括:搬运机器人、第一转台组、第二转台组、第一焊接机器人组及第二焊接机器人组;所述搬运机器人设置在所述第一焊接机器人组与所述第二焊接机器人组之间;所述第一转台组由第一四面体转台及第二四面体转台组成;所述第二转台组由第三四面体转台及第四四面体转台组成;所述第一焊接机器人组设置在所述第一四面体转台与所述第三四面体转台之间;所述第二焊接机器人组设置在所述第二四面体转台与所述第四四面体转台之间。
[0006]
进一步地,所述第一四面体转台的四周立面上分别对应设置有一套第一侧围夹具;所述第二四面体转台的四周立面上分别对应设置有一套第二侧围夹具;四个所述第一侧围夹具与四个所述第二侧围夹具一一对应。
[0007]
进一步地,所述第三四面体转台的四周立面上分别对应设置有一套第三侧围夹具;所述第四四面体转台的四周立面上分别对应设置有一套第四侧围夹具;四个所述第三侧围夹具与四个所述第四侧围夹具一一对应。
[0008]
进一步地,所述侧围焊接生产线还包括:工作台;所述搬运机器人、第一转台组、第二转台组、第一焊接机器人组及第二焊接机器人组均设置在所述工作台上。
[0009]
进一步地,所述第一四面体转台、第二四面体转台、第三四面体转台及第四四面体转台均包括:转台及框架;所述框架固定设置在所述转台上。
[0010]
进一步地,所述框架的拐角处固定设置有隔板。
[0011]
基于相同的发明构思,本申请还提供一种侧围焊接生产方法包括以下步骤:第一四面体转台上在第一装夹位装夹第一个左侧围;当第一个所述左侧围装夹完毕时,所述第一四面体转台旋转至第一焊接位,第一焊接机器人组对第一个所述左侧围进行第一工序焊接,此时,第三四面体转台在第二装夹位装夹第一个右侧围;当第一个所述左侧围第一工序焊接完毕时,第二四面体转台旋转至第二焊接位,搬运机器人将第一个所述左侧围搬运到所述第二四面体转台上,第二焊接机器人组对所述第一个左侧围进行第二工序焊接,此时,
所述第三四面体转台旋转至第三焊接位;所述第一焊接机器人组对第一个所述右侧围进行第一工序焊接,此时,所述第一四面体转台旋转至第一装夹位,进行第二个所述左侧围的装夹;当第一个所述右侧围第一工序焊接完毕时,第四四面体转台旋转至第四焊接位,所述搬运机器人将第一个所述右侧围搬运到所述第四四面体转台上,此时,第一个所述左侧围的第二工序焊接完毕,所述第二四面体转台旋转至第一卸载位,将第一个所述左侧围卸载,所述第一四面体转台旋转至第一焊接位,进行第二个所述左侧围的第一工序焊接,所述第三四面体转台旋转至第二装夹位,进行第二个所述右侧围的装夹;所述第二焊接机器人组对第一个所述右侧围进行第二工序焊接;当第一个所述右侧围第二工序焊接完毕时,所述第四四面体转台旋转至第二卸载位,将第一个所述右侧围卸载,所述搬运机器人将第二个所述左侧围搬运到所述第二四面体转台上,进行第二个所述左侧围第二工序焊接,所述第三四面体转台旋转至第三焊接位,所述第一焊接机器人组对第二个所述右侧围进行第一工序焊接。
[0012]
进一步地,所述搬运机器人将所述左侧围由第一侧围夹具上拆下,搬运至与第一侧围夹具相对应的第二侧围夹具上。
[0013]
进一步地,所述搬运机器人将所述左侧围由第三侧围夹具上拆下,搬运至与第三侧围夹具相对应的第四侧围夹具上。
[0014]
进一步地,当在所述第一四面体转台的四周立面安装第一个第一侧围夹具时,在第一四面体转台的另外三个立面上安装三个配重块;当在所述第一四面体转台的四周立面安装第二个第一侧围夹具时,将三个所述配重块中的一个配重块拆除;当在所述第一四面体转台的四周立面安装第三个第一侧围夹具时,将剩余的两个所述配重块中的一个配重块拆除;当在所述第一四面体转台的四周立面安装第四个第一侧围夹具时,将最后一个所述配重块拆除。
[0015]
本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
[0016]
由于第一四面体转台上在第一装夹位装夹第一个左侧围,当第一个左侧围装夹完毕时,第一四面体转台旋转至第一焊接位,第一焊接机器人组对第一个左侧围进行第一工序焊接,此时,第三四面体转台在第二装夹位装夹第一个右侧围,当第一个左侧围第一工序焊接完毕时,第二四面体转台旋转至第二焊接位,搬运机器人将第一个左侧围搬运到第二四面体转台上,第二焊接机器人组对第一个左侧围进行第二工序焊接,此时,第三四面体转台旋转至第三焊接位,第一焊接机器人组对第一个右侧围进行第一工序焊接,此时,第一四面体转台旋转至第一装夹位,进行第二个左侧围的装夹,当第一个右侧围第一工序焊接完毕时,第四四面体转台旋转至第四焊接位,搬运机器人将第一个右侧围搬运到第四四面体转台上,此时,第一个左侧围的第二工序焊接完毕,第二四面体转台旋转至第一卸载位,将第一个左侧围卸载,第一四面体转台旋转至第一焊接位,进行第二个左侧围的第一工序焊接,第三四面体转台旋转至第二装夹位,进行第二个右侧围的装夹,第二焊接机器人组对第一个右侧围进行第二工序焊接,当第一个右侧围第二工序焊接完毕时,第四四面体转台旋转至第二卸载位,将第一个右侧围卸载,搬运机器人将第二个左侧围搬运到第二四面体转台上,进行第二个左侧围第二工序焊接,第三四面体转台旋转至第三焊接位,第一焊接机器人组对第二个右侧围进行第一工序焊接,即,左侧围与右侧围的第一工序焊接均可采用第一焊接机器人组,左侧围与右侧围的搬运均可采用搬运机器人,左侧围与右侧围的第二工
序焊接均可采用第二焊接机器人组,在一套生产线上同时生产左侧围与右侧围,占地面积小,当第一四面体转台处于焊接位时,第三四面体转台处于装夹位,当第一四面体转台的工件被搬运机器人取走时,第三四面体转台夹具处于焊接位,当第二四面体转台处于焊接位时,第四四面体转台处于卸载位,当第二四面体转台的工件被卸载时,第四四面体转台夹具处于焊接位,由此实现中间区域的第一焊接机器人组及第二焊接机器人组停顿时间短,最大化的实现了共用设备的利用率,提高设备利用率,提高生产效率,减少设备投资,降低生产成本。
附图说明
[0017]
图1为本发明实施例提供的侧围焊接生产线的结构示意图;
[0018]
图2为图1中侧围焊接生产线的第一四面体转台的结构示意图。
具体实施方式
[0019]
参见图1,本发明实施例提供的一种侧围焊接生产线包括:搬运机器人、第一转台组2、第二转台组3、第一焊接机器人组4及第二焊接机器人组5。
[0020]
搬运机器人1设置在第一焊接机器人组4与第二焊接机器人组5之间。
[0021]
第一转台组2由第一四面体转台2-1及第二四面体转台2-2组成。
[0022]
第二转台组3由第三四面体转台3-1及第四四面体转台3-2组成。
[0023]
第一焊接机器人组4设置在第一四面体转台2-1与第三四面体转台3-1之间;
[0024]
第二焊接机器人组5设置在第二四面体转台2-2与第四四面体转台3-2之间。
[0025]
本申请具体实施方式由于第一四面体转台2-1上在第一装夹位装夹第一个左侧围,当第一个左侧围装夹完毕时,第一四面体转台2-1旋转至第一焊接位,第一焊接机器人组对第一个左侧围进行第一工序焊接,此时,第三四面体转台3-1在第二装夹位装夹第一个右侧围,当第一个左侧围第一工序焊接完毕时,第二四面体转台2-2旋转至第二焊接位,搬运机器人1将第一个左侧围搬运到第二四面体转台2-2上,第二焊接机器人组5对第一个左侧围进行第二工序焊接,此时,第三四面体转台3-1旋转至第三焊接位,第一焊接机器人组4对第一个右侧围进行第一工序焊接,此时,第一四面体转台2-1旋转至第一装夹位,进行第二个左侧围的装夹,当第一个右侧围第一工序焊接完毕时,第四四面体转台3-2旋转至第四焊接位,搬运机器人1将第一个右侧围搬运到第四四面体转台3-2上,此时,第一个左侧围的第二工序焊接完毕,第二四面体转台2-2旋转至第一卸载位,将第一个左侧围卸载,第一四面体转台2-1旋转至第一焊接位,进行第二个左侧围的第一工序焊接,第三四面体转台3-1旋转至第二装夹位,进行第二个右侧围的装夹,第二焊接机器人组5对第一个右侧围进行第二工序焊接,当第一个右侧围第二工序焊接完毕时,第四四面体转台3-2旋转至第二卸载位,将第一个右侧围卸载,搬运机器人1将第二个左侧围搬运到第二四面体转台2-2上,进行第二个左侧围第二工序焊接,第三四面体转台3-1旋转至第三焊接位,第一焊接机器人组4对第二个右侧围进行第一工序焊接,即,左侧围与右侧围的第一工序焊接均可采用第一焊接机器人组4,左侧围与右侧围的搬运均可采用搬运机器人1,左侧围与右侧围的第二工序焊接均可采用第二焊接机器人组5,在一套生产线上同时生产左侧围与右侧围,占地面积小,当第一四面体转台2-1处于焊接位时,第三四面体转台3-1处于装夹位,当第一四面体转
台2-1的工件被搬运机器人1取走时,第三四面体转台3-1夹具处于焊接位,当第二四面体转台2-2处于焊接位时,第四四面体转台3-2处于卸载位,当第二四面体转台2-2的工件被卸载时,第四四面体转台3-2夹具处于焊接位,由此实现中间区域的第一焊接机器人组4及第二焊接机器人组5停顿时间短,最大化的实现了共用设备的利用率,提高设备利用率,提高生产效率,减少设备投资,降低生产成本。
[0026]
其中,第一焊接机器人组44由两个点焊机器人组成,第二焊接机器人组55由三个点焊机器人组成。
[0027]
具体地,第一四面体转台2-1的四周立面上分别对应设置有一套第一侧围夹具2-15。
[0028]
第二四面体转台2-2的四周立面上分别对应设置有一套第二侧围夹具。
[0029]
四个第一侧围夹具与四个第二侧围夹具一一对应。
[0030]
第一侧围夹具有四套,分别固定在第一四面体转台2-1的四个立面上,第二侧围夹具有四套,分别固定在第二四面体转台2-2四个立面上,使其可以对应于四种不同车型的左侧围分别进行夹持。进行生产时,根据生产线上的具体汽车型号,使第一四面体转台2-1及第二四面体转台2-2进行旋转,将合适的侧围夹具绕至正对生产线的位置,并对汽车的左侧围进行夹持,以利于后续焊接,可以根据来料车型便捷地切换为相应左侧围夹具,有利于降低投资成本,配合生产线扩展其柔性化程度,大幅度提高生产线的工作效率。
[0031]
具体地,第三四面体转台3-1的四周立面上分别对应设置有一套第三侧围夹具。
[0032]
第四四面体转台3-2的四周立面上分别对应设置有一套第四侧围夹具。
[0033]
四个第三侧围夹具与四个第四侧围夹具一一对应。
[0034]
第三侧围夹具有四套,分别固定在第三四面体转台3-1的四个立面上,第四侧围夹具有四套,分别固定在第四四面体转台3-2四个立面上,使其可以对应于四种不同车型的右侧围分别进行夹持。进行生产时,根据生产线上的具体汽车型号,使第三四面体转台3-1及第四四面体转台3-2进行旋转,将合适的侧围夹具绕至正对生产线的位置,并对汽车的右侧围进行夹持,以利于后续焊接,可以根据来料车型便捷地切换为相应右侧围夹具,有利于降低投资成本,配合生产线扩展其柔性化程度,大幅度提高生产线的工作效率。
[0035]
具体地,侧围焊接生产线还包括:工作台6。
[0036]
搬运机器人1、第一转台组2、第二转台组3、第一焊接机器人组4及第二焊接机器人组5均设置在工作台6上,通过工作台6集成搬运机器人1、第一转台组2、第二转台组3、第一焊接机器人组4及第二焊接机器人组5,占地面积小,并用于支持搬运机器人1、第一转台组2、第二转台组3、第一焊接机器人组4及第二焊接机器人组5。
[0037]
具体地,第一四面体转台2-1、第二四面体转台2-2、第三四面体转台3-1及第四四面体转台3-2均包括:转台2-11及框架2-12。
[0038]
框架2-12固定设置在转台2-11上。框架2-11用于安装第一侧围夹具2-15、第二侧围夹具、第三侧围夹具及第四侧围夹具。转台2-11带动框架2-12转动,用于改变侧围夹具的位置。
[0039]
框架2-12的拐角处固定设置有隔板2-13,用于将侧围夹具分隔,避免两个侧围夹具之间发送干扰。
[0040]
基于相同的发明构思,一种侧围焊接生产方法包括以下步骤:
[0041]
第一四面体转台2-1上在第一装夹位装夹第一个左侧围。
[0042]
当第一个左侧围装夹完毕时,第一四面体转台2-1旋转至第一焊接位,第一焊接机器人组4对第一个左侧围进行第一工序焊接,此时,第三四面体转台3-1在第二装夹位装夹第一个右侧围。
[0043]
当第一个左侧围第一工序焊接完毕时,第二四面体转台2-2旋转至第二焊接位,搬运机器人1将第一个左侧围搬运到第二四面体转台2-2上,第二焊接机器人组5对第一个左侧围进行第二工序焊接,此时,第三四面体转台3-1旋转至第三焊接位。
[0044]
第一焊接机器人组4对第一个右侧围进行第一工序焊接,此时,第一四面体转台2-1旋转至第一装夹位,进行第二个左侧围的装夹。
[0045]
当第一个右侧围第一工序焊接完毕时,第四四面体转台3-2旋转至第四焊接位,搬运机器人1将第一个右侧围搬运到第四四面体转台3-2上,此时,第一个左侧围的第二工序焊接完毕,第二四面体转台2-2旋转至第一卸载位,将第一个左侧围卸载,第一四面体转台2-1旋转至第一焊接位,进行第二个左侧围的第一工序焊接,第三四面体转台3-1旋转至第二装夹位,进行第二个右侧围的装夹。
[0046]
第二焊接机器人组5对第一个右侧围进行第二工序焊接。
[0047]
当第一个右侧围第二工序焊接完毕时,第四四面体转台3-2旋转至第二卸载位,将第一个右侧围卸载,搬运机器人1将第二个左侧围搬运到第二四面体转台2-2上,进行第二个左侧围第二工序焊接,第三四面体转台3-1旋转至第三焊接位,第一焊接机器人组4对第二个右侧围进行第一工序焊接。
[0048]
左侧围与右侧围的第一工序焊接均可采用第一焊接机器人组4,左侧围与右侧围的搬运均可采用搬运机器人1,左侧围与右侧围的第二工序焊接均可采用第二焊接机器人组5,在一套生产线上同时生产左侧围与右侧围,占地面积小,当第一四面体转台2-1处于焊接位时,第三四面体转台3-1处于装夹位,当第一四面体转台2-1的工件被搬运机器人1取走时,第三四面体转台3-1夹具处于焊接位,当第二四面体转台2-2处于焊接位时,第四四面体转台3-2处于卸载位,当第二四面体转台2-2的工件被卸载时,第四四面体转台3-2夹具处于焊接位,由此实现中间区域的第一焊接机器人组4及第二焊接机器人组5停顿时间短,最大化的实现了共用设备的利用率,提高设备利用率,提高生产效率,减少设备投资,降低生产成本。
[0049]
具体地,搬运机器人1将左侧围由第一侧围夹具2-15上拆下,搬运至与第一侧围夹具2-15相对应的第二侧围夹具上。
[0050]
第一侧围夹具2-15有四套,分别固定在第一四面体转台2-1的四个立面上,第二侧围夹具有四套,分别固定在第二四面体转台2-2四个立面上,四套第一侧围夹具2-15与四套第二侧围夹具一一对应,使其可以对应于四种不同车型的左侧围分别进行夹持。进行生产时,根据生产线上的具体汽车型号,使第一四面体转台2-1及第二四面体转台2-2进行旋转,将合适的侧围夹具绕至正对生产线的位置,并对汽车的左侧围进行夹持,以利于后续焊接,可以根据来料车型便捷地切换为相应左侧围夹具,有利于降低投资成本,配合生产线扩展其柔性化程度,大幅度提高生产线的工作效率。
[0051]
具体地,搬运机器人1将左侧围由第三侧围夹具上拆下,搬运至与第三侧围夹具相对应的第四侧围夹具上。
[0052]
第一侧围夹具2-15有四套,分别固定在第一四面体转台2-1的四个立面上,第二侧围夹具有四套,分别固定在第二四面体转台2-2四个立面上,四套第三侧围夹具与四套第四侧围夹具一一对应,使其可以对应于四种不同车型的左侧围分别进行夹持。进行生产时,根据生产线上的具体汽车型号,使第一四面体转台2-1及第二四面体转台2-2进行旋转,将合适的侧围夹具绕至正对生产线的位置,并对汽车的左侧围进行夹持,以利于后续焊接,可以根据来料车型便捷地切换为相应左侧围夹具,有利于降低投资成本,配合生产线扩展其柔性化程度,大幅度提高生产线的工作效率。
[0053]
具体地,当在第一四面体转台2-1的四周立面安装第一个第一侧围夹具2-15时,在第一四面体转台2-1的另外三个立面上安装三个配重块2-14;当在第一四面体转台2-1的四周立面安装第二个第一侧围夹具2-15时,将三个配重块中的一个配重块拆除;当在第一四面体转台2-1的四周立面安装第三个第一侧围夹具2-15时,将剩余的两个配重块中的一个配重块拆除;当在第一四面体转台2-1的四周立面安装第四个第一侧围夹具2-15时,将最后一个配重块拆除,通过配重块保证安装侧围夹具之前,保证第一四面体转台2-1的动平衡。
[0054]
第二四面体转台2-2、第三四面体转台3-1及第四四面体转台3-2的的动平衡操作与第一四面体转台2-1的动平衡操作相同。
[0055]
最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips