
 商标分类
商标分类  商标转让
商标转让 
基于光学弱相干成像的激光焊接熔深信息监测系统及方法与流程
 2021-01-29 15:01:48|
2021-01-29 15:01:48| 314|
314| 起点商标网
起点商标网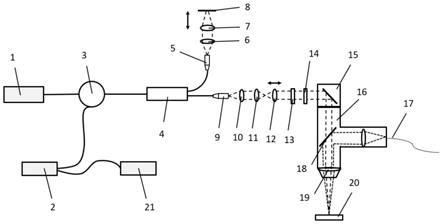
[0001]
本发明属于激光焊接技术领域,更具体地,涉及一种基于光学弱相干成像的激光焊接熔深信息监测系统及方法。
背景技术:
[0002]
激光焊接具有热输入小、焊接速度快、焊缝深宽比大、热影响区小、焊接精度高、易于实现自动化等突出优点,被大量应用于航空航天、汽车制造、轨道交通、日用电器、3c电子等领域。在焊接过程中,可以通过选择小芯径的激光器,更小焦距的聚焦镜来降低聚焦光斑的直径进而在焊接方向达到很高的精度。但是,很难在轴向方向上控制激光的作用。特别地,当激光光斑的功率密度大于106w/cm
2
时,金属在激光照射下被熔化、汽化。金属汽化过程中,金属蒸汽以一定的速度离开熔池,在液态金属中形成一个细长的孔洞,这个孔便成为匙孔。在高功率激光焊接过程中匙孔是动态变化的,匙孔深度剧烈波动。匙孔的不稳定性会导致内部空隙和高焊接孔隙率,从而导致焊接失败,匙孔的不稳定性甚至可以导致飞溅到附近污染系统组件,使激光焊接在诸如车辆变速器之类的系统中的应用复杂化。因此,激光焊接焊接质量在线监测的需求越来越广泛。
[0003]
专利文献cn 107076546 b公开了一种基于光学相干断层成像检测原理的在借助射束焊接或结合工件时实时测量焊缝深度的设备。这种设备的测量光经过准直模块安装在焊接头上,准直模块包括法拉第旋转器、场透镜和准直透镜,通过机械设计可调整准直模块内部光学镜片的位置及角度,测量光射束的焦点也能够就加工射束而言在前运行和在后运行中进行校正。该设备采用了分光比为50:50的2*2光纤耦合器,有以下两个缺点:(1)参考光和测量光在从光纤耦合器输出时两者是相等的,参考臂回路的反射光强一般在90%以上,而测量臂回路的反射光强一般不超过45%,为了使光纤耦合器形成最理想的干涉信号(参考臂回路的反射光强=测量臂回路的反射光强),则在参考臂加上衰减器,减去约一半的参考臂反射光强,检测光源的有效利用率非常低。(2)从2*2光纤耦合器输出的干涉信号是两路相等输出的,一路向检测光源输出,另一路向光谱分析单元输出,也就是说,光谱分析单元只能接收到约一半的干涉信号强度,大大降低了光谱分析单元的分析灵敏度和准确度。并且,从2*2光纤耦合器输出向检测光源输出的那一路干涉信号会影响检测光源的稳定性,需要在光源上加上反向传输隔离装置,用于消除干涉信号对光源造成的干扰,增加了设备成本和设备体积。专利文献cn 109219496 a公开了一种激光加工时工艺监控的具有光学距离测量装置和棱镜偏转单元的装置及具有其的激光加工头。该设备的光学距离测量装置是通过光学相干断层成像实现,包含用于产生测量光束的测量光源,和将测量光源聚焦到工件表面形成测量光点的棱镜偏转单元,所述棱镜单元使测量光点横向的偏转于所述工件表面上定位。该装置采用棱镜偏转单元来偏转测量光束,该偏转只能在一维方向上进行偏转,无法在测量熔深的同时兼顾焊前焊缝跟踪、焊后质量检测的功能。综上可知,在线监测的智能传感技术仍然落后,目前常用的方法是采用光电二极管或光学相机传感器测量激光焊接过程中产生的释放物来表征熔池和匙孔的稳定性,后期破坏性分析实验焊接质量进行
分析。这些技术仅可定性的判断激光焊接过程,无法实时测量激光焊接的过程,因此传统的监测技术尚不能满足汽车、航空航天、轨道交通等行业的需求。
技术实现要素:
[0004]
针对现有技术的以上缺陷或改进需求,本发明提供一种基于光学弱相干成像的激光焊接熔深信息监测系统及方法,对焊接过程中的匙孔进行检测,最终通过数据拟合形成与金相照片一致的熔深变化曲线,该系统可以在焊接过程中实时监测焊接过程,能够实时监测激光焊接工艺、高质量完成在线数据收集工作,而且不需要破坏性实验即可获得焊缝熔深和焊缝质量,可以完美的满足激光焊接焊接质量在线监测的需求。
[0005]
为了实现上述目的,按照本发明的一个方面,提供一种基于光学弱相干成像的激光焊接熔深信息监测系统,包括依次呈光路连接的探测光源、光纤环形器及光纤耦合器,所述探测光源发射探测光传输至光纤环形器并从其端口输出,输入至所述光纤耦合器后分为两束,分别作为探测光和参考光,还包括:
[0006]
分别与所述光纤耦合器光路连接的参考臂和样品臂,其中,所述样品臂包括探测光准直镜、调焦镜组、扫描振镜以及激光加工头,所述探测光通过所述探测光准直镜准直成平行光,通过所述调焦镜组调节所述探测光的聚焦平面,并通过所述扫描振镜发生偏转持续准确并且快速地调整相对于工作激光束的测量点位置,并进入所述激光加工头与加工激光同轴重叠,随加工激光一起直达工件表面的小孔,在小孔底部正向反射后原路返回至所述光纤耦合器,形成探测臂回路;
[0007]
所述参考光进入参考臂,经所述参考臂沿原光路耦合到参考光纤中,形成参考臂回路;
[0008]
以及与所述光纤环形器连接的光谱分析单元和与光谱分析单元通信连接的数据处理单元,经参考臂回路返回的参考光和经样品臂回路返回的探测光在光纤耦合器形成干涉信号,干涉信号输出至光纤环形器输出至光谱分析单元,所述光谱分析单元将干涉信号分解,传输至所述数据处理单元,分析处理得到激光加工区的深度信息,通过数据拟合形成与金相照片一致的熔深变化曲线,实现对激光焊过程实时监测。
[0009]
进一步地,所述调焦镜组包括固定镜和补偿镜;
[0010]
所述补偿镜可在驱动装置的作用下沿光路轴向平移,改变准直光束的发散角进而使得探测光聚焦平面相应的沿光路轴向方向平移。
[0011]
进一步地,所述样品臂包括:
[0012]
探测光光纤接头;
[0013]
设于所述调焦镜组和扫描振镜之间的快门和滤光片。
[0014]
进一步地,所述激光加工头内部设置有合束镜、聚焦镜和保护镜。
[0015]
进一步地,所述参考臂包括:
[0016]
参考光光纤接头;
[0017]
参考光准直镜;
[0018]
实现探测光束聚焦在反射镜上,增大反射光耦合率的聚焦透镜;
[0019]
实现探测光的180
°
反射的反射镜;
[0020]
所述聚焦透镜和平面反射镜可在驱动装置的作用下沿光路轴向平移,调整所述参
考臂回路的光程,使之与所述样品臂回路的光程相匹配。
[0021]
进一步地,所述聚焦透镜为双胶合消色差透镜或空气隙消色差透镜。
[0022]
进一步地,所述反射镜为平面反射镜或球面反射镜。
[0023]
进一步地,所述光谱分析单元包括:
[0024]
用于接收干涉信号的光谱信号接收模块;
[0025]
用于对所述干涉信号进行提取的信号提取模块;
[0026]
对提取的信号进行降噪处理的信号降噪模块;
[0027]
以及对所述信号进行处理的信号处理模块。
[0028]
按照本发明的另一个方面,提供一种基于光学弱相干成像的激光焊接熔深信息监测方法,包括如下步骤:
[0029]
s100:根据工件的焊接参数,驱动补偿镜沿光路轴向平移,改变准直光束的发散角进而使得探测光聚焦平面相应的沿光路轴向方向平移,在不同离焦量参数下进行探测,驱动聚焦透镜和平面反射镜沿光路轴向平移,调整参考臂回路的光程,使之与样品臂回路的光程相匹配;
[0030]
s200:探测光源通过其尾纤使探测光传输到光纤环形器,然后从光纤环形器port2端口输出,输入到光纤耦合器,探测光在光纤耦合器分成两束,作为参考光和探测光,分别进入参考光光纤和探测光光纤;
[0031]
s300:参考光通过参考光光纤从参考光接头出射进入空间光路,经过参考光准直镜后准直成平行光,平行光入射到消色差透镜聚焦到平面反射镜表面,然后发射沿原光路耦合到参考光纤中,形成参考臂回路;
[0032]
s400:探测光通过探测光光纤从探测光接头出射进入空间光路,经过样品臂的探测光准直镜准直成平行光后,平行光入射到固定镜后变为汇聚光,然后入射到补偿镜后准直为平行光,平行光依次经过快门和滤光片后进入扫描振镜内,在扫描振镜的作用在发生偏转,然后进入激光加工头在合束镜处与加工激光同轴重叠,随加工激光一起经过聚焦镜和保护镜后直达工件表面的小孔,在小孔的底部正向反射,然后原路返回至光纤耦合器,形成探测臂回路;
[0033]
s500:经参考臂回路返回的参考光和经样品臂回路返回的探测光在光纤耦合器形成干涉信号,干涉信号输出至光纤环形器,从其端口输出至光谱分析单元,光谱分析单元将干涉信号分解,传输至数据处理单元,分析处理即可得到激光加工区的深度信息,通过数据拟合形成与金相照片一致的熔深变化曲线,通过熔深变化曲线可查到任一工况下的焊接熔深。
[0034]
进一步地,步骤s500中所述熔深变化曲线包括如下步骤:
[0035]
s501:将光谱仪采集的信号和数据采集卡的信号同步输入系统中,进行信号预处理,并将完成ccd补偿和波长标定的光谱数据传入下一步骤;
[0036]
s502:去除直流项噪声,再进行重采样得到关于波数空间的干涉信号;
[0037]
s503:对所述干涉信号进行逆傅里叶变换,即可获得样品焊接过程中熔深随时间的分布图。
[0038]
总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
[0039]
1.本发明的激光焊接熔深信息监测系统,对焊接过程中的匙孔进行检测,最终通过数据拟合形成与金相照片一致的熔深变化曲线,该系统可以在焊接过程中实时监测焊接过程,能够实时监测激光焊接工艺、高质量完成在线数据收集工作,而且不需要破坏性实验即可获得焊缝熔深和焊缝质量,可以完美的满足激光焊接焊接质量在线监测的需求。
[0040]
2.本发明的激光焊接熔深信息监测系统,采用低功率红外光束,通过与焊接激光同轴的光路进行精准的距离测量,在焊接的过程中完成测量,测量光束可查看匙孔底部,直接测量熔深,测量结果可在1秒内提供与金相测试结果几乎相同的整个焊缝的大量信息。
[0041]
3.本发明的激光焊接熔深信息监测系统,在参考臂内设置有移动滑台,可通过移动滑台带动透镜和反射镜移动,来实现参考臂和样品臂光程差调节;同时探测光经过透镜后聚焦到反射镜表面上再进行反射可以增大反射探测光的耦合效率。
[0042]
4.本发明的激光焊接熔深信息监测系统,在样品臂设置扫描振镜,可在振镜的作用下使测量光束发生偏转持续准确并且快速地调整相对于工作激光束的测量点位置,在工件表面进行扫描,进而可以同时探测激光焊接过程中焊前、焊中、焊后的状态。
[0043]
5.本发明的激光焊接熔深信息监测系统,在样品臂设置共焦镜组,可通过移动共焦镜组中的补偿镜来实现探测光聚焦平面的调节。可保证在不同的焊接工艺下,探测光的焦点均在小孔内部。
[0044]
6.本发明的激光焊接熔深信息监测系统,测量光束既可先于激光光束测量,获取焊前信息,还可作为结构光,实现焊缝跟踪与焊接后的轮廓测量,确认成品焊缝的表面质量,降低客户对切件的依赖,防止多组焊缝组装过程中的失效,减少废件的产生,实现100%发货合格率及监测数据的可追溯。
附图说明
[0045]
图1为本发明实施例基于光学弱相干成像的激光焊接熔深信息监测系统的组成原理示意图;
[0046]
图2为本发明实施例中光纤环形器端口结构示意图;
[0047]
图3为本发明实施例中光纤耦合器端口结构示意图;
[0048]
图4为本发明实施例中移动滑台的结构示意图;
[0049]
图5为本发明实施例中参考臂的光路示意图;
[0050]
图6为本发明实施例中样品臂的光路示意图;
[0051]
图7为本发明实施例中光谱分析单元的结构示意图;
[0052]
图8为本发明实施例中熔深变化曲线;
[0053]
图9为本发明实施例基于光学弱相干成像的激光焊接熔深信息监测方法流程示意图。
[0054]
在所有附图中,同样的附图标记表示相同的技术特征,具体为:1-探测光源、2-光谱分析单元、201-光谱信号接收模块、202-信号提取模块、203-信号降噪模块、204-信号处理模块、3-光纤环形器、301-光纤环形器port1、302-光纤环形器port2、303-光纤环形器port3、4-光纤耦合器、401-光纤耦合器port1、402-光纤耦合器port2、5-参考光光纤接头、6-参考光准直镜、7-聚焦透镜、8-反射镜、9-探测光光纤接头、10-探测光准直镜、11-固定镜、12-补偿镜、13-滤光片、14-快门、15-扫描振镜、16-激光加工头、17-加工激光、18-合束
镜、19-聚焦镜、20-工件、21-数据处理单元。
具体实施方式
[0055]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
[0056]
如图1所示,本发明实施例提供一种基于光学弱相干成像的激光焊接熔深信息监测系统,该系统包括依次呈光路连接的探测光源1、光纤环形器3及光纤耦合器4、分别与该光纤耦合器4光路连接的参考臂和样品臂、与所述光纤环形器3连接的光谱分析单元2以及与光谱分析单元2通信连接的数据处理单元21。探测光源1发射探测光传输至光纤环形器3并从其端口输出,输入至所述光纤耦合器4后,分为两束,其中一束作为参考光,通过参考光光纤进入参考臂,经过参考臂沿原光路耦合到参考光纤中,形成参考臂回路;另一束作为探测光,通过探测光纤进入样品臂,并进入激光加工头16在合束镜18处于加工激光17同轴重叠,随加工激光17一起经过聚焦镜19和保护镜后直达工件20表面的小孔,在小孔底部正向反射后原路返回至光纤耦合器4,形成探测臂回路,经参考臂回路返回的参考光和经样品臂回路返回的探测光在光纤耦合器4形成干涉信号,干涉信号输出至光纤环形器3后从其端口输出至光谱分析单元2,光谱分析单元2将干涉信号分解,传输至数据处理单元21,分析处理即可得到激光加工区的深度信息,通过数据拟合形成与金相照片一致的熔深变化曲线,可以在焊接过程中实时监测焊接过程,能够实时监测激光焊接工艺、高质量完成在线数据收集工作,而且不需要破坏性实验即可获得焊缝熔深和焊缝质量,可以完美的满足激光焊接焊接质量在线监测的需求。
[0057]
进一步地,如图1和图2所示,本发明的实施例中,光纤环形器3包括光纤环形器port1 301、光纤环形器port2 302、光纤环形器port3 303。其中,探测光源1的尾纤与光纤环形器port1 301连接,光纤耦合器4与光纤环形器port2 302连接,光谱分析单元2与光纤环形器port3 303连接。探测光源1通过其尾纤使探测光传输到光纤环形器3,然后从光纤环形器3的光纤环形器port2 302端口输出,输入到光纤耦合器4,探测光在光纤耦合器4分成两束,作为参考光和探测光,分别进入参考光光纤和探测光光纤。
[0058]
进一步地,如图1和图3所示,本发明的实施例中,光纤耦合器4为1*2光纤耦合器,光纤耦合器4的双纤端光纤耦合器port1 401、光纤耦合器port2 402分别连接参考光光纤接头和探测光光纤接头。优选地,本发明上述实施中的1*2光纤耦合器耦合比为90:10~50:50,但不限于90:10~50:50,可以根据实际情况选择任意耦合比。
[0059]
如图1和图5所示,所示参考臂包括参考光准直镜6、实现探测光束聚焦在反射镜上,增大反射光耦合率的聚焦透镜7以及实现探测光的180
°
反射的反射镜8,参考光光纤接头5、参考光准直镜6、聚焦透镜7及反射镜8依次排列。优选地,所述反射镜8为平面反射镜或球面反射镜。其中,参考光通过参考光光纤从参考光光纤接头5出射进入空间光路,经过参考光准直镜6后准直成平行光,平行光入射到消色差透镜7聚焦到平面反射镜8表面,然后发射沿原光路耦合到参考光纤中,形成参考臂回路。
[0060]
优选地,聚焦透镜7和平面反射镜8可在驱动装置的作用下沿光路轴向平移,调整
参考臂回路的光程,使之与样品臂回路的光程相匹配。该驱动装置可为电机、移动滑台(如图4所示,图中仅为示意)、滚珠丝杠、液压等多种驱动形式,其目的是实现聚焦透镜7和平面反射镜8沿着光路轴向移动,调整参考臂回路的光程,从而保证其与样品臂回路的光程相匹配,实现参考臂和样品臂光程差调节;同时探测光经过透镜后聚焦到反射镜表面上再进行反射可以增大反射探测光的耦合效率。
[0061]
优选地,本发明实施例中,参考臂中的聚焦透镜7主要是为了使参考光聚焦到反射镜8表面,并且消除波长不一致时导致焦平面不一致的情况。该聚焦透镜7为消色差透镜7,其可以为双胶合消色差透镜或空气隙消色差透镜。反射镜8主要是使聚焦在反射镜表面的参考光实现180
°
折返,该反射镜可以为平面反射镜、球面反射镜。
[0062]
进一步地,如图1和图6所示,所述样品臂包括探测光准直镜10、调焦镜组、快门14、滤光片13、扫描振镜15以及激光加工头16。其中,调焦镜组包括固定镜11和补偿镜12两块正透镜,其中补偿镜12可以在驱动装置的作用下沿光路轴向平移,改变准直光束的发散角进而使得探测光聚焦平面相应的沿光路轴向方向平移,以便在不同离焦量加工工艺下进行探测,在样品臂设置共焦镜组,可通过移动共焦镜组中的补偿镜来实现探测光聚焦平面的调节。可保证在不同的焊接工艺下,探测光的焦点均在小孔内部。此外,进一步地,激光加工头16内部设置有合束镜18、聚焦镜19和保护镜。探测光通过探测光光纤从探测光光纤接头9出射进入空间光路,经过样品臂的探测光准直镜10准直成平行光后,平行光入射到固定镜11后变为汇聚光,然后入射到补偿镜12后准直为平行光,平行光依次经过快门14和滤光片13后进入扫描振镜15内,在扫描振镜15的作用在发生偏转,然后进入激光加工头16在合束镜18处与加工激光17同轴重叠,随加工激光17一起经过聚焦镜19和保护镜后直达工件20表面的小孔,在小孔的底部正向反射,然后原路返回至光纤耦合器,形成探测臂回路。
[0063]
优选地,扫描振镜15安装在激光加工头的探测口上,探测光可在二维扫描振镜15的作用下发生高精度偏转,以便探测光打在工件表面不同位置来进行扫描,同时还可以使探测光能精确的调整到与加工激光同轴重合的位置,进而可以同时探测激光焊接过程中焊前、焊中、焊后的状态。
[0064]
进一步地,如图7所示,本发明实施例中,所述光谱分析单元2包括光谱信号接收模块201、信号提取模块202、信号降噪模块203以及信号处理模块204。其中,光谱信号接收模块201用于接收干涉信号,信号提取模块202用于对所述干涉信号进行提取,并通过信号降噪模块203对提取的信号进行降噪处理,最后通过信号处理模块204进行处理后,传输至数据处理单元21。
[0065]
在本发明另一实施例中,提供一种基于光学弱相干成像的激光焊接熔深信息监测方法,采用上述检测系统实现,包括以下步骤:
[0066]
s100:根据工件20的焊接参数,驱动补偿镜12沿光路轴向平移,改变准直光束的发散角进而使得探测光聚焦平面相应的沿光路轴向方向平移,在不同离焦量参数下进行探测,驱动聚焦透镜7和平面反射镜8沿光路轴向平移,调整参考臂回路的光程,使之与样品臂回路的光程相匹配;
[0067]
s200:探测光源1通过其尾纤使探测光传输到光纤环形器3,然后从光纤环形器port2 302端口输出,输入到光纤耦合器4,探测光在光纤耦合器4分成两束,作为参考光和探测光,分别进入参考光光纤和探测光光纤;
[0068]
s300:参考光通过参考光光纤从参考光接头5出射进入空间光路,经过参考光准直镜6后准直成平行光,平行光入射到消色差透镜7聚焦到平面反射镜8表面,然后发射沿原光路耦合到参考光纤中,形成参考臂回路;
[0069]
s400:探测光通过探测光光纤从探测光接头出射进入空间光路,经过样品臂的探测光准直镜10准直成平行光后,平行光入射到固定镜11后变为汇聚光,然后入射到补偿镜12后准直为平行光,平行光依次经过快门14和滤光片13后进入扫描振镜15内,在扫描振镜15的作用在发生偏转,然后进入激光加工头16在合束镜18处与加工激光17同轴重叠,随加工激光17一起经过聚焦镜19和保护镜后直达工件20表面的小孔,在小孔的底部正向反射,然后原路返回至光纤耦合器,形成探测臂回路;
[0070]
s500:经参考臂回路返回的参考光和经样品臂回路返回的探测光在光纤耦合器4形成干涉信号,干涉信号输出至光纤环形器3(光纤环形器将探测光源的光信号和干涉信号分开,并将全部的干涉信号输出到光谱分析单元2),后从其端口输出至光谱分析单元2,光谱分析单元2将干涉信号分解,传输至数据处理单元21,分析处理即可得到激光加工区的深度信息,通过数据拟合形成与金相照片一致的熔深变化曲线,通过熔深变化曲线可查到任一工况下的焊接熔深,解决了传统激光焊接熔深监测的离散点,难以获得任意时刻焊接熔深等技术问题。
[0071]
如图8所示,具体获得熔深曲线的流程为:将光谱仪采集的信号和数据采集卡的信号同步输入系统软件,进行信号预处理,将完成ccd补偿和波长标定的光谱数据传入下一步骤;然后去除直流项噪声,再进行重采样得到关于波数空间的干涉信号;对完成重采样的干涉信号进行逆傅里叶变换,即可获得样品焊接过程中熔深随时间的分布图;再通过噪声滤除和实际熔深提取算法,即可获得焊接熔池的实际熔深,误差在5%左右。由于不同的焊接场景,系统的噪声类型和比例不同,需要在系统开发中根据实际情况设计合适的算法及算法参数。
[0072]
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips